Роликовая сварка является таким усложненным видом точечной сварки, когда точки так тесно, с перекрытием, сближены между собой, что образуется полоса сплошного соединения. В отличии от других видов этой сварки, она применяется она для изготовления различного рода тонкостенных изделий, требующих:
Ход роликовой сварки
Примеры роликовой сварки
Толщина свариваемых деталей обычно не превосходит 3 мм.
Диаграммы изменения тока, давления и скорости вращения роликов приведены на рис.
Давление в течение всей сварки остается неизменным.
Во избежание перегрева ток пропускается отдельными импульсами.
Сила тока, длительность сварочных импульсов и пауз между ними выбираются так, чтобы, во-первых, при каждом импульсе образовалась полноценная сварочная точка и, во-вторых, чтобы эти точки перекрывали друг друга «а 1/2 — 2/3 их длины.
пример роликовой сварки 2
пример роликовой сварки 3
пример роликовой сварки 4
пример роликовой сварки 5
пример роликовой сварки 6
пример роликовой сварки 7
Перемещение деталей относительно роликов или вращение роликов обычно непрерывное, как показано на рис. Реже применяется так называемая шаговая сварка (рис, б), когда ролики вращаются с остановками. Ток включается при неподвижных роликах, во время паузы они поворачиваются и перемещаются по детали на некоторое расстояние (1,5—4,5 м) для сваривания очередной точки и т. д. Механическая часть машины здесь существенно усложняется, линейная скорость сварки ниже, чем при первом способе. Ввиду того, что образование и отвердевание ядра происходит при неподвижных роликах, охлаждение поверхности детали здесь более интенсивнее, а уплотнение расплавленного ядра более полное, так как они происходят в момент продолжающегося давления неподвижного ролика (при первом способе затвердевание ядра происходит частично уже тогда, когда зона сварки вышла из- под электродов).
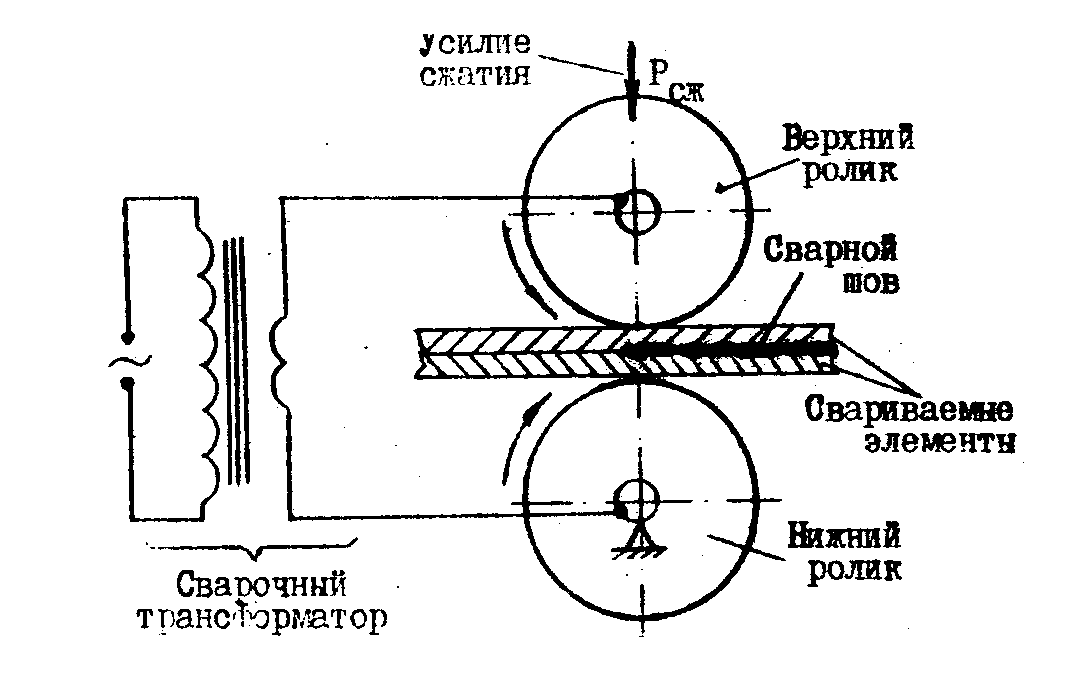
Роликовая сварка в схеме
Приминение
Примеры роликовой сварки
Шаговую сварку целесообразно применять в тех случаях, когда особенно опасен перегрев наружной поверхности детали, например при сварке плакированного дюралюминия и в других случаях.
На рис, в приведена сварка с непрерывным течением тока. Применяется она относительно редко — для соединения тонких (до 1 мм) листов малоуглеродистой стали.
Параметрами режима роликовой сварки являются сила тока, давление, скорость сварки, длительность импульса и паузы, ширина рабочей поверхности роликов. Оказывает некоторое влияние я диаметр роликов.
Сила тока в 1,5—2 раза больше, чем при точечной сварке.
Это объясняется тем, что во избежание перегрева поверхности листов режим сварки каждой элементарной точки должен быть достаточно жестким
Увеличение тока требуется также в связи с шунтированием, которое венду непосредственной близости смежных точек достигает значительной величины. Примерно в таком же соотношении принимается и давление.
Скорость сварки а суммарное время импульса и паузы находятся в следующей зависимости:
где Vсв —скорость сварки в м/мин;
а — шаг точек в мм:
tсекtn —длительность импульса и паузы в сек.
Шаг точек зависит от толщины н рода металла. Для малоуглеродистых и низколегированных сталей шаг составляет 2,8—3,2 от толщины более тонкой детали, для нержавеющей стали — 2,4—2,8 и для легких и цветных металлов и сплавов 2,0—2,4.
Пример сварочных электродов для сварки
Аппарат для роликовой сварки
Физические характеристики.
Время сварки и время паузы между собою должны находиться в определенном соотношении. Для малоуглеродистой стали tсв= (1 — 2) tn, для нержавеющей стали tсe — (0,7 / 1,5)tn и для легких сплавов — tce=(0,2/0,5)„. Выбору большей скорости соответствует уменьшение длительности всего цикла» а значит» и длительности каждого импульса. Это потребует увеличения тока и давления. Обычно скорость роликовой сварки лежит в пределах 0,5-2,0 м/мин. С увеличением толщины необходимая механическая и электрическая мощность машин должна сильно увеличиваться, а скорость сварки снижаться. Поэтому, начиная с толщины 3 мм и выше» более выгодно применять не роликовую сварку, а автоматическую сварку под слоем флюса.
Ширина рабочей поверхности роликов влияет на процесс сварки аналогично диаметру электродов при точечной сварке.
От диаметра роликов зависит его износ и в некоторой мере нагрев поверхности деталей. С увеличением диаметра улучшается охлаждение ролика и детали, сильно уменьшается износ ролика. Диаметр ролика принимается в пределах 150—300лш.
Для сварки легких сплавов на нормальных машинах сила тока должна быть примерно в два раза большей а время импульса в два раза меньше, чем для малоуглеродистой стали.
Давление принимается таким же, как при сварке стали. Как и при точечной сварке этих сплавов. электроды изготовляются из чистой меди; рабочей поверхности их иногда придают сферическую форму.
Очистка поверхности деталей и электродов должна быть еще более тщательной, чем при точечной сварке.
Аппарат для роликовой сварки
Сварка металла.
Сварка нержавеющей стали осуществляется при силе тока примерно в два раза меньшей и давлении в 1,5 раза большем по сравнению со сваркой малоуглеродистой стали. Обязательно интенсивное наружное охлаждение.
Подготовка под сварку.
Очистка поверхности для роликовой сварки производится также, как и для точечной сварки, но тщательность очистки должна быть повышенной.
Перед роликовой сваркой детали с помощью приспособлений собираются и свариваются на точечной машине в нескольких точках.
Направление деталей по месту сварки часто осуществляется вручную. При повышенных скоростях сварки (больше 1,5 м мин) точное направление деталей, особенно громоздких, становится затруднительным, поэтому рекомендуется создавать специальные поддерживающие и направляющие приспособления.
Наличие зазоров после сборки и прихватки может привести к образованию выплесков и под плавлению поверхности деталей; зазоры после прихватки должны быть устранены или сведены к минимуму.
Ширина нахлестки или отбортовки должна быть не менее 12—18 мм при толщине стали 1-2 мм, что необходимо для предотвращения раздавливания металла кромок и для беспрепятственной деформации при сварке.
Что такое шовная (роликовая) контактная сварка
Делать герметичные емкости, сваривать металл без наплавочных материалов помогает шовная роликовая сварка. Аккуратное точечное соединение выдерживает большую нагрузку. С помощью специального оборудования получают герметичный шов, не пропускающий жидкости и газы. У роликовой технологии, как и у всех других видов сварки, есть свои достоинства и недостатки. О них стоит сказать подробно. Но сначала несколько слов о сути самого метода шовного соединения металлических листов.
Что такое шовная сварка
Шовную контактную сварку применяют для соединения листовых заготовок. Металл укладывают внахлест, при прохождении тока листы свариваются, образуя диффузное пятно в виде точки. Принцип роликовой сварки такой же, как и у контактной. Только вместо конусных токопроводящих электродов устанавливают диски из бронзовых сплавов. Они прижимают листы другу к другу во время движения. Электрический ток подается на электроды с различной регулярностью: постоянно, прерывно или импульсно с определенной частотой. Сущность метода роликовой контактной сварки листового металла заключается в одновременном разогреве и сжимании деталей в области шва роликовыми электродами. Металл расплавляется под действием разряда, сжимается с таким усилием, что образуется однородный диффузный слой высокой прочности.
Шов по сути представляет собой плотный ряд точек.
Область применения
Шовная технология разработана более века назад. Производители постоянно совершенствуют аппараты, расширяют сферу их применения. С применением технологии шовного соединения металлов производят герметичные камеры различной геометрии, тонкостенные трубы, емкости бытового и промышленного назначения, кожухи и многое другое.
Контактная роликовая сварка незаменима при работе с алюминием, легированными сплавами, используемыми в химической промышленности. Производительность сварочного оборудования очень высокая, структура швов – равномерная. Скорость подачи листов и вращения бронзовых дисков регулируется. Изменяя временные интервалы между импульсами, получают сплошные или прерывистые соединения. Размер шва соответствует ширине бронзового диска.
Преимущества и недостатки
Роликовая контактная сварка часто применяется в конвейерном производстве. Она широко применяется из-за ряда преимуществ перед другими способами соединения металлов внахлест:
хорошая производительность, сварочный аппарат за час выдает несколько десятков метров швов;
гарантированное высокое качество соединений;
сваривание проходит без наплавочных материалов: плавящихся электродов, присадочной проволоки;
металл прошивается дугой насквозь между электродами, расплав в этот момент не окисляется, зону контакта не нужно защищать флюсом или облаком нейтрального газа;
высокая культура труда, не нужна стандартная экипировка сварщика.
Минусами считают низкую технологичность:
нельзя сваривать листы из различных сплавов;
есть ограничения по толщине заготовки до 3 мм;
дорогое оборудование приобретают только для больших объемов сварных работ.
Технология шовной сварки
Листовые заготовки укладываются внахлест. При подаче тока на роликовые электроды в месте контакта с металлом образуется диффузное пятно. Цепочка сварных пятен образует шов, он зависит от сочетания скорости подачи заготовок с импульсами. По типу движения заготовок и способам подачи рабочего тока выделяют три вида роликовой сварки.
Шаговая
Необходима для соединения алюминиевых деталей. Заготовки находятся между роликами. Они неподвижны в момент образования диффузной точки расплава, перемещаются рывками только во временные промежутки между импульсной подачей тока. Не происходит перегрева металла, детали прочно скрепляются между собой.
Непрерывная
Такая шовная сварка образует герметичный шов, но применяется редко для тонкостенных заготовок до 1 мм толщиной. Из-за непрерывно подаваемого тока дисковые электроды перегреваются, их приходится часто менять. Металл прокатывается с усилием в непрерывном режиме. Заготовки от теплового воздействия коробятся, процент брака увеличивается.
Прерывистая
Самый распространенный способ, свариваемые детали прокатываются с установленной скоростью. Подача тока регулируется так, чтобы пятна укладывались в непрерывный шов за счет перекрытия диффузных зон. Ролики прижимают металл с постоянным усилием, во время соединения листов пятно вытягивается до овала за счет взаимного движения заготовок и электродов, образуется герметичное соединение. В местах пропусков образуется литая зона, точки перекрываются на 22–35%.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.
Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
подвесные, неподвижно закрепляется один из электродов, другой регулируется;
переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.
Шовной роликовой сваркой удается соединять металлы, склонные к короблению при нагревании. Степень герметичности шва зависит от расстояния между диффузными точками. Технология шовной сварки регламентирована ГОСТ 15878-79.