Технологический процесс общей сборки двигателя
Общие сведения. Сборка, регулировка, обкатка и испытание двигателя — это заключительные и очень ответственные операции ремонта. От качества выполнения этих операций во многом зависят долговечность и надежность работы отремонтированного двигателя.
Трудоемкость сборки составляет около 2/3 общего объема ремонтных работ, а уровень ее механизации — всего около 5%. Особенно много в двигателе резьбовых соединений (70…75% всех видов соединений), и механизация только этих работ в значительной части повышает качество и снижает трудовые затраты при сборке двигателей.
Фактически сборка двигателя начинается на рабочих местах по ремонту отдельных узлов и деталей. Завершается этот процесс сборкой двигателя из узлов и деталей на специальных стендах или конвейерах (в зависимости от размера ремонтного предприятия и формы организации процесса).
Рекламные предложения на основе ваших интересов:
В небольших ремонтных мастерских двигатель собирают на передвижных универсальных стендах и по мере сборки стенд передвигают от одного рабочего места к другому. Работы по сборке и регулировке двигателя выполняет на бригада высококвалифицированных рабочих-слесарей, состоящая из двух-трех человек. При такой организации труда очень трудно механизировать сборочные работы, так как большая часть их сконцентрирована на одном рабочем месте, а качество сборки во многом зависит от квалификации рабочих.
На специализированных ремонтных предприятиях двигатели собирают на поточной линии. Для перемещения собираемых двигателей оборудуют эстакады с рольгангами или специальными каретками, передвигающимися на роликах (подшипниках) по двутавровым балкам эстакады. Устройство таких кареток позволяет поворачивать закрепленный двигатель на 360° и фиксировать его в удобном для работы положении. По мере сборки двигатель перемещается от поста к посту. Рабочие на постах выполняют всегда одну и ту же операцию. Такая организация сборки позволяет оснастить каждый пост механизированным инструментом, значительно сократить затраты труда и повысить качество сборки. Линию сборочного конвейера оборудуют подвесным и механизированным электрическим или пневматическим инструментом. Несмотря на различные формы организации сборки, последовательность операций технологического процесса и технические требования к сборке отдельных узлов и всего двигателя остаются неизменными. Кроме того, последовательность сборки двигателей различных марок так же примерно одинакова, поэтому для примера ниже рассматривался последовательность сборки дизеля типа СМД -14.
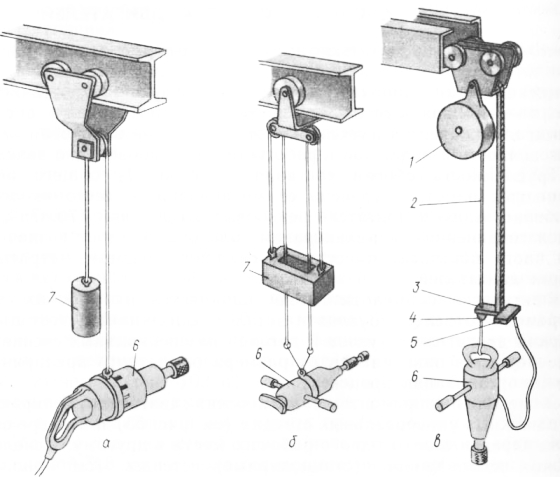
Рис. 1. Способы подвешивания механизированного инструмента:
а и б — на тросе с противовесом; в — на пружинной подвеске; 1 — блок с пружиной; 2 — трос; 3 рычаг; 4 — упор; 5 — коробка выключателя; в — инструмент; 7 — противовес.
Сборка двигателя СМД -14 из сборочных единиц и деталей ведется примерно в такой последовательности. Собирают блок, устанавливают гильзы и укладывают коленчатый вал в постели блока. Устанавливают корпус уплотнения, картер маховика, маховик, картер шестерен, толкатели, распределительный вал, промежуточную шестерню, шестерню привода топливного насоса и топливный насос. Монтируют шатунно-поршневую группу, масляный насос и нижнюю крышку картера. Ставят крышку картера шестерен, переднюю опору, счетчик моточасов, шкив коленчатого вала и храповик. Далее устанавливают гидронасос в сборе с приводом, головку цилиндров, штанги толкателей и клапанный механизм, корпус колпака и колпак головки, затем грузовой кронштейн, выпускной коллектор, водяную трубу и водяной насос, боковые крышки, форсунки и сливную трубу. После этого крепят фильтр грубой очистки топлива, редуктор пускового двигателя и пусковой двигатель в сборе, монтируют кронштейн генератора, масляный фильтр в сборе, кронштейн и фильтр тонкой очистки топлива, воздухоочиститель и электрофакельный подогреватель. В завершение подсоединяют топливопроводы высокого и низкого давления, обкатывают, испытывают и балансируют двигатель.
После обкатки и испытания проводят контрольный осмотр двигателя, подготавливают его к грунтовке и окраске; окрашивают, доукомплектовывают и сдают на склад готовой продукции.
Сборка двигателя
Главная > Курсовая работа >Транспорт
1. Устройство двигателя
1.1 Назначение двигателя, его виды
1.2 Устройство двигателя
1.3 Принцип работы двигателя
1.4 Материалы для двигателя. Эксплуатационные материалы
2. Техническое обслуживание двигателя
2.1 Значение и сущность технического обслуживания и ремонта автомобилей
2.2 Возможные неисправности двигателя
2.3 Перечень выполняемых работ в объеме технического обслуживания для двигателя
3. Сборка двигателя
3.1 Разборочные работы
3.2 Дефектация деталей двигателя
3.3 Методы восстановления работоспособности двигателя
3.4 Сборка двигателя
3.5 Послеремонтные испытания. Порядок сдачи готового изделия
3.6 Организация рабочего места слесаря по ремонту автомобилей
Список использованных источников
Двигатель — механизм, при помощи которого автомобили, тракторы, мотоциклы, вертолеты, самолеты, тепловозы, речные и морские суда получают возможность передвигаться. Двигатель является «сердцем» автомобиля.
Тема «Сборка двигателя» достаточно актуальна на современном этапе. Механизация и автоматизация процессов сборки автомобиля и его составляющих частей имеет большое значение в развитии ремонтного производства. Экономически выгодно применять различные машины и механизированное оборудование в процессе сборки автомобиля, т.к. снижаются усилия затраченные рабочим, время работы, чистота и культура производства, воздействие и износ используемых деталей. Это имеет огромное значение в условиях развития автомобильного производства. Актуальность этого вопроса растет изо дня в день, так как число автомобильного транспорта и специальной техники постоянно растет, растет и потребность в ремонте. Торгово-экономическая экономика ставит задачи по усовершенствовании ремонтных работ, то есть уменьшение временных рамок отведенных на одну ремонтируемую единицу, улучшение качества ремонта, снижение стоимости ремонта за счет внедрения передовых технологических разработок, и др.
В данной работе описаны основные средства механизации и автоматизации при капитальном ремонте автомобилей, но в действительности разновидностей специального инструмента на порядок больше. В ремонте используется очень широкий спектр оборудования, помогающего на много увеличить эффективность ремонтного производства.
Целью письменной экзаменационной работы является систематизация научных и практических знаний в области сборки двигателя, а конкретно развитие инициативы и самостоятельности решений по тем или иным проблемам, возникающим в процессе эксплуатации и ремонта двигателя, изменению конструкции ненадежных узлов и элементов, применению альтернативных видов новых материалов, разработке новых методик испытаний и регулировок с целью получения улучшенных характеристик по надежности, долговечности и экономичности.
Основными задачами написания работы являются:
— разработка путей развития по совершенствованию механизации и автоматизации сборочных работ при капитальном ремонте двигателя;
— основы обеспечения работоспособности двигателя;
— изучить виды и устройство двигателя;
— ознакомиться с перечнем выполняемых работ в объеме технического обслуживания для двигателя;
— основные нормативы безопасности;
— организация диагностических и регулировочных работ;
— рассмотреть методы и способы восстановления работоспособности двигателя.
Материалы обзора основаны на информации собранной из справочной, учебной и другой специальной и технической литературы.
При написании письменной экзаменационной работы были использованы источники таких авторов как В.Л. Роговцев, А.Г. Пузанков, В. Д. Олфильев, Фрункин. А.К., Чуначенко Ю.Т., научные труды Ю.М. Рудникова, Ю.Л. Засорина, В.М. Даговича, В.С. Калисекима, А.И. Манзона, Г.Е. Начума.
Данная работа состоит из введения, 4 глав, заключения, списка использованных источников и приложений. Во введении показана цель написания письменной экзаменационной работы. Глава 1 посвящена назначению и устройству двигателя, во 2 главе описывается техническое обслуживание двигателя, в 3 главе рассматривается их сборка, в 4 главе изложены общие основы обеспечения охраны труда. В заключении сформулированы основные выводы.
Назначение двигателя, его виды
Двигатель — механизм, при помощи которого автомобили, получают возможность передвигаться. Двигатели, у которых топливо, распыленное и смешанное с воздухом, сгорает внутри цилиндров и в результате выделяющиеся газы — продукты сгорания — производят работу, называются двигателями внутреннего сгорания, сокращенно — ДВС. ДВС — это двигатель, который производит работу. В цилиндрах двигателей перемещаются поршни, связанные посредством шатунов с коленчатым валом. Поэтому такие двигатели внутреннего сгорания называют еще поршневыми [4, C . 63].
Двигатель является источником механической энергии, приводящей автомобиль в движение.
В настоящее время большое распространение получили поршневые двигатели внутреннего сгорания (ДВС).
ДВС подразделяются на бензиновые и дизельные. Они различаются по способу зажигания топливно-воздушной смеси. В бензиновых двигателях зажигание происходит принудительным путем через искровые свечи; в дизельных — топливная смесь поджигается от повышения ее температуры при сжатии. Дизельные двигатели в отличие от бензиновых отличаются лучшей экономичностью (на 15-20 %) благодаря большей степени сжатия. Однако в случае поломки их ремонт обходит гораздо дороже бензиновых.
Разнообразие современных поршневых двигателей появилось в связи с компоновкой их цилиндров. Различают рядные, V-образные, оппозитные, VR-образные, W-образные двигатели. Наибольшее распространение получили рядные двигатели, в которых цилиндры располагаются в одной плоскости, по причине их наименьшей себестоимости в сравнении с производством других двигателей.
Двигатель, у которого рабочий цикл совершается за четыре такта (два оборота коленчатого вала), называется четырехтактным. Существуют и двухтактные двигатели, у которых рабочий цикл совершается за два хода поршня и один оборот коленчатого вала. Их почти не применяют на автомобилях, а ставят на мотоциклы.
На автомобилях ставят двух, четырех-, шести-, восьми и двенадцати цилиндровые двигатели. Все зависит от назначения, веса и размеров автомобиля.
Устройство двигателя автомобиля в поперечном разрезе показано на рисунке 1.1.
Рисунок 1.1 — Схема
На схеме показаны основные части двигателя автомобиля:
Рисунок 1.2 – Детали кривошипно-шатунного и газораспределительного механизмов
Рассмотрим основные части кривошипно-шатунного механизма двигателя и схему их взаимодействия. Кривошипно-шатунный механизм двигателя включает блок цилиндров, головку блока, поршни, поршневые пальцы и кольца, шатуны, коленчатый вал, коренные и шатунные подшипники, маховик и масляный картер (рисунок 1.2). Цилиндр является основной частью двигателя, в которой происходит весь рабочий процесс. Внутренняя часть цилиндра отполирована до зеркального блеска, поэтому ее и называют зеркалом цилиндра. У многоцилиндровых двигателей цилиндры изготовлены в одной общей отливке, образующей блок цилиндров.
Сверху блок плотно закрывает головка. В головке цилиндров имеются впускные и выпускные каналы, перекрываемые клапанами, и отверстия для ввертывания свечей зажигания. Через впускные каналы в цилиндры поступает горючая смесь, а через выпускные каналы выходят отработавшие газы. Между блоком и головкой ставят металлоасбестовую уплотняющую прокладку, обеспечивающую герметичность соединения. Блок и головка имеют двойные стенки, образующие полость, которую заполняют охлаждающей жидкостью. Эту полость называют рубашкой охлаждения.
Нижнюю часть поршня называют юбкой, верхнюю головкой, а плоскость, которая воспринимает давление газов, — днищем. С внутренней стороны юбка имеет приливы — бобышки с отверстиями для поршневого пальца. Для того чтобы юбка поршня могла постоянно прилегать к зеркалу цилиндра и не заклиниваться при тепловом расширении, на ней имеется разрез, допускающий ее сжатие.
Блок цилиндров двигателя легкового автомобиля составляет одно целое с верхней частью картера. Высокая жесткость блока обеспечивается тем, что плоскость разъема картера расположена ниже оси коленчатого вала на 50 мм.
Расстояние между осями цилиндров составляет 95 мм; по всей высоте цилиндров сделаны протоки для охлаждающей жидкости, благодаря чему обеспечивается интенсивный отвод тепла, улучшается охлаждение поршней и поршневых колец, несколько снижается температура моторного масла и уменьшается вероятность деформаций блока от неравномерного нагрева.
В верхней части цилиндров у некоторых блоков запрессованы короткие сухие гильзы длиной 40 мм со стенками толщиной 15,75 мм. При эксплуатации гильзы не выпрессовываются; растачивание и хонингование цилиндров при ремонтах производится совместно, т.е. так же, как и цилиндров, не имеющих гильз.
Водяная рубашка блока цилиндров сообщается с рубашкой головки блока через специальные отверстия в их взаимно прилегающих плоскостях, уплотняемых прокладкой головки блока.
В передней части блока имеется полость для цепной передачи, приводящей в движение распределительный вал и дополнительный вал привода масляного насоса, прерывателя-распределителя и бензонасоса. В передней части полости находится окно, закрываемое крышкой привода распределительного вала, для крепления которой передний торец блока снабжен фланцем с девятью резьбовыми отверстиями. Справа на блоке цилиндров расположены приливы с отверстиями для крепления водяного насоса, кронштейна генератора и кронштейна крепления подвески двигателя. С левой же стороны блока имеется развитый прилив, в котором размещен дополнительный вал привода масляного насоса, прерывателя-распределителя, бензинового насоса и маслоотделитель системы вентиляции картера. Чуть ниже расположены: прилив с отверстием для маслоизмерительного стержня (щупа), фланец крепления кронштейна подвески двигателя и резьбовое отверстие для краника слива охлаждающей жидкости из водяной рубашки блока цилиндров.
Технологический процесс сборки двигателей после капитального ремонта




![]()
Сборка двигателей на авторемонтных заводах производится аналогично сборке двигателей на Камском объединении по производству большегрузных автомобилей.
Детали на сборку поступают следующим образом: базовые детали (блоки цилиндров, головки блоков цилиндров, коленчатые валы, распределительные валы) — с постов их восстановления и испытания; остальные детали — с комплектовочного отделения. Поступающие на сборку детали должны быть очищены от грязи, лаковых отложений, нагара и накипи, обезжирены, промыты и высушены. Масляные каналы и отверстия в деталях после очистки промываются под давлением и продуваются сжатым воздухом. Они должны соответствовать чертежам и требованиям ТУ завода-изготовителя. Не допускаются к сборке крепежные детали (болты, шпильки, гайки) с изношенными или помятыми гранями. Повреждения резьбы более 2 ниток исправляются резьбонарезным инструментом.
Сборка двигателей производится на конвейере поточным методом в следующей последовательности: после установки блока цилиндров на стенд конвейера на его станки устанавливаются заглушки и уплотнения; в постели коренных подшипников укладывается коленчатый вал; подшипники закрываются крышками; во втулки распределительного вала вставляется распределительный вал; в гнезда помещаются гильзы цилиндров, а в гильзы — поршни в сборе с кольцами, пальцами и шатунами; нижние головки шатунов надеваются на шатунные шейки коленчатого вала и закрываются крышками; монтируются штанги и направляющие с толкателями; на верхнюю часть блока помещаются головки, а его нижняя часть после установки масляного насоса закрывается поддоном. Детали в сопряжениях двигателя собираются в соответствии со сборочными чертежами. Допуски и посадки деталей в сопряжениях должны соответствовать данным, приведенным в табл. 4. После всех сопряжений на двигатель устанавливается навесное оборудование.
Установка блока цилиндров на стенд конвейера производится с помощью мостового крана. На стенде на блок цилиндров вставляются заглушки, пробки, нижние уплотнительные кольца гильз цилиндров и верхние уплотнительные кольца гильз цилиндров без скручивания и излишнего растягивания.
4. Допуски и посадки (зазоры и натяги) в сопряжениях деталей двигателей КамАЗ-740, мм