Как ремонтировать автомобиль
Организация сборки автомобилей
Организация сборки автомобилей. Общую сборку автомобилей производят либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе, либо на потоке в случае специализированных предприятий со значительным объемом производства. Общая сборка на ремонтном предприятии должна производиться в той же последовательности и с той же тщательностью, как и сборка нового автомобиля.
Сборка на универсальных рабочих местах характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует продолжительного времени и сборщиков высокой квалификации.
Поточная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемещается конвейером, на котором производится процесс сборки. Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки автомобиля являются следующие признаки:
за рабочим местом закреплена определенная сборочная операция;
собранный на предыдущем рабочем месте автомобиль передается на следующую операцию немедленно по окончании предыдущей;
на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному такту;
Процесс сборки автомобиля начинается, как правило, с установки рамы автомобиля на подставки при сборке на универсальных рабочих местах или на подвижные тележки при поточной сборке. Затем на базовую сборочную единицу (раму) устанавливают в строгой технологической последовательности все основные узлы и агрегаты: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. В процессе сборки выполняются необходимые регулировочные работы.
При сборке необходимо обращать внимание на строгое центрирование агрегатов относительно друг друга, так как несоблюдение этого условия приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя в процессе эксплуатации.
Автосборочный завод (производство автомобилей)
Представляем Вашему вниманию проект «Автосборочный завод (производство автомобилей)».
Бизнес-план разработан на основе фактических данных действующего предприятия.
В создании проекта принимали участие сотрудники высокой квалификации, с опытом работы в отрасли.
Бизнес-план соответствует международным и российским стандартам (UNIDO, TACIS, ЕБРР, МЭРТ РФ, Минфин, Минстрой, Минсельхоз) и достойно представит Ваш проект в российских и международных банках, а также государственных структурах всех уровней.

В случае необходимости, специалисты нашей компании в сжатые сроки внесут корректировки в финансовые расчеты и описательную часть проекта, с тем, чтобы обеспечить полное соответствие бизнес-плана Вашим параметрам.
Проект предоставляется в формате рабочих файлов, в которые можно самостоятельно или силами квалифицированных сотрудников вносить изменения: финансовой модели (на базе Excel) и файла Word (Powerpoint).
Основные параметры проекта:
Количественные показатели: Объем сборки — 1000 штук; площадь — 3 тыс. кв.м.
Объем инвестиций:
- в долларах 3 112 442
- в евро 2 452 731
- в рублях 83 773 926
Срок окупаемости проекта, лет: 2,0
Основные параметры документа
- Количество страниц – 49
- Количество графиков – 18
- Количество таблиц – 23
1.1 Цели и задачи проекта
Цель проекта: организация сборочного производства автомобилей семейства «ХХХХ» на территории ХХХХ.
Сборочное производство планируется разместить на площади 3 тыс. кв. м.
Общий объем инвестиций в проект достигнет 3 112,4 тыс. долл. США.
Для достижения поставленных целей требуется решить следующие задачи:
- разработка и согласование проектной документации;
- строительство здания;
- приобретение необходимого оборудования, сборка и установка;
- оборудование офиса;
- обучение сотрудников;
- пуско-наладочные работы;
- прочие затраты;
- приобретение первоначального запаса запасных частей для сборки.
1.2 Финансирование проекта
Потребность в финансовых ресурсах и структура финансирования
Потребность в финансовых ресурсах по проекту составляет 1 703,5 тыс. долл. США.
Планируется, что финансирование настоящего проекта будет осуществляться в полном объеме за счет привлеченных средств.
Условия привлечения заемных средств
Для составления настоящего бизнес–плана были приняты следующие условия привлечения денежных средств: кредит предоставляется на 42 месяца (3,5 лет), на период: 3 кв. ХХХХ — 4 кв. ХХХХ г.г., процентная ставка по кредиту составит 15% годовых.
Привлечение кредита происходит поэтапно, в течение 15 месяцев (1,25 лет: 3 кв. ХХХХ — 3 кв. ХХХХ г.г.), в соответствии с календарным планом-графиком финансирования инвестиций.
Условия погашения заемных средств
Погашение кредита планируется с 19 месяца проекта, траншами в среднем по 212,9 тыс. долл. США в течение 24 месяца (2 года: 1 кв. ХХХХ — 4 кв. ХХХХ г.г.).
Погашение процентов по кредиту
В течение всего периода проекта начисляются и выплачиваются проценты на используемые средства. Проценты, начисленные, но не выплаченные в период до запуска проекта, погашаются равномерно вместе с текущими процентными платежами.
Сумма начисленных процентов за период пользования кредитом достигнет 524,7 тыс. долл. США.
1.3 Показатели проекта
Экономическая эффективность проекта была подтверждена путем расчета традиционных финансовых показателей, используемых в проектном анализе.
Горизонт расчета проекта – 84 месяца (7 лет).
Таблица 1. Финансовые показатели проекта
| № | Наименование показателя | Значение показателя |
|---|---|---|
| 1 | Горизонт расчета проекта, лет | 7 |
| 2 | Горизонт расчета проекта, мес. | 84 |
| 3 | Объем вложенного капитала в проект (LDC), долл. США | 3 112 442 |
| 4 | Объем выручки за период проекта (SP), долл. США | 105 907 871 |
| 5 | Чистый средний операц. доход в квартал (NAOR), долл. США | 1 022 226 |
| 6 | Средний остаток денеж. средств в квартал (ADB), долл. США | 2 382 792 |
| 7 | Чистая прибыль за период проекта, долл. США | 19 639 016 |
| 8 | Чистый доход (остаток денежных средств (NV)), долл. США | 19 639 016 |
| 9 | Средняя рентабельность за период проекта | 18,5% |
| 10 | Ставка дисконтирования (DR), % | 17,5% |
| 11 | Чистый приведенный доход (NPV), долл. США | 13 836 365 |
| 12 | Средняя норма рентабельности инвестиций (ARR) | 90,1% |
| 13 | Рентабельность вложенного капитала (ROI) | 631,0% |
| 14 | Индекс прибыльности (PI) | 5,45 |
| 15 | Внутренняя норма рентабельности (IRR) | 358,1% |
| 16 | Модифицированная вн. норма рентабельности (MIRR) | 531,2% |
| 17 | Срок окупаемости (PBP), мес. | 24 |
| 18 | Срок окупаемости (PBP), лет | 2,0 |
| 19 | Дисконтированный срок окупаемости (DPBP), мес. | 24 |
| 20 | Дисконтированный срок окупаемости (DPBP), лет | 2,0 |
1 ПЕРЕЧЕНЬ РИСУНКОВ И ТАБЛИЦ
1.1 Перечень таблиц
Таблица 1. Финансовые и инвестиционные показатели проекта
Таблица 2. Объем и назначение площадей для размещения сборочного производства
Таблица 3. Динамика среднедушевых денежных доходов и индекса потребительских цен по кварталам ХХХХ г.
Таблица 4. Структура денежных доходов населения (по балансу денежных доходов и расходов населения)
Таблица 5. Денежные доходы и расходы в регионах
Таблица 6. Структура денежных расходов населения (в % к денежным доходам)
Таблица 7. Региональная структура денежных доходов и расходов населения
Таблица 8. Инвестиционный бюджет
Таблица 9. Календарный и финансовый план
Таблица 10. Штатное расписание с окладами
Таблица 11. Структура деятельности по направлениям
Таблица 12. План производства
Таблица 13. Себестоимость одного собираемого автомобиля (средняя за проект)
Таблица 14. Структура доходов по направлениям деятельности за период проекта
Таблица 15. План продаж
Таблица 16. Постоянные затраты
Таблица 17. Переменные затраты
Таблица 18. Анализ структуры затрат (по отношению к выручке)
Таблица 19. Анализ маржинальной рентабельности проекта
Таблица 20. График получения и погашения кредита
Таблица 21. Финансовые и инвестиционные показатели проекта
Таблица 22. Влияние изменения отдельных параметров на показатели эффективности проекта
Таблица 23. Анализ чувствительности проекта
1.2 Перечень рисунков
Рисунок 1. Структура инвестиционных затрат
Рисунок 2. График финансирования инвестиционных затрат
Рисунок 3. Финансирование инвестиционных затрат нарастающим итогом
Рисунок 4. Выход на планируемые объемы получения дохода
Рисунок 5. Рост количества собираемых машин с момента запуска проекта
Рисунок 6. Структура деятельности по видам
Рисунок 7. Динамика выручки от реализации и прямых затрат, долл. США
Рисунок 8. Структура выручки
Рисунок 9. Структура постоянных затрат (к общему объему постоянных затрат)
Рисунок 10. Структура переменных затрат (к общему объему переменных затрат)
Рисунок 11. Структура налоговых выплат (за период проекта)
Рисунок 12. Соотношение постоянных и переменных затрат
Рисунок 13. Структура затрат (по отношению к выручке от реализации)
Рисунок 14. Точка безубыточности без учета налоговой составляющей, долл. США
Рисунок 15. Точка безубыточности с учетом налоговой составляющей, долл. США
Рисунок 16. Точка безубыточности проекта в целом, долл. США
Рисунок 17. Денежные потоки по проекту, долл. США
Рисунок 18. Окупаемость проекта, долл. США
Рисунок 19. Примерная компоновка сборочной линии
Рисунок 20. Внешний вид помещения
Запрос на приобретение бизнес-плана «Автосборочный завод (производство автомобилей)»
Оборудование, применяемое при сборке автомобилей

Существует несколько типов оборудования
- молотки;
- кернеры;
- зубила;
- крейцмейсели;
- дрели;
- шлифовальные машины;
- гайковерты.
- подставки;
- поворотные столы;
- стенды для сборки коробок передач и двигателей;
- приспособления для прессовки шестерен, втулок, подшипников на валы.
- специальные контрольные приспособления;
- стенды для определения эксплуатационных параметров собранного агрегата или автомобиля в целом.
- подъемники с электрическим или гидравлическим приводом;
- различные кран-балки;
- тельферы;
- электротали.
- электрокары;
- электропогрузчики;
- тележки;
- конвейеры.
Сборка, как правило, осуществляется в соответствии с технологической цепочкой, соответственно и рабочие места рабочих-сборщиков должны располагаться одно за другим по технологии сборки.
Все оборудование, приспособления и инструмент должен быть исправным и использоваться только по назначению. Инструмент с электрическим и пневматическим приводом перед применением необходимо опробовать простым включением не присоединяя к собираемым агрегатам и узлам. Все провода и шланги должны иметь заводскую изоляцию и оплетку, не допускается разлохмаченная тканевая изоляция и изоляция, отремонтированная с помощью изоленты. Невыполнение этих требований может привести не только к отказу в работе оборудования, но и к возникновению ситуаций опасных для жизни как работающих с этим оборудованием, так и окружающих.
Автосборочное производство

Копирование текста разрешено при условии ссылки на данный контент.
Процесс сборки автомобилей (кузова и шасси). Trim and chassis.
Процесс сборки автомобилей имеет аналогию между всеми автопроизводителями, но могут отличаться последовательностью. Важным аспектом можно выделить наличие автоматизации, т.к. именно на сборке этот показатель имеет самый низкий коэффициент, в пределах 10-15%. Как бы странно это не выглядело, но именно автоматизация специально минимизируется автопроизводителем и в цифрах это выглядит следующим образом: окупаемость автоматического процесса предприятию (оборудование) в денежном эквиваленте достигает 5 лет и более. Это высокий показатель, тогда как оптимальный срок окупаемости должен сохраняться до 3-х лет.
Касательно автоматизации на сборке.
Автоматическая сборка применяется зачастую для вклейки стекол, когда робот наносит клей на стекло и устанавливает на кузов.
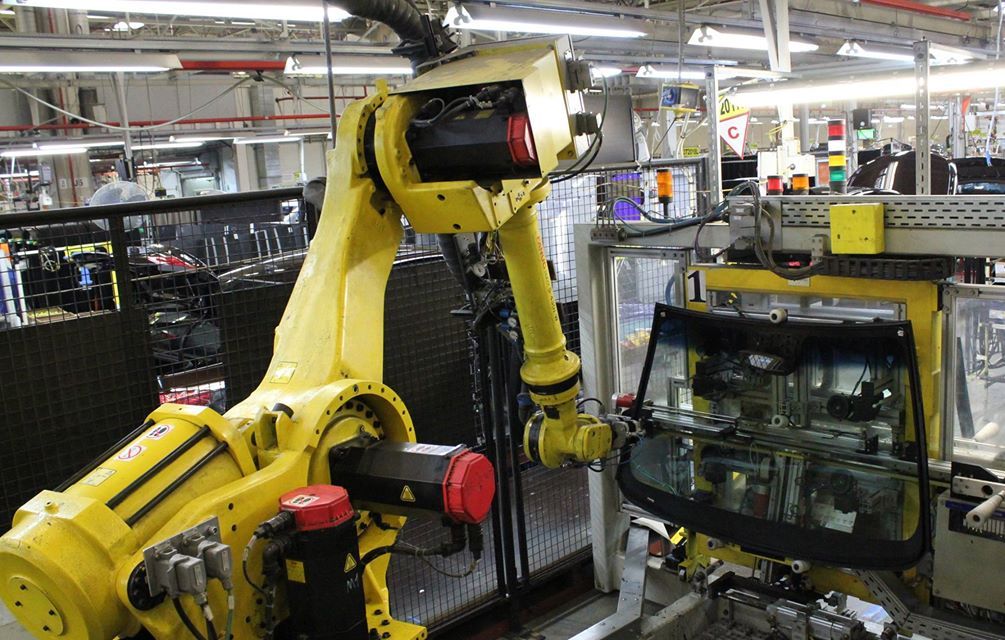 Процесс роботизированной вклейки стекла
Процесс роботизированной вклейки стекла
Остальные вариации это в основном манипуляторы, они облегчают вес изделия и скорость подачи крупной и тяжелой детали, например, как панель приборов, двигатель, двери, колеса, АКБ.
Передовые европейские заводы усовершенствовали процесс сборки интегрировав в конвейер возможность продольного кручения кузова, допустив 90 градусный поворот собираемого автомобиля. Данная опция позволяет быстро, качественно и с минимальной трудоемкостью для операторов производить сборку со стороны днища автомобиля. Т.к. это дорогое оборудование, в России нет подобных линий.

Оптимизации численности персонала возможна с помощью подачи деталей и комплектующих на конвейер посредством автоматических транспортеров AGV.
AGV – это автоматическая телега которая перемещается в заданной траектории. Траектория создается с помощью специальной ленты на полу, от точки А к точке Б и обратно, т.е. склад-конвейер-склад. Имеет она собственную АКБ батарею, блок управления, программатор, связь по WI-FI.

В СНГ AGV используют на Рено Россия (ранее Автофрамос), GM-AVTOVAZ, Nissan СПБ. Сегодня AGV пользуются популярностью, имеют окупаемость в течение года.
Логист на складе заполняет AGV и подтверждает отправку, далее транспортер приезжает к точке доставки и ожидает дальнейшей команды, сборщик на линии выгружает телегу на своем посту и подтверждает возврат на склад.
 Применение AGV в условиях производства
Применение AGV в условиях производства
Но, прогресс в сборочном производстве не стоит на месте и вместо автоматизации сборочные производства сконцентрированы на оптимизации процессов, именно этот пункт позволяет минимизировать количество персонала с максимальным экономическим эффектом, при этом улучшить показатели качества автомобиля, о них опишем ниже:
В особенности в этом заинтересованы отечественные автопроизводители и небольшие компании по производству крупных автокомпонентов. Например, российские автопроизводители редко производят замену модельного ряда, в том числе и фейслифт. Причина крайне проста, все сохранившиеся заводы наследия СССР перешли в частные руки с устаревшим и не модифицированным многие годы принципом работы, в свою очередь у владельцев нет свободных средств, как следствие мы слышим из СМИ о выделении государственной поддержки/субсидий.
Иностранные автопроизводители последовательно вели цикл оптимизаций, как один из простых примеров, это завод полного цикла держать в одних руках убыточно, концентрация осуществляется на основные процессы производства автомобиля, а именно Прессовое, Сварочное, Окрасочное, Сборочное.
Все вторичные производственные процессы, как например: производство баков, пластика (бампера, панели проборов и т.п.), сиденья, печки, шумоизоляция (в том числе ковры) и прочее отдается на аутсорсинг и изготавливается партнерами автопроизводителя.
Почему убыточен завод полного цикла? Опишем требуемые замороженные средства в этапах для деталей и комплектующих на примере производства металлического бензобака:
- Заводу необходимо закупить металл для бензобака (если используется металлический),
- Оплата доставки,
- Хранение на складе завода,
- Транспортировка внутри завода на раскрой,
- Далее, нарезка на заготовки,
- Штамповка,
- Транспортировка на сборку и “обварку” заготовок,
- Транспортировка на окраску,
- Процесс окраски,
- Далее транспортировка на подсборку навесных деталей и в качестве готового продукта через склад в сборочно-кузовной цех.
Данное количество операций занимает несколько дней прежде чем изделие будет установлено на автомобиль, а прибыль за готовую единицу продукции (в нашем случае бензобак) возможно получить только после продажи товарного автомобиля, что составляет примерно 3-4 месяца.
В общей сложности период замораживания средств для детали и ее комплектующих, персонала, здания, налога, электричества, логистики по заводу и т.д. составит порядка 5-6 месяцев.
Однозначно, компактное предприятие с основными циклами имеет меньший период оборота финансовых средств, что позволяет пустить их на развитие.
Все вторичные детали отданы поставщикам, где они сами заказывают оснастку, обслуживают здание и помещение, склады в том числе доставку до сборочного цеха на условиях 30 или 60 дневной отсрочки платежа перед заказчиком.
 Площадка GM
Площадка GM
 Площадка GM
Площадка GMНа примере General Motors.
Автопроизводитель не производит пластиковые детали, но имеет несколько поставщиков, где каждый изготавливает панель приборов, бампера, обшивки дверей. GM выставляет требования к качеству, согласовывает входные цены, производит постоянный аудит поставщика, это называется “развитием”.
При необходимости сделать фейслифт новому продукту, GM отдает поставщику
чертежи. Поставщик за счет собственных средств заказывает оснастку, ведет проект под ключ до серийного производства и поставки продукта на площадку GM.
Оплата затрат поставщика имеет 2 варианта:
- цена затрат поставщика ложится на стоимость детали,
- затраты оплачиваются отдельно после запуска производства.
Каждый из вариантов имеет отсрочку оплаты, что выгодно для GM.