Большая Энциклопедия Нефти и Газа
Сварочная машина — постоянный ток
Сварочные машины постоянного тока имеют положительный ( знак — f) и отрицательный ( знак -) полюсы. [2]
Сварочные машины постоянного тока состоят из генераторов постоянного тока с приводными асинхронными двигателями. [4]
Сварочные машины постоянного тока разделяются на одно-постовые, обслуживающие одного сварщика, и многопостовые — для одновременной работы нескольких сварщиков. [5]
Сварочные машины постоянного тока имеют положительный ( знак) и отрицательный ( знак -) полюсы. [7]
Сварочные машины постоянного тока имеют положительный ( знак — f) и отрицательный ( знак -) полюсы. [8]
Сварочные машины постоянного тока бывают стационарные и передвижные, однопостовые и многопостовые. Многопостовые могут одновременно обслуживать до 10 постов. [9]
Сварочные машины постоянного тока состоят из приводного асинхронного электродвигателя и генератора постоянного тока. Для ручной дуговой сварки в полевых условиях применяют двигатель внутреннего сгорания и генератор постоянного тока. [11]
В качестве сварочных машин постоянного тока применяются сварочные агрегаты ( преобразователи), состоящие из двигателя и сварочного генератора, которые встроены в общий корпус или устанавливаются на жесткой металлической раме. Агрегаты выполняются с приводом от электродвигателя или двигателя внутреннего сгорания. [12]
Сварочные трансформаторы и сварочные машины постоянного тока располагают преимущественно вдоль стен или между колоннами под подкрановыми балками. Их можно располагать также на специально оборудованных площадках. Сварочные машины постоянного тока предпочтительно устанавливать в отдельном помещении — машинном зале. [13]
Сварочные трансформаторы и сварочные машины постоянного тока располагают преимущественно вдоль стен или между колоннами под подкрановыми балками. Их можно располагать также на специально оборудованных площадках. Сварочные машины постоянного тока предпочтительно устанавливать в отдельном помещении — машинном зале. [14]
Для сварочных работ применяются сварочные машины постоянного тока и аппараты переменного тока. [15]
Как устроен аппарат для сварки постоянным током
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
 Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
 По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
 Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
 Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Устройство сварочного инвертора. Коротко о главном

Содержание:
Инвертор – современный и удобный в использовании источник сварочного тока. Находит применение у профессионалов и любителей, на стройках и производствах, в мастерских и автосервисах, при проведении сантехнических и монтажных работ. Благодаря компактным размерам часто его выбирают для выездных работ и эксплуатации на высоте. Очень популярны инверторы в быту: их покупают на дачу, в гараж или частное хозяйство. Это обусловлено не только доступной ценой, но и простотой использования – даже новичок с таким аппаратом сможет освоить сварку. Легко получить аккуратный, ровный шов без риска залипания электродов и непроваров, а сам процесс сварки характеризуется легким розжигом и стабильной дугой. Сварить арматуру или мангал, водопроводные трубы или бак для воды, автомобильный глушитель или калитку – для всех этих задач подойдет инвертор.
Так в чем же особенность аппарата? И как он устроен? Чтобы ответить на эти вопросы, познакомимся с ним поближе. Из нашей статьи вы узнаете о конструкции и внутреннем устройстве. Начнем с внешнего осмотра.
Инвертор снаружи
Сварочный инверторный аппарат представляет собой электронное устройство в компактном корпусе. Подключается к электросети с помощью электрошнура. В специальные разъемы на корпусе вставляются сварочные кабели в соответствии с нанесенной маркировкой – плюс и минус. На фронтальной части имеется панель управления с кнопкой и индикацией включения, дисплеем для контроля силы тока и регуляторами этого значения – кнопками или поворотной ручкой. На моделях, рассчитанных на несколько видов сварки, есть переключатель режимов, например, с ММА на TIG. На корпусе имеются вентиляционные отверстия для охлаждения аппарата во время работы, а в верхней части предусмотрен ремень или ручка для удобства переноски. Для устойчивости инвертора в основании есть опорные ножки.
.jpg)
Инвертор внутри
Прежде чем заглядывать под корпус, вспомним принцип работы инверторного аппарата. Он заключается в преобразовании переменного тока электросети в постоянный сварочный ток высокой частоты. То, как это происходит, как раз и определяется особой начинкой оборудования. Перечислим основные компоненты.
Силовой блок
Отвечает за выпрямление тока и его преобразование. Состоит из следующих деталей.
- Сетевой выпрямитель включает в себя мощный диодный мост и электролитические конденсаторы (черные бочонки). В этой части устройства переменный сетевой ток частотой в 50 Гц выпрямляется и становится постоянным, затем подается на инвертор. Компоненты сетевого выпрямителя занимают достаточно много места на печатной плате оборудования. Диодный мост зафиксирован на охлаждающем радиаторе, чтобы при протекании больших токов исключить перегрев. Для срабатывания термозащиты на радиаторе есть специальный предохранитель, который реагирует на достижение критической температуры.
- Помеховый фильтр включает в себя дроссель на магнитной катушке. Служит для подавления электромагнитных помех, которые могут оказывать воздействие на электросеть.
- Инвертор сконструирован из транзисторов. Самые мощные из них – ключевые, крепятся на радиатор для охлаждения. Сквозь обмотку трансформатора импульсного типа с большой частотой происходит коммутация постоянного напряжения. Важно отметить, что частота переключений между транзисторами может достигать 50 – 60 кГц. Высокочастотный трансформатор необходим для понижения напряжения. А коммутирующие транзисторы служат для преобразования постоянного тока в переменный. В импульсном трансформаторе происходит основной процесс получения тока, который соответствует характеристикам, необходимым для сварки. В первичной обмотке идет ток малой силы, но большого напряжения, во вторичной – большой силы и малого напряжения. Он и направляется к мощным диодным выпрямителям. В разных инверторах используются разные транзисторы. MOSFET гораздо доступнее по стоимости, поэтому удешевляют себестоимость оборудования. Однако они имеют большие размеры, и их требуется большее количество. Для аппарата с теми же характеристиками, собранного на основе IGBT-транзисторов, этих элементов понадобится в 2 раза меньше, и они будут меньших размеров. Кроме того, они меньше подвержены перегреву, поэтому непрерывная работа аппарата будет дольше. Для предотвращения повреждения транзисторов опасными выбросами напряжения устанавливаются демпфирующие цепи.
- Выходной выпрямитель создан из мощных быстродействующих диодов. Скорость их срабатывания – 50 наносекунд, что позволяет выпрямлять переменный ток с высоким значением частоты. Стоит отметить, что обычные диодные компоненты не справятся с такой нагрузкой и быстро выйдут из строя. Для предотвращения перегрева быстродействующие диоды крепятся на радиатор.
- Пусковая схема включает в себя элементы питания компонентов силового блока. Через последовательно включенные резисторы питание с основного выпрямителя подается к стабилизатору, а затем – на управляющую схему. Выпрямленный ток также задействуется для работы вентилятора охлаждения и световых индикаторов на панели прибора. Еще одним компонентом данного узла является реле плавного пуска, которое ограничивает пусковые токи при включении сварочного оборудования.
Управляющий блок
В его основе лежит ШИМ-контроллер, который координирует работу всех транзисторов. По сути это микросхема, которая управляет инвертором. В процессе работы происходит также контроль входного напряжения и параметров сварочного тока. При обнаружении неполадок срабатывает защита, и работа аппарата блокируется. Управляющий блок задействуется в процессе ручной регулировки силы сварочного тока – посредством ручки резистора, которая выводится на панель управления инвертора.
Цифровой блок управления отвечает за работу таких полезных систем, как легкий розжиг, стабилизация и форсаж дуги. Это позволяет добиваться высокого качества шва с наименьшими усилиями пользователя.

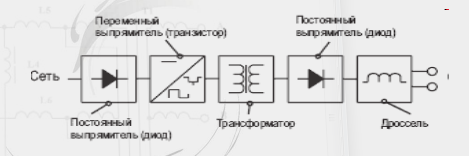
Схема работы инвертора
Есть множество схем построения компонентов инверторного сварочного аппарата. Однако разобраться в них без посторонней помощи может разве что специалист. Мы не будем усложнять задачу, и для общего представления устройства инвертора приведем логическую, т.е. упрощенную, схему.
Если вас интересует принцип работы аппарата, применяемые технологии и заложенные в него функции, вы можете узнать об этом из статьи «Инверторы: принцип работы устройств и преимущества».