Что нужно знать об эксплуатации ДВС для моделей
Новички в моделизме, решившие сосредоточить свое внимание на моделях с ДВС, нередко считают, что силовая установка – это чуть ли не крепкое неубиваемое устройство, которому все нипочем. В результате первый же опыт эксплуатации моделей с двигателями внутреннего сгорания оказывается печальным, хотя и весьма поучительным. Модельные моторы очень легко «убить» при неправильных настройках, неверной эксплуатации или при невнимательном отношении.

При этом на вышедшие из строя ДВС по халатности моделиста не распространяется гарантия.
Новичкам нужно знать некоторые базовые положения о моторах и понимать, что модельные ДВС способны достигать до 40000 об/мин. Представьте на миг, какие нагрузки при таком вращении вала переносит мотор? К примеру, рабочая частота вращения мотоциклетных двигателей в среднем не превышает 5-7 тыс об./мин.
Понимание степени нагруженности мотора, его нормальной работы или функционирования с отклонениями по звуку приходит с опытом. Поэтому новичкам следует уделять повышенное внимание измеряемым характеристикам, таким как зазор от мотыля коленвала до шатуна, рабочей компрессии и т.д.
При отсутствии достаточной компрессии вы просто не запустите двигатель, а увеличенный зазор может привести к поломке.
Необходимо «питать» ваш ДВС только качественной топливной смесью, так как подавляющее большинство отказов происходит именно из-за низкого качества топлива.

Внимательно изучите и строго соблюдайте рекомендации по настройке карбюратора, периодически проверяйте состояние воздушного фильтра, следите за износом движущихся частей мотора.
Если у вас нет достаточных навыков в обращении с ДВС, лучше всего обратитесь в сервисный центр профильного магазина, где вам помогут и дадут необходимую консультацию.
При использовании ДВС в жестких условиях следует заменять шатун мотора после использования каждых пяти литров горючего, так как шатун переносит самые большие нагрузки при работе. Замена шатуна – процесс, требующий навыков, опыта. Эту процедуру также лучше всего проводить в сервисном центре (в профильной мастерской).
Большинство моделистов с накоплением опыта переходит к самостоятельному ремонту ДВС.
Устройство двигателя для моделей
![]()
![]()
![]()
![]()
![]()

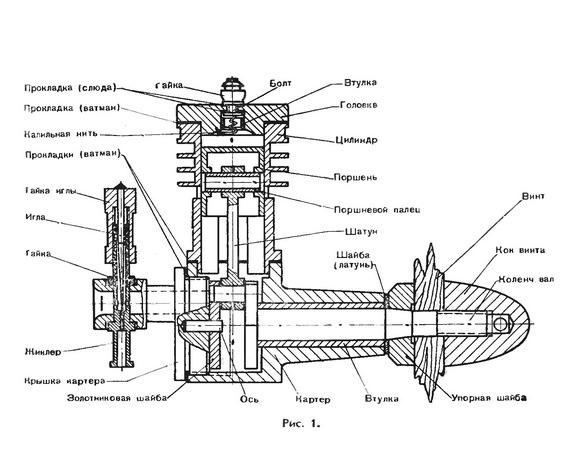
На рис. 1 показан двигатель, его главная верхняя (оребренная) часть называется цилиндром;
внутри он имеет гладкую цилиндрическую поверхность, а сверху плотно закрыт пробкой — контрпоршнем. Внутри цилиндра ходит поршень. Он очень хорошо подогнан к цилиндру и герметично закрывает его снизу. Однако это не мешает поршню легко скользить в цилиндре вверх и вниз.
Цилиндр крепится к корпусу (картеру), объединяющему все основные части двигателя. Внутри картера находится коленчатый вал. Его колено соединено с поршнем при помощи шатуна.
При движении поршня вдоль цилиндра шатун вращает коленчатый вал.
Так устроен механизм двигателя. Но что заставляет поршень двигаться?
Представь себе, что в цилиндре двигателя находится смесь паров горючего (например, керосина или спирта) с воздухом, а поршень при этом находится в самом верхнем положении. Если мы ухитримся сжать, а затем поджечь эту смесь, то она сгорит почти мгновенно. При этом давление в цилиндре из-за сильного нагрева газов резко повысится. Под действием этого давления поршень будет опускаться вниз и передаст движение шатуну, а через него коленчатому валу, который начнет вращаться. Правда, повернется он всего на пол-оборота, так как при дальнейшем вращении поршню пришлось бы двигаться вверх, навстречу давлению газов, а это его бы остановило. Но каждый раз, как только поршень подойдет к нижнему положению (рис. 2), придуман способ выпускать сгоревшие газы из цилиндра и таким образом уменьшать почти до атмосферного давление над поршнем, а затем наполнять цилиндр новой порцией горючей смеси, снова поджечь и т. д. Благодаря этому вал двигателя поворачивается не на пол-оборота, а крутится до тех пор, пока не перестанут подавать горючую смесь.

В наше время есть много способов делать это. Например, в большинстве автомобильных двигателей один способ, у так называемых дизельных двигателей — другой, а у большинства мотоциклов и в модельных двигателях — третий.
Мы расскажем тебе лишь о третьем способе, так как им пользуются все моделисты. Называется он двухтактным с кривошипно-камерной продувкой. Особенность этого способа заключается в том, что в стенке цилиндра по окружности сделаны отверстия (окна). Когда поршень находится в самом нижнем положении, окна оказываются над поршнем. Вот и получается, что когда сгоревшие газы давят на поршень, он движется вниз и через шатун вращает коленчатый вал, а когда поршень опустится, он откроет окна в цилиндре и газы вырвутся наружу. Давление в цилиндре упадет, и теперь надо наполнить его свежей горючей смесью для следующего оборота.
Происходит это так: когда поршень от самого нижнего положения начнет двигаться вверх, в картере образуется разрежение, благодаря которому в него (рис. 3) начнет через всасывающий патрубок засасываться воздух. Поперек патрубка проходит тоненькая трубка, называемая жиклером, по которой горючее поступает из бачка. Когда воздух, засасываемый в картер через патрубок, проходит мимо жиклера, он через маленькое боковое отверстие в жиклере всасывает горючее и распыляет его.

Для того чтобы регулировать подачу горючего в патрубок, на верхнем конце жиклера имеется винтик с иглой, закручивая который, мы уменьшаем подачу горючего, а отвинчивая, увеличиваем ее. Все вместе это устройство называется карбюратором.
Как мы уже сказали, поршень, двигаясь вверх, засасывает в картер горючую смесь, приготовленную карбюратором. Дойдя до верха, он начнет опускаться, сжимая при этом смесь, находящуюся в картере, так как специальное устройство (золотник) при движении поршня вниз закрывает в картере отверстие, через которое всасывается смесь. Сжатие смеси в картере продолжается до тех пор, пока поршень своей верхней кромкой не опустится ниже продувочных каналов, проходящих в нижней части цилиндра. Как только это произойдет, смесь, сжатая в картере, устремится по каналам в цилиндр и наполнитего, одновременно она вытеснит из него остатки сгоревших газов.
Теперь только остается рассказать, отчего загорается смесь в цилиндре.
Многим из вас, наверное, приходилось накачивать насосом камеры велосипеда. И вы не могли не заметить, что при этом насос сильно нагревается. Происходит это потому, что двигая поршень насоса, мы сжимаем воздух. В цилиндре двигателя происходит то же самое: поршень, двигаясь вверх, сжимает горючую смесь, и она нагревается тем сильнее, чем сильнее ее сожмут. Практически в цилиндре двигателя ее сжимают до тех пор, пока она не загорится. Горючее подбирают таким, чтобы оно легко воспламенялось при сжатии. Наиболее подходящим для этого является керосин. Для того чтобы облегчить воспламенение смеси и сделать его надежным, в горючее добавляют сернистый эфир, который чрезвычайно легко загорается и поджигает остальное горючее.
Однако зажечь горючую смесь мало, надо это делать каждый раз в определенном положении поршня в цилиндре. Если смесь зажечь слишком рано, когда поршень еще не дошел до верха, получится обратный удар, коленчатый вал остановится и начнет вращаться в обратную сторону. Если зажечь смесь слишком поздно, когда поршень перешел верхнее положение и движется вниз, а давление в цилиндре уменьшается, двигатель будет недодавать мощности и перегреваться.
Чтобы получить возможность регулировать момент зажигания смеси, дно цилиндра делают подвижным: в цилиндр сверху вставляют контрпоршень, который при помощи винта сверху можно вдавливать внутрь цилиндра. Этим изменяют объем цилиндра и, следовательно, давление в нем, что, в свою очередь, меняет момент зажигания смеси. Обычно на работающем двигателе поворачивают регулировочный винт, пока не добьются наибольшего числа оборотов вала.
В действительности все обстоит несколько сложнее, потому что, кроме правильного выбора момента зажигания, приходится еще подбирать нужный состав горючей смеси (наилучшее соотношение между количеством засасываемого воздуха и количеством горючего).
Дело в том, что смесь горючего с воздухом легко загорается только при определенном соотношении, если оно нарушено, двигатель работать не будет, но что интересно — плохо и когда слишком много горючего в смеси. Поэтому запуск авиамодельных двигателей требует определенного навыка.
Отрывок из книги «Лети модель» Лебединский М.
Кордовые модели F2B | Control line stunt | Aerobatics
Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
Для советского человека не секрет, что микродвигатели можно сделать своими руками а не только купить готовый. В былые времена многие авиамоделисты сами себе изготавливали микродвигатели а та так же дорабатывали уже существующие. Ниже изложенная статья поможет узнать некоторые моменты самостоятельного изготовления микродвигателя маленького объема. На примере двигателя ветерок с рабочим объемом 0,8 см 3
Технические данные «Ветерка»
Диаметр цилиндра 10 мм
Ход поршня 10 мм
Рабочий объем 0,8 см 3
Рабочие обороты на винте 150х70 мм 12 800 об/мин
Мощность двигателя на валу 0,06 л. с.
Степень сжатия 9 атм
Состав горючего:
75% метилового спирта (метанол);
25% касторового масла.
Авиамодельный двигатель малого объема — около 1 см 3 — давняя мечта наших авиамоделистов. В первую очередь такой двигатель необходим моделистам-школьникам. Чем меньше объем двигателя, тем меньше усилий требуется для того, чтобы его завести. Поэтому двигатель в 1 см 3 наверняка найдет широкое распространение среди юных авиамоделистов. Кроме того, надо учесть, что в последнее время у авиамоделистов-спортсменов во всем мире значительно возрос общий уровень летных достижений моделей свободного полета и намечается стремление через год два уменьшить максимально допустимый рабочий объем двигателя для всех таймерных моделей чемпионатного класса с 2,5 м 3 до 1,5 или даже до 1 см 3 .
Наконец, микролитражные модельные двигатели малых кубатур (до 0,8 см 3 ) могут с успехом применяться и для моделей автомобилей, лодок, глиссеров.
Двигатель «Ветерок» был нами построен и испытан, причем выполнялись одновременно три экземпляра двигателя. Об одном из них мы и хотим вам рассказать.
Изготовление микролитражного двигателя «Ветерок» под силу любой станции юных техников, где есть простейшие токарные и фрезерные станки. Однако надо заметить, что только при аккуратном и точном выполнении всех советов по изготовлению детален и сборке двигателя можно получить желаемые результаты.
Двигатель «Ветерок» двухтактный, калильного типа, может работать на любом спиртовом горючем в смеси с касторкой.
Как же изготовить «Ветерок»?
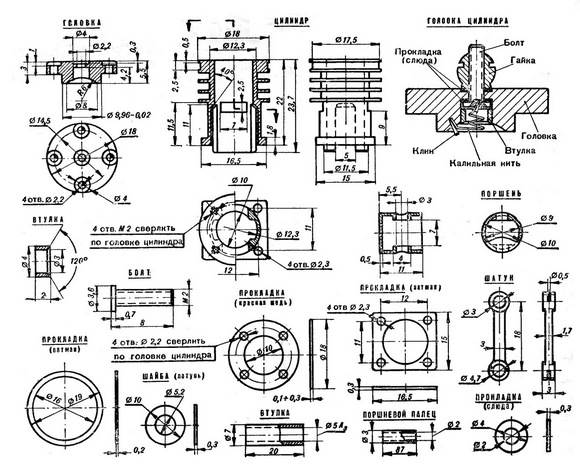
Начинать изготовление двигателя надо с самой главной детали — цилиндра. Цилиндр состоит из головки, втулки, болта, слюдяных прокладок, калильной нити, гайки и клиньев.
Сама головка изготовляется из материала Д16Т диаметром 20 мм. Пруток зажимается в кулачковый патрон, и производится полная обработка по чертежу той стороны прутка, где должна быть сферическая выемка. Далее сверлятся отверстия диаметром 4 и 22 мм. Сферическая выемка полируется пастой ГОИ. Затем деталь отрезается от заготовки. Обратная сторона детали обрабатывается в специальной оправке, которая зажимается в кулачковый патрон станка. Затем размечаются и сверлятся отверстия под винты крепления к цилиндру.
Болт точится из стали У5 по чертежу. В головке болта высверливается глухое отверстие диаметром 0,6 мм под медный клин для заделки калильной нити.
Это отверстие сверлится под углом к телу болта. Гайка и втулка точатся соответственно из латуни и дюралюминия Д16Т по чертежу.
Калильные нити можно делать из платиновой, родиевой или иридиевой проволоки. Возможно использование проволоки от старых термопар нагревательных термических печей, причем их необходимо калибровать фильерами.
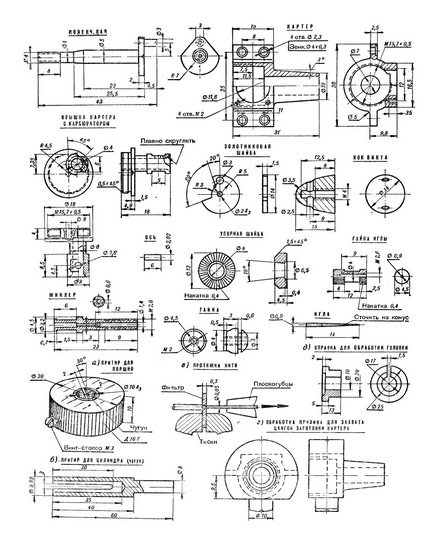
Фильер представляет собой пластинку из нержавеющей нагартованной стали (или из стали У8) толщиной 0,3 мм. В этой пластинке нужно пробить отверстие обломанной иглой с помощью молотка. Иглу держите плоскогубцами. Протяжка проволоки для нити показана на рисунке 3 в.
Нить наматывается в спираль на оправке диаметром 1 мм. Шаг намотки 0,6-0,7 мм.
Особенно хорошо работают спирали, свитые из двойной или тройной проволочки платины толщиной 0,05 мм
Порядок сборки головки цилиндра следующий.
Конец спирали закрепляется медным клином в болте ударами по бородке молоточком. На болт надеваются слюдяные прокладки толщиной 0,3 мм. Со стороны полусферы в головку вставляется болт. В выточку головки закладываются слюдяные прокладки общей толщиной 0,5 мм. За-тем навертывается латунная гайка» которая затягивается круглогубцами до полной герметичности головки. Необходимо проверить, изолирован ли болт от головки. При этом запрессовывается втулка, закрепляется по месту второй конец калильной спирали. Это производится при помощи медного клина. Теперь можно приступить к проверке исправности калильного элемента. Проверка производится под напряжением от одной аккумуляторной банки, дающей напряжение 1,2 — 1,4 в. Из холоднокатаной медной фольги разных толщин изготовляется несколько прокладок соответственно 0,1, 0,2, 0,3 мм. При доводке двигателя выбирается лучшая.
Заготовка цилиндра делается из прутка диаметром 20 мм (рис. 2). Эта заготовка обтачивается на станке до диаметра 18 мм, сверлится сверлом диаметром 9,5 мм. и затем у нее протачиваются наружные размеры. При нарезке ребер желательно подпереть цилиндр задней бабкой и прорезать на обратном ходу. После этого у него протачивается внутренний диаметр до размера 9,8 мм. Отрезанный от заготовка, цилиндр проходит слесарную обработку: опиливается фланец крепления (можно на наждачном круге), засверливаются отверстия в головке и фланце, нарезается резьба для крепления головки цилиндра, распиливаются выхлопные окна и фрезеруются перепускные каналы. Головка цилиндра подвергается термообработке до R 45 — 47, Желательно шлифовать зеркало цилиндра до размера диаметра 10 ± 0,02 мм. Окончательно доводится размер диаметра чугунным притиром с пастой ГОИ (рис. 3, б).
Особое внимание нужно уделить обеспечению герметичности, для чего на плите следует притереть верхний фланец цилиндра. Прокладка под цилиндр вырезается из ватмана (рис. 2).
Поршень точится на токарном станке из стали У10 или У12 диаметром 12 мм. Заготовка обтачивается до диаметра 11 мм и просверливается до диаметра 7 мм, глубиной 10,5 мм. Поршень растачивается внутри по размерам, приведенным на чертеже. Затем протачивается наружный размер до диаметра 10,2 или 10,3 мм, после чего поршень отрезается от заготовки. После этого сверлится отверстие под поршневой палец сверлом диаметром 2,9 мм и зачищается хорошей разверткой ЗА на малом ходу, с маслом. Калится поршень до Rс 60—62, шлифуется снаружи до размера 10 ± 0,02 мм и притирается по цилиндру чугунным притиром (рис. 3, а). Необходимо также притереть отверстие под поршневой палец медной проволокой толщиной 3 мм.
Поршневой палец делается из заготовки стали У8 или У10 диаметром 4 или 5 мм. Заготовка торцуется и засверливается сверлом диаметром 1,9 мм, а затем протачивается снаружи до диаметра 3,2 мм и отрезается от заготовки. После этого деталь следует закалить до Rс = 60-62. Наконец она шлифуется и притирается по отверстию в поршне.
Контур шатуна размечается вдоль проката на прессованном дюралюминиевом профиле Д16Т. Затем засверливаются два отверстия сверлом диаметром 2,9 мм на расстоянии 18 мм. Производится слесарная обработка по чертежу, после чего отверстия разворачиваются разверткой ЗА3 (с маслом), а затем зачищаются. Необходимо следить, чтобы в них не попал абразив, вызывающий сильный износ поршневого пальца. Поверхность шатуна полируется гладким стальным каленым стержнем.
Для коленчатого вала вытачивается заготовка из стали 12XH3A или из 18ХНВА диаметром 14 мм, длиной 43 мм. В ней засверливаются центровые углубления: два — по оси заготовки и два — смещенные от оси на 5 мм. Сначала обрабатывается палец кривошипа в смещенных центрах, после чего в центрах на оси протачивается шейка и носок коленчатого вала. Затем нарезается резьба М4. После этого производится слесарная обработка. Деталь цементируется на глубину 0,5 мм, калится до Rc — 42- 45 и, наконец, шлифуется с притиркой трущихся поверхностей.
На заготовке, зажатой в кулачковый патрон диаметром 50 — 55 мм из Д16Т, протачивается носок картера и кривошипная камера с нарезанием резьбы под крышку, после чего носок картера отрезается от заготовки по размеру, указанному на чертеже. В картер запрессовывается бронзовая втулка, выточенная заранее по чертежу (рис. 5). После этого производится разметка расположения цилиндра и засверливаются центровые углубления по оси цилиндра для обработки места его крепления.
Зажав заготовку картера в центрах, обрабатываете прилив диаметром 10 мм для захвата цангой (рис. 5, г). Зажав заготовку в цанге, обрабатываете место крепления цилиндра по чертежу.
Затем производится фрезерная и слесарная обработка картера. Задняя крышка картера (рис. 5) с карбюратором вытачивается из заготовки Д16Т за два приема. Сначала производится торцевание, затем обработка по внешним размерам и разделка отверстия под ось. На длине 18 мм отрезается крышка от заготовки и производится разметка отверстия карбюратора, которое засверливается сверлом диаметром 3,9 мм и разделывается разверткой 4А3. Деталь зажимается в центре, и производится токарная обработка корпуса карбюратора. После этого происходит слесарная обработка детали по чертежу (рис. 3).
Жиклер и гайка иглы вытачиваются из латуни Л59 или Л62 по чертежу (рис. 3).
Игла карбюратора изготовляется на токарном станке из проволоки ОВС, предварительно нормализованной (прогревается до 200 — 240°С в течение 20 — 30 мин.). Упорная шайба и кок (рис. 3) вытачиваются из Д16Т по чертежу. Крепежные винты подбираются по месту и диаметрам, указанным на чертежах. Размеры и материалы прокладок и шайб указаны на чертежах.
Ось изготовляется из проволоки ОВС диаметром 2,5 мм и шлифуется до чертежных размеров.
Золотниковая шайба (рис. 3) делается из 1,5 мм текстолита или гетинакса. На токарном станке вытачивается круглая заготовка, затем производится ее слесарная обработка по размер рам, указанным на чертеже, и притирается рабочая поверхность.
Сборка двигателя
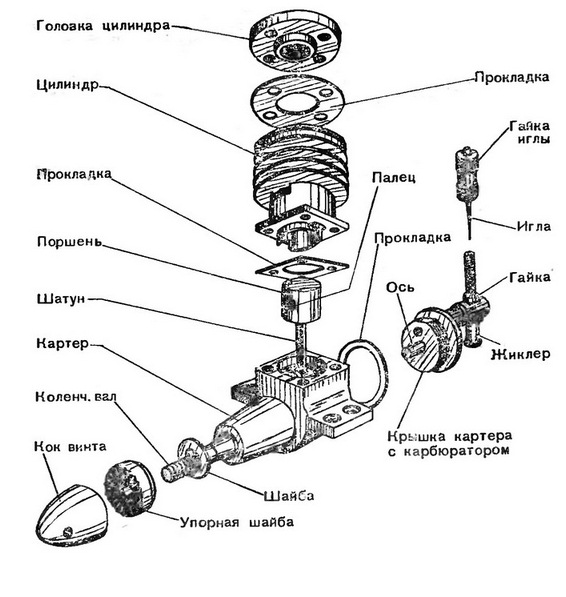
Сборка двигателя производится в следующей последовательности:
- 1) запрессовывается ось золотника;
- 2) надевается золотник, смазанный маслом;
- 3) вставляется в картер коленчатый вал, смазанный маслом;
- 4) соединяется шатун с поршнем поршневым пальцем, нижняя головка надевается на палец кривошипа коленчатого вала;
- 5) ввертывается в картер крышка с прокладкой и золотником;
- 6) прокладывается прокладка под цилиндр, смазываются поршень и цилиндр маслом, надевается цилиндр на поршень;
- 7) завертываются крепежные винты М2 длиной 5 мм;
- 8) проверяется легкость вращения коленчатого вала;
- 9) надевается упорная прокладка, упорная шайба, винт и кок, снова проверяется легкость вращения коленчатого вала;
- 10) устанавливается жиклер и гайка с иглой на карбюратор;
- 11) ставится на место головка с прокладками, и двигатель устанавливается на стенд; подсоединяется резиновой трубкой бачок с горючим;
- 12) подсоединив аккумулятор на массу и гайку головки цилиндра, проверните за винт вал двигателя; закрыв карбюратор пальцем, попытайтесь запустить двигатель, резко нажимая указательным пальцем на винт.
Применяется аккумулятор кадмиево-никелевый, марки КН-10 — 2 банки на 2,4 в.
Регулировка оборотов производится иглой карбюратора. Как только режим двигателя станет устойчивым, отсоедините провода от мотора. Необходимо перед эксплуатацией двигатель обкатать в течение 30 -35 мин.