Тестозакаточная машина для батонов схема
Формование в закаточной машине является многоступенчатым и состоит из следующих стадий: вальцевания, завивания рулона и уплотнения заготовки. Принципиальная схема обработки тестовых заготовок приведена на рис. 10.2. Заготовка сначала вальцуется двумя парами валков 7 в плоскую заготовку (ленту), которая с помощью завивающего устройства 2 заворачивается в рулон, а затем поступает в зону уплотнения рулона, состоящую из несущего ленточного конвейера 3 и верхней прижимной доски 4.

Рис. 10.2. Принципиальная схема тестозакаточной машины

Рис. 10.3. Схемы завивания раскатанного теста
В зависимости от конструкции вальцующего устройства выделяют закаточные машины с одной или двумя парами валков. Известны тестозакаточные машины, в которых узел вальцевания отсутствует.
Завивание раскатанного теста в рулон может осуществляться четырьмя способами: при помощи гибкого фартука 7 (рис. 10.3, а) с грузом 2, подвешенного над лентой 3 транспортера, по которому перемещается раскатанное тесто; сеткой или подвесками 7 из металлических прутков (рис. 10.3, б), установленных над лентой 2 транспортера; двумя бесконечными ленточными транспортерами 7 и 2 с противоположным направлением движения (рис. 10.3, в) и с помощью рифленого валка 2, установленного над несущим барабаном 7 (рис. 10.3, г).
Тестозакаточные машины в зависимости от вида рабочих органов в зоне уплотнения подразделяются на ленточные, барабанные и комбинированные.
В тестозакаточных машинах ленточного типа в качестве несущего и формующего органов используют поверхности ленточного конвейера и подпружиненной прижимной доски. При этом тестовая заготовка прокатывается в клиновом зазоре между ними. В отдельных конструкциях для снижения габаритов машины вместо неподвижной прижимной доски используют второй ленточный конвейер с противоположным основному направлением движения ленты, контактирующей с заготовкой. На машинах ленточного типа, как правило, формуют тестовые заготовки для батонов.
В тестозакаточных машинах барабанного типа роль несущего органа выполняет вращающийся цилиндрический барабан, а формующего органа — неподвижный фартук, установленный с зазором относительно барабана. Машины барабанного типа широко используются в линиях по выработке булочных изделий.
В тестозакаточных машинах комбинированного типа уплотнение рулона проводится последовательно в зазоре между барабаном и фартуком, а затем — между лентой конвейера и прижимной доской. После такой обработки тестовая заготовка хорошо удерживает приданную ей форму на всех последующих операциях производственного процесса. Прижимная доска устроена так, что прокатывает заготовку с перенесением максимального усилия от центра к краям, осуществляя одновременно прокатывание заготовки и продольное растягивание. Эти машины отличаются надежностью и хорошей обработкой теста.
Степень механической обработки заготовок при формовании практически не зависит от их массы, а определяется в первую очередь величиной зазоров между несущими и формующими органами, фрикционными и адгезионными свойствами полуфабриката и соотношением напряжений сдвига и сжатия при обработке заготовок. Если формующая поверхность имеет вогнутость по отношению к заготовке, то по сравнению с плоской поверхностью величина сил трения увеличивается; если формующая поверхность имеет выпуклость, то силы трения уменьшаются, а степень механической проработки заготовок увеличивается.
Округление и закатка способствуют сглаживанию всех неровностей и образованию пленки на поверхности заготовки, что препятствует выходу газов из теста при расстойке и обеспечивает увеличение объема и равномерность пористости мякиша после выпечки.
Группа компаний «Униконс»
Продвижение и реализация пищевых добавок, антисептиков и другой продукции НПО Альтернатива.
«Антисептики Септоцил»
Септоцил. Бытовая химия
Септоцил — ваш выбор в борьбе за чистоту
«Петритест»
Микробиологические экспресс-тесты. Первые результаты уже через 4 часа.
- Вы здесь:
- Библиотека технолога

- Кондитерская промышленность
- З.Н. Пашук, Т.К. Апет — Технология производства хлебобулочных изделий
4.14. Тестозакаточные машины
4.14. Тестозакаточные машины
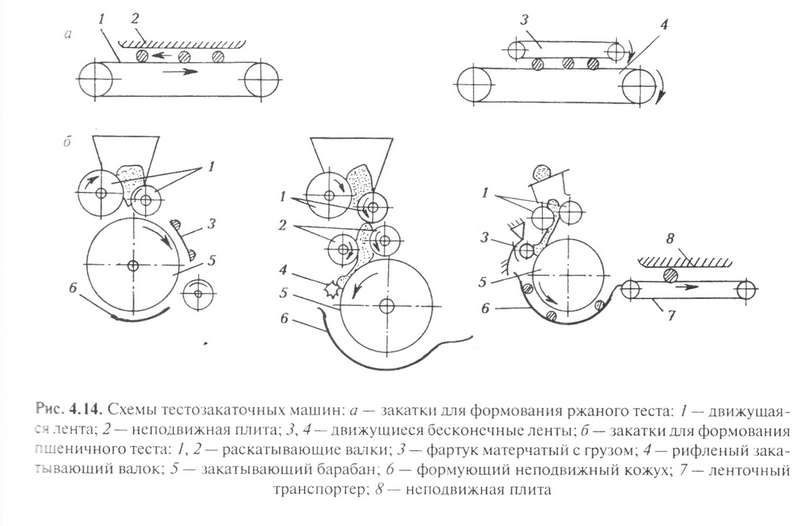
Тестозакаточные машины (рис. 4.14) предназначены для придания кускам теста цилиндрической формы и проработки его для создания поверхностной пленки и получения более равномерной пористости мякиша за счет распределения газов в куске теста.
Закатку кусков ржаного теста осуществляют в зазоре между движущейся лентой / и неподвижной плитой 2 (рис. 4.14, а) или между бесконечными лентами 3 и 4, перемещающимися одна относительно другой. Под действием пары сил, приложенных к поверхности куска, тесто вращается вокруг своей оси и, продвигаясь вперед, приобретает форму цилиндра, деформируясь под действием сил, возникающих благодаря уменьшению зазора между рабочими поверхностями в направлении от места входа к месту выхода заготовки.
Машины, закатывающие тесто из пшеничной муки, отличаются от машин, закатывающих тесто из ржаной муки, так как тесто из пшеничной муки обладает большей упругостью и эластичностью.
Процесс формования пшеничного теста в тестозакаточных машинах (рис. 4.14, 6) складывается из следующих операций:
* раскатывание округленного куска теста в блин — при помощи одной, двух или большего числа пар валков, имеющих встречное вращение (в тестозакаточных машинах всех конструкций);
* завертывание раскатанного теста в рулон — при помощи гибкого фартука с грузом, подвешенного над лентой транспортера, по которому перемещается раскатанное тесто; при помощи панцирной сетки или подвесок из металлических прутков, установленных над лентой транспортера; при помощи двух бесконечных ленточных транспортеров с противоположным движением и рифленого валка, установленного над несущим барабаном;
* прокатка рулона (окончательная обработка тестовой заготовки и придание ей формы батона) — при помощи барабанов или ленточных транспортеров с установленными под (над) ними неподвижными кожухами, плитами или движущимися ленточными транспортерами.
Рабочий орган машины, обеспечивающий перемещение обрабатываемого куска, называется несущим, а рабочий орган, придающий куску теста определенную форму, — формующим.
Придание формы тестовым заготовкам из пшеничной муки непосредственно формующей плитой, минуя раскатку валками в блин и свертывание в рулон, не обеспечивает достаточной проработки теста. Мякиш такой готовой продукции имеет заметно худшую, менее однородную и неравномерную пористость.
При применении одной пары валков увеличивается пористость мякиша приблизительно на 2%.
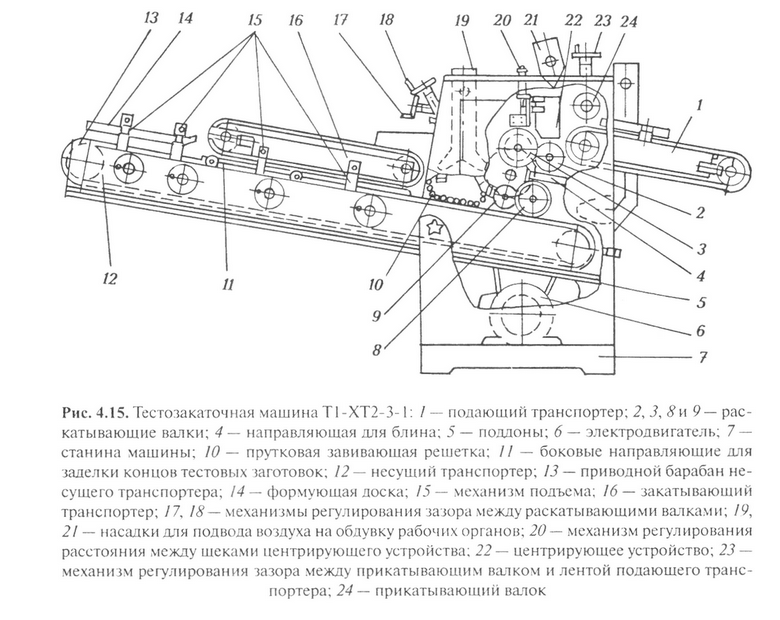
Тестозакаточная машина Т1-ХТ2-3-1 (рис. 4.15) применяется для формования заготовок из пшеничного сортового теста. Состоит из подающего транспортера 1, центрирующего устройства, двух пар раскатывающих валков, завивающей решетки 10. несущего транспортера 12, закатывающего транспортера 16, направляющих 11, формующей доски 14, насадок 19 и 21 для обдувки воздухом рабочих органов и станины 7 с приводом.
Зазор между валками верхней и нижней пар изменяют перемещением одного из валков в каждой паре при помощи механизмов регулирования 17 и 18, управляемых маховичками. Один из валков в каждой паре снабжен ребордами для профилирования тестового блина по ширине.
В зависимости от массы формуемых заготовок зазор между валками устанавливается в пределах 4. 16 мм, во второй паре раскатывающих валков он должен быть меньшим.
В комплект входят дополнительный прикатывающий валок 24, перемещаемый механизмом для изменения зазора между этим валком и лентой подающего транспортера; три комплекта быстросъемных раскатывающих валков (первый — короткие валки — для заготовок массой от 0,22 кг; второй — валки средней длины — для заготовок массой 0,45. 0,55 кг; третий — длинные валки — для заготовок массой 0,9. 1,1 кг).
Для направления тестовых заготовок между верхней и нижней парами раскатывающих валков установлена направляющая, которая легко снимается.
Технические характеристики тестозакаточных машин
| Показатель | Т1-ХТ2-3 | TI-XT2-3-1 |
| Масса обрабатываемых кусков геста, кг | 0,055. 0,22 | 0,22. 1,1 |
| Производительность, шт./мин | До 100 | |
| Скорость, м/с | ||
| подающего транспортера | 0,5 | 0,5 |
| несущего транспортера | 1,66 | 1.25 |
| закатывающего транспортера (барабана) | 0,83 | 0,625 |
| Ширина ленты несущего транспортера, мм | 300 | 400 |
| ^остановленная мощность электродвигателя, кВт | 0,8 | 1.1 |
| Габаритные размеры, мм | 2270x850x1225 | 2380x900x1225 |
| Масса, кг | 450 | 540 |
Центрирующее устройство 22 служит для точного направления тестовых заготовок и имеет две наклонные щеки, расстояние между которыми изменяется в зависимости от размера тестовых заготовок вращением ручки.
Машина ТШ-ХТ2-3-1 снабжена двумя сменными формующими досками различной формы сечения: узкая — для заготовок сигарообразной формы и массой до 0,2 кг и широкая — для заготовок массой 0,45. 1,1 кг.
Выполнены они из металлического листа дугообразного сечения, покрытого изнутри фетром.
Формующая доска и закатывающий транспортер установлены на раме несущего транспортера. Их регулировка по высоте осуществляется посредством маховиков.
На входе между лентами несущего и закатывающего транспортеров устанавливается следующий зазор: для заготовок массой 0,22 кг — 25. 30 мм; 0,45. 0,56 кг — 35. 40 мм; 0.9. 1,1 кг — 50. 58 мм. Расстояние на выходе должно быть на 6. 10 мм меньше расстояния на входе. Требуемое для данной массы тестовой заготовки расстояние между лентой несущего транспортера и формующей доской должно быть на выходе: для заготовок массой 0,22 кг — 20. 23 мм; 0,45. 0,55 кг — 30. 36 мм; 0,9. 1.1 кг — 45. 50 мм. Расстояние же на выходе должно быть на 4 — 8 мм меньше указанных расстояний на входе.
Направляющие предназначены для обработки торцов тестовых заготовок. Они закреплены на несущем транспортере. Расстояние между ними регулируется при помощи зажимных винтов и должно быть на входе: для заготовок массой 0,22 кг — 128 мм; 0,45. 0,55 кг — 160 мм; 0,9. 1,1 кг — 190 мм. Расстояние на выходе должно быть больше, чем на входе, чтобы достигалась оптимальная обработка торцов заготовок. Несущий и закатывающий транспортеры, раскатывающие валки и другие рабочие органы закреплены на станине машины консольно, что значительно улучшает обслуживание и ремонт машин, обусловливает быструю смену валков и транспортерных лент.
Расположение приводного барабана несущего транспортера спереди машины позволило по сравнению с тестозакаточной машиной ХТЗ-1 повысить долговечность транспортерной ленты. Все рабочие органы машины имеют антиадгезионное покрытие, устраняющее прилипание теста и позволяющее вести формование заготовок без применения муки. Кроме того, рабочие органы обдуваются воздухом. На конце завивающей решетки перед приводным барабаном закатывающего транспортера установлены специальные пластинки для отделения сдвоенных заготовок, попавших в машину.
Поступающие на подающий транспортер тестовые заготовки слегка расплющиваются прикатывающим валком и направляются центрирующим устройством в зазор между раскатывающими валками. Проходя последовательно между двумя парами валков, заготовки раскатываются в блин, который поступает на ленту несущего транспортера. Перемещаясь под завивающей решеткой, блин сворачивается в рулон, который, перемещаясь дальше между движущимися в противоположных направлениях с различными скоростями лентами несущего и закатывающего транспортера, уплотняется и удлиняется, а его торцы заглаживаются направляющими. Затем, проходя под формующей доской, заготовка получает окончательную форму и размеры.
Устранение прилипаемости теста в тестозакаточных машинах. Одним из основных условий нормальной безаварийной работоспособности тестоформующих машин является эффективность методов борьбы с прилипанием тестовых заготовок к рабочим органам машин (адгезией).
Недооценка этих вопросов приводит к тому, что удачная конструкция и исполнение тестоокруглителя или закатки не обеспечивают хорошей работы машины.
Во избежание прилипания к рабочим поверхностям тесторазделочных машин куски пшеничного и ржаного теста, а иногда и рабочие поверхности машины посыпают мукой тех же сортов, из которых приготовлено тесто. Для этого машины оборудованы мукопосыпателями.
На подсыпку расходуется до 1,5% муки от общего ее количества на производство изделий. Эта мука входит в потери производства, что существенно увеличивает непроизводительные затраты.
Для борьбы с адгезией более эффективными способами являются следующие:
* обработка рабочих поверхностей тесторазделочных машин синтетическими смолами, фторопластом, тефлоном и другими водоотталкивающими материалами;
* применение сетчатых транспортеров с масляными ваннами для перемещения кусков теста от одной машины к другой;
* обдувка подогретым воздухом рабочих поверхностей тесторазделочных машин и тестовых заготовок или опыление их крахмалом.
Для борьбы с адгезией в тестокруглительных машинах широко применяются смазка поверхности трения маслом, обдувка горячим или холодным воздухом, покрытие рабочих органов специальными материалами, обладающими влагоотталкивающими свойствами, кремнийорганическими жидкостями, парафинирование, применение специальных сплавов и материалов для изготовления рабочих органов машин и другие мероприятия.
В каждой тестоокруглительной машине, исходя из ее конструктивных и технологических особенностей, применяется тот или иной способ борьбы с адгезией. Однако наиболее приемлемым в тестоформующих машинах, в частности, в тестоокруглительных машинах, является обдувка рабочих поверхностей машины и тестовых заготовок подогретым воздухом.
Воздух для обдувки кусков теста забирается непосредственно из верхней зоны помещения и нагнетается вентилятором (типа ЭВР № 4) в воздуховод диаметром 350 мм.
сосуда по отводам диаметром Ю0. 200 мм поступает к делительной, округлительной я закаточной машинам. Все воздуховоды изготовляют из листовой кровельной стали. Заканчиваются они насадками (соплами). Насадки следует располагать таким образом. чтобы потоки воздуха подсушивали и рабочие органы машин, и поверхность обрабатываемой тестовой заготовки.
Для регулирования количества воздуха, подаваемого к отдельным машинам, на трубопроводах имеются шиберы. Температура воздуха, поступающего на обдувку, колеблется в пределах 28. 30°С, а относительная влажность его составляет 40. 43%. Для уменьшения прилипания теста к рабочим органам снижают поверхностную влажность теста. При кратковременных контактах с тестом рабочие органы машин (валки) покрывают фторопластом-4, а поверхность теста подсушивают обдувкой воздухом.
Транспортерные ленты покрывают кремнийорганической жидкостью ГКЖ-94, кремнийорганическим лаком марки К-58, пропитывают парафином; детали покрывают фторопластовым лаком, эмульсией с последующей обдувкой их воздухом.
Можно использовать специальные ленты с полиэтиленовым, фторопластовым и другими видами покрытий, а также резиновые ленты из пищевой маслостойкой резины.