3.4.1. Сборка двигателя. Сборка шатунно-поршневой группы.
ПОДСБОРКА ШАТУННО-ПОРШНЕВОЙ ГРУППЫ
Произвести подсборку шатунно-поршневой группы в соответствующей последовательности:
Очистить днища поршней и канавки поршневых колец от нагара как показано на рис.52.
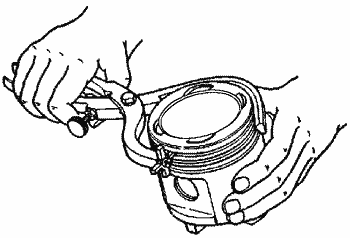
Рис.52. Очистка нагара в канавках поршней с помощью приспособления
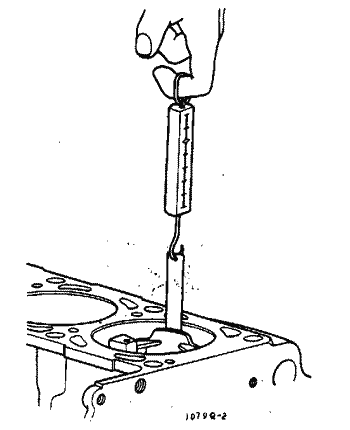
Рис. 53. Подбор поршня к цилиндрам двигателя
В случае замены поршня, поршневого пальца и шатунов необходимо подобрать новые поршни к цилиндрам блока предварительно группа в группу — по маркировке групп (А, Б, В, Г, Д) на днище поршня, окончательно — по усилию протягивания ленты-щупа толщиной 0,05 мм. и шириной 10 мм. Лента-щуп закладывается между цилиндром и поршнем по всей высоте поршня и размещается в плоскости, перпендикулярной оси поршневого пальца по наибольшему диаметру поршня. Усилие протяжки должно быть 35. 45 Н (3,5. 4,5 кгс). Подбор поршней производится без поршневых колец и пальцев при температуре 20° С (рис.53).
Подбор поршневого пальца, шатуна и поршня делается по цветовой или цифровой маркировке этих деталей.
Установлено 4 группы по мере уменьшения размера:
1 — цвет белый
2 — цвет зеленый
3 — цвет желтый
4 — цвет красный.
Краска наносится:
— на стержне шатуна — у верхней головки;
— на поршне — на внутренней поверхности поршня у бобышки (возможна цифровая маркировка на днище поршня I,II,I II,IV по мере уменьшения размера);
— на поршневом пальце — на внутренней поверхности пальца.
Поршневой палец подбирается к шатуну, принадлежащему к той же или соседней группе. Размерные группы поршня и пальца должны совпадать.
При подборе поршневой палец должен входить плотно, но без заеданий в отверстие поршневой головки шатуна под усилием большого пальца руки, как показано на рис.54. Поршневой палец должен быть слегка смазан маслом.
Поршень с поршневым пальцем, поршневыми кольцами и шатуном в сборе должны контролироваться по массе. Разница в массе на один двигатель не должна превышать 10 гр.
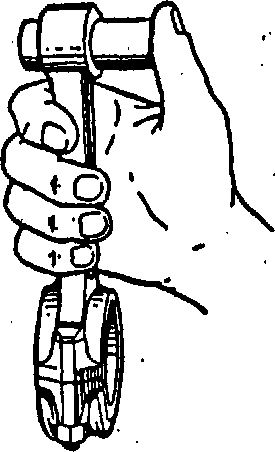
Рис.54. Подбор поршневого пальца к шатуну
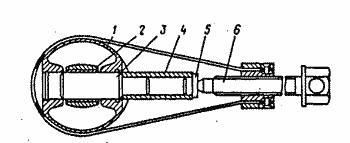
Рис.55. Запрессовка поршневого пальца в поршень и шатун съемником:
1 — поршень; 2 — шатун; 3 — оправка; 4 — поршневой палец; 5 — подпятник; 6 — винт.
Запрессовать поршневой палец в поршень и шатун с помощью приспособления (рис.55). При этом поршень нагреть до 60. 80 °С, запрессовка пальца в холодный поршень может привести к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Шатуны и поршни перед сборкой с поршневым пальцем должны быть сориентированы следующим образом: стрелка на днище поршня (или надпись «ПЕРЕД», расположенная на наружной стороне бобышки под палец), уступ на боковой поверхности крышки шатуна и выступ на кривошипной головке шатуна должны быть направлены в одну сторону;
Подобрать по цилиндрам поршневые кольца. Тепловой зазор, замеренный в стыках колец, помещенных в цилиндр (рис.56), должен быть 0,3-0,55 мм у компрессионных колец и 0,3-0,6 мм у чугунных маслосъемных колец. В изношенных цилиндрах наименьший зазор делать 0,3 мм — у компрессионных колец и 0,5 мм — у чугунных маслосъемных колец.
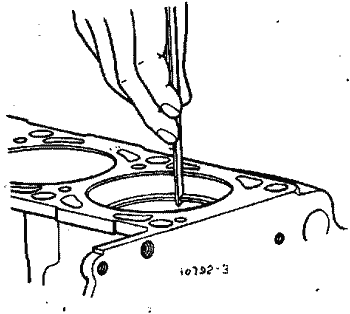
Рис.56. Подбор поршневых колец к цилиндру
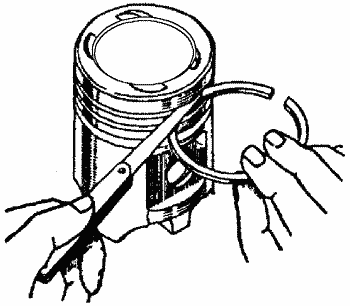
Рис.57. Проверка бокового зазора между поршневым кольцом и канавкой в поршне
Щупом проверить боковой зазор между кольцами и стенкой поршневой канавки (рис.57). Проверку произвести по окружности поршня в нескольких точках. Величина бокового зазора должна быть для верхнего и нижнего компрессионных колец в пределах 0,060-0,096 мм, для чугунного маслосъемного кольца 0,045-0,080 мм;
Надеть с помощью приспособления поршневые кольца на поршень Поршневые кольца на поршень устанавливать надписью «TOP» (верх) на торце в сторону днища поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом:
— сориентировать шатунно-поршневую группу таким образом, чтобы стрелка на днище поршня (или надпись «ПЕРЕД» на бобышке) была обращена вперед;
— протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши;
— повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее Н.М.Т.;
— смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
— развести замки поршневых колец под углом 120° друг к другу;
— надеть на болты шатунов предохранительные латунные наконечники, сжать кольца обжимкой или, пользуясь конусным кольцом, вставить поршень в цилиндр. Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре;
— подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна. Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, были обращены в одну сторону. Завернуть гайки динамометрическим ключом моментом 69,2. 76,3 Н•м (6,8. 7,5 кгс•м);
— в таком же порядке вставить поршень четвертого цилиндра;
— повернуть коленчатый вал на 180° и вставить поршни второго и третьего цилиндров;
— повернуть несколько раз коленчатый вал, который должен вращаться легко от небольших усилий;
— установить держатель масляного насоса и масляный насос на блок и закрепить их;
— установить и закрепить масляный картер и усилитель картера сцепления;
— смазать маслом, применяемым для двигателя, втулки промежуточного вала, установить шпонку в паз на хвостовике промежуточного вала и установить вал в блок цилиндров до выхода хвостовика;
— установить шестерню с гайкой на хвостовик промежуточного вала и за-вернуть гайку шестерни;
— установить и закрепить фланец промежуточного вала, при этом меньший диаметр на фланце должен прилегать к блоку;
— смазать маслом, применяемым для двигателя, привод масляного насоса и вставить его в отверстие в блоке до входа в зацепление шестерен привода масляного насоса и промежуточного вала, в отверстие втулки привода вставить шестигранный валик привода масляного насоса;
— установить и закрепить крышку привода масляного насоса.
Замена поршневых колец
Поршневые кольца заменяйте через 70000 — 90000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 54а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
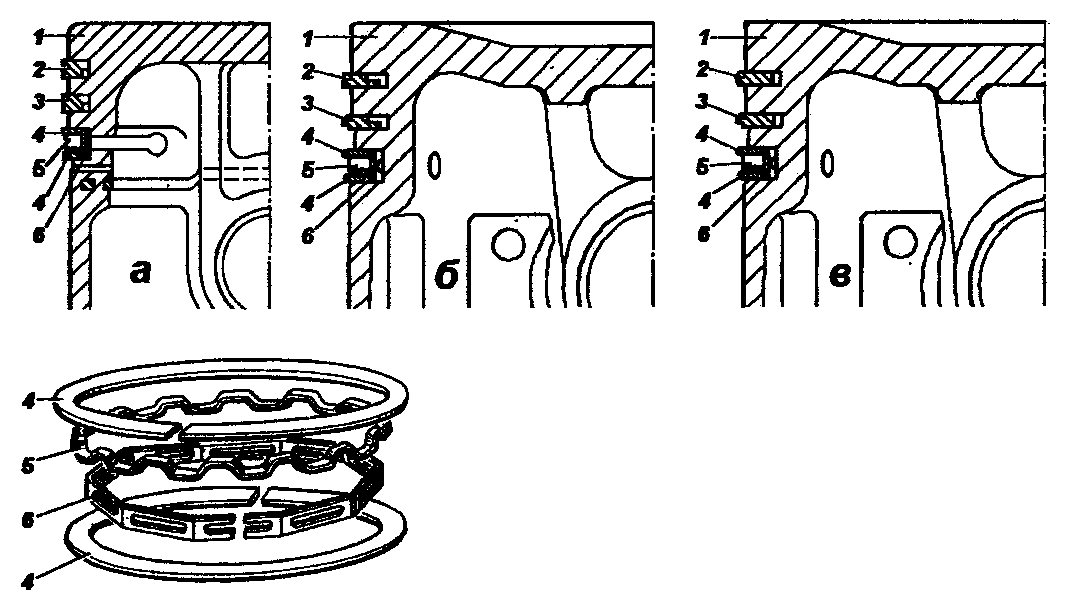
Рис. 54. Установка колец на поршне:
а -поршень с кольцами двигателя УМЗ-4178.10;
б, в -поршень с кольцами двигателя УМЗ-4218.10;
1-поршень; 2-верхнее компрессионное кольцо; 3-нижнее компрессионное кольцо; 4-кольцевые диски; 5-осевой расширитель; 6-радиальный расширитель
Двигатель УМЗ-4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 54б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 54б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 54в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 54б,в) — скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»). Кольцо изготавливается в двух вариантах — с проточкой на внутренней цилиндрической поверхности кольца (рис. 54б) и без проточки (рис. 54в). Кольца необходимо устанавливать на поршень острой кромкой — «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность дисков маслосъемных колец покрыта твердым хромом. Замок колец прямой.
Поршневые кольца ремонтных размеров (см. табл. 5) отличаются от колец поминальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 — 0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
Проверку бокового зазора в стыке кольца производите, как показано на рис. 55. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
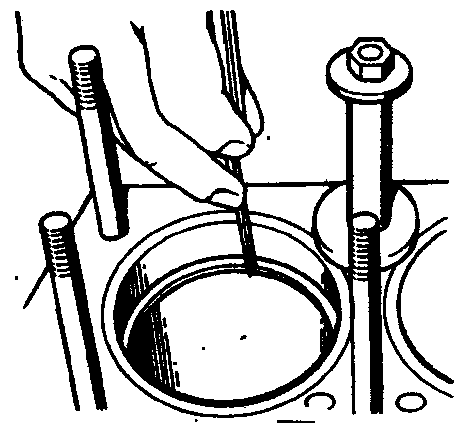
Рис. 55. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 56) модели 55-1122.
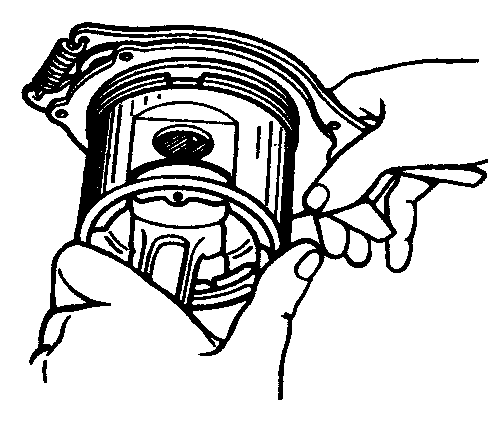
Рис. 56. Снятие и установка поршневых колец
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 57), который должен быть: для верхнего компрессионного кольца 0,050 — 0,082 мм, для нижнего компрессионного — 0,035 — 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
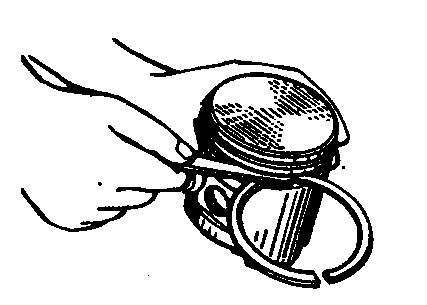
Рис. 57. Проверка бокового зазора между поршневым кольцом и канавкой поршня
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 58).
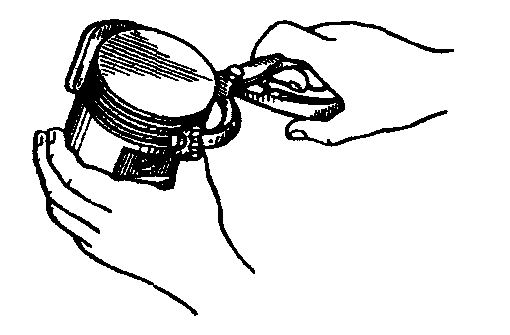
Рис. 58. Очистка канавок поршневых колец от нагара
Из маслоотводящих отверстии нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или форматированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120 град. друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45-50 км/ч.
Замена поршневой группы ЗМЗ-409
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
Снимите головку блока цилиндров.
Снимите масляный картер двигателя и прокладку картера.
Снимите масляный насос.

Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна.
Если крышка сидит плотно, сбейте ее несильными ударами молотка.
Выньте из крышки вкладыш.
Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном.
Выньте из шатуна вкладыш.
Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверьте метки на шатуне и его крышке. Если метки не видны, пометьте шатун и крышку номером цилиндра.
Выньте остальные поршни с шатунами.
Съемником снимите поршневые кольца или, при его отсутствии, осторожно разогните кольца у замков.
Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка.


8. Снимите стопорные кольца с двух сторон поршня.
Выпрессуйте специальным приспособлением поршневые пальцы.
Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1. Это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3.
Снимите остальные поршни с шатунов.
Промойте все детали в бензине. Очистите поршни от нагара.
Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни.
Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень.
Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,036–0,060 мм.
Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня.
При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром 0,25 мм.
Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром.
На одной из бобышек под поршневой палец отлита надпись «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).


Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,060–0,096 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные значения, нужно заменить кольца или поршни.
Измерьте зазоры в замках поршневых колец.
Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерьте щупом зазор в замке (разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, замените кольцо.
Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски, перемещая кольцо по напильнику вверх-вниз.
15. Проверьте посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм.
Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской.
Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий.
Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения.
В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса.
Поршневой палец и шатун должны быть одной размерной группы или соседних групп.
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и другие повреждения, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна.
Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм.
Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой.
Измерьте диаметр отверстия во втулке верхней головки шатуна.
Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм.
Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в таблице.

*Допуск 0,06 мм разбит на 5 групп (через 0,012 мм)

Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80°С.
Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ «А» на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм.
Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
На верхнее компрессионное кольцо нанесена надпись «Верх», кольцо необходимо устанавливать на поршень этой надписью к днищу поршня.
На нижнем компрессионном кольце с внутренней стороны выполнена проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня.
Вставьте вкладыш 7 в нижнюю головку шатуна — фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня.
Вставьте вкладыш 1 в крышку 2 шатуна — фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке.
Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом.
Сориентируйте поршневые кольца так, чтобы замки компрессионных колец были расположены под углом 180° друг к другу, замки дисков маслосъемного кольца — также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца — под углом 45° к замку одного из дисков маслосъемного кольца.
Поверните коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливают поршень, находилась в НМТ.
Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Для того чтобы не повредить зеркало цилиндра, рекомендуем надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе можно сломать поршневые кольца.
Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снимите с шатунных болтов обрезки шлангов.
Установите крышку 2 шатуна на шатунные болты так, чтобы уступ «Б» на крышке шатуна был с той же стороны, что и выступ «А» на нижней головке шатуна; номера цилиндра, выбитые на шатуне и крышке, были расположены с одной стороны, а «замки» вкладышей — друг против друга.

Заверните гайки шатунных болтов и затяните их моментом 68–75 Нм (6,8–7,5 кгс·м).
Аналогично установите остальные поршни с шатунами.
Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
Установите масляный насос, масляный картер и головку блока цилиндров.