6Р13Ф3 станок фрезерный консольный вертикальный с ЧПУ
схемы, описание, характеристики

Сведения о производителе консольно-фрезерного станка 6Р13Ф3, 6Р13Ф3-37
Производитель фрезерных вертикальных консольных станков 6Р13Ф3, 6Р13Ф3-37 Горьковский завод фрезерных станков, основанный в 1931 году.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки 6Н13, ВМ127, ВМ127М, универсально-фрезерные ВМ130, ВМ133, горизонтально-фрезерные станки с ЧПУ ВМ500ПМФ4, ВМ501ПМФ4, а также токарный настольный станок Универсал-В.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Сегодня консольно-фрезерный станок 6Р13Ф3 — выпускает:
Станки, выпускаемые Воткинским машиностроительным заводом
6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ. Назначение и область применения
Консольно-фрезерный вертикальный станок 6Р13Ф3 с ЧПУ запущен в производство в 1972 году. На базе этой модели были сконструированы станки:
- 6р13ф3-37 — консольно-фрезерный станок устройством ЧПУ Н33-2М;
- 6р13рф3 — консольно-фрезерный станок с револьверной головкой;
- ГФ2171 — консольно-фрезерный станок с инструментальным магазином
Вертикальный фрезерный станок 6Р13Ф3 предназначается для обработки разнообразных деталей сложного профиля из стали, чугуна, труднообрабатываемых цветных металлов, главным образом торцовыми и концевыми фрезами, сверлами в среднесерийном и мелкосерийном производстве.
Фрезерный станок модели 6Р13Ф3-37 оснащен, позволяющим вести обработку изделий в режиме программного управления одновременно по трем координатам: продольной и поперечной (перемещение стола и салазок с обрабатываемой деталью) и вертикальной (перемещение ползуна с инструментом).
Принцип работы и особенности конструкции станка
Программируемое вертикальное перемещение (координата Z) осуществляется движением ползуна. Консоль фрезерного станка с ЧПУ 6Р13Ф3 имеет только установочное перемещение, исключающее позиционирование и работу в следящем режиме консоли, имеющей значительную массу. Повышается точность обработки, так как в процессе резания консоль всегда зажата.
Станок 6Р13Ф3 оснащен следяще-регулируемыми приводами подач с высокомоментными электродвигателями постоянного тока.
Применение следящих регулируемых приводов с двигателями постоянного тока обеспечивает скорость быстрого перемещения стола до 4,8 м/мин и исключает брак детали при контурной обработке в случае отказа привода подач по одной из координат.
Введена централизованная смазка направляющих.
В станке применяется электромеханическое устройство зажима инструмента, обеспечивающее стабильное усилие зажима 2000 кг.
Для выносного оборудования имеется готовая электропроводка со штепсельными разъемами.
Шероховатость обработанной поверхности Rz = 20 мкм.
Класс точности станка — Н по ГОСТ 8—82.
Разработчик — Горьковское станкостроительное производственное объединение.
Категория качества — высшая.
Станки консольно-фрезерные серии Р
Станки консольно-фрезерные. Общие сведения
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольно-фрезерных станков
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Р – серия (поколение) станка (Б, К, Н, М, Р, Т)
1 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (1 — вертикально-фрезерный)
2 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (3 — размер рабочего стола — 400 х 1600)
Буквы в конце обозначения модели
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П – точность станка — (н, п, в, а, с) по ГОСТ 8-ХХ
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
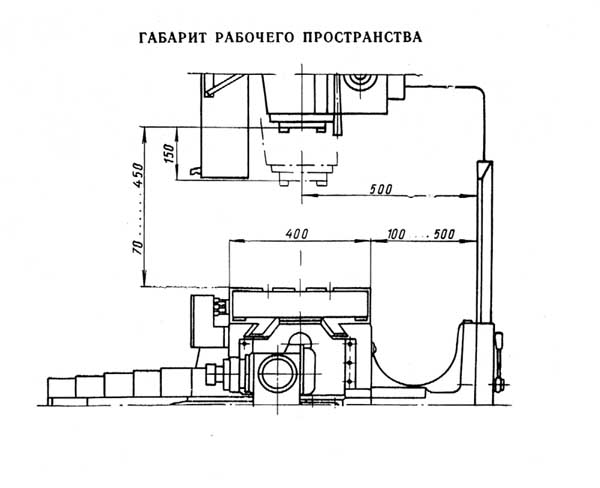
Габарит рабочего пространства фрезерного станка с ЧПУ 6Р13Ф3
Габарит рабочего пространства фрезерного станка с ЧПУ 6р13ф3-37
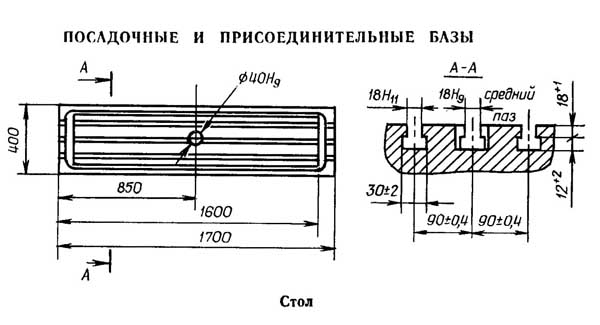
Присоединительные размеры фрезерного станка с ЧПУ 6Р13Ф3
Присоединительные размеры фрезерного станка с ЧПУ 6р13ф3-37
Общий вид фрезерного станка 6Р13Ф3

Фото фрезерного станка 6р13ф3-37
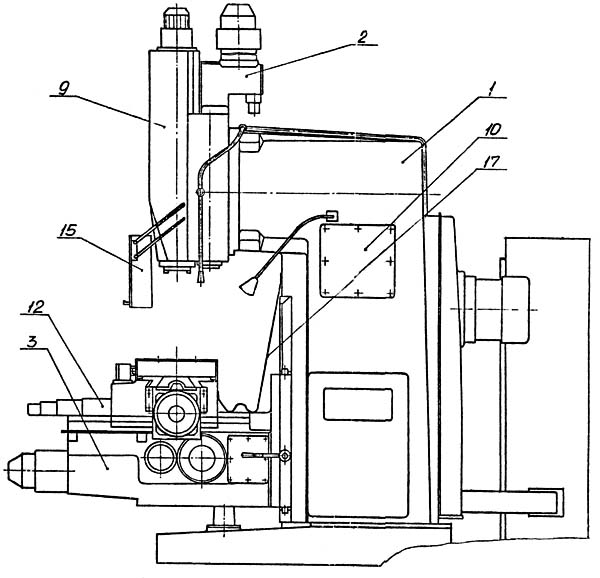
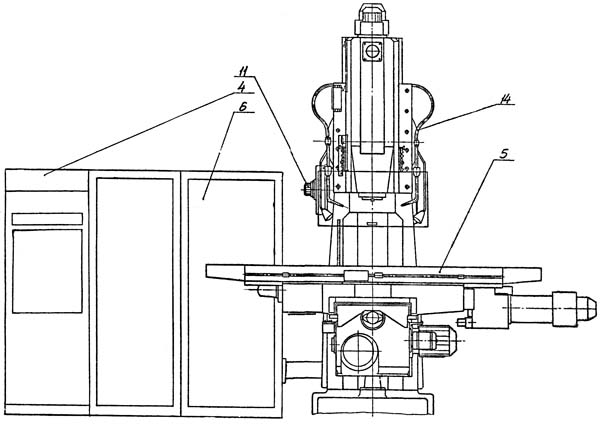
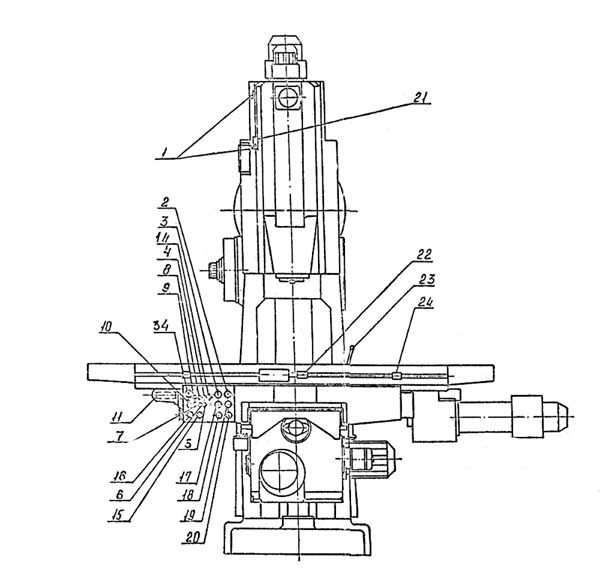
6Р13Ф3 Расположение составных частей консольно-фрезерного станка с ЧПУ
Расположение составных частей фрезерного станка 6р13ф3-37 с ЧПУ
Расположение составных частей фрезерного станка 6р13ф3-37 с ЧПУ
Перечень основных узлов консольно-фрезерного станка 6Р13Ф3
- 1. Станина — 6Р13Ф3-37.10
- 2. Редуктор — 6Р13Ф3-37.25
- 3. Консоль — 6Р13Ф3-37.61
- 4. Короб электромонтажный — 6Р13Ф3-37.068
- 5. Стол и салазки — 6Р13Ф3-37.70
- 6. Электрооборудование — 6Р13Ф3-37.80
- 9. Головка шпиндельная — 6Р13Ф3-01.38
- 10. Коробка скоростей — 6Р13Ф3-01.32
- 11. Коробка переключения скоростей — 6Р13Ф3.50
- 12. Защита направляющих — 6Р13Ф3.74
- 14. Охлаждение — 6Р13Ф3.90
- 15. Ограждение — 6Р13Ф3.91
- 17. Защитное устройство — 6М13П.91
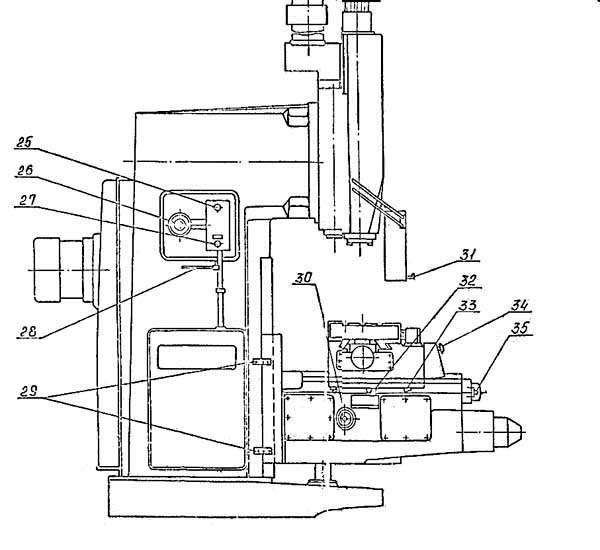
Расположение органов управления станком с ЧПУ модели 6Р13Ф3
Расположение органов управления фрезерным станком 6р13ф3-37
Расположение органов управления фрезерным станком 6р13ф3-37
Перечень органов управленияя станком 6Р13Ф3 и их назначение
- Кулачки ограничения хода ползуна
- Кнопка «Отжим инструмента»
- Кнопка «Зажим инструмента»
- Тумблер включения насоса охлаждения
- Тумблер включения координаты Z
- Тумблер включения координаты У
- Тумблер включения координаты X
- Тумблер технологического останова
- Тумблер ручного и автоматического режима работ
- Переключатель выбора величины подачи
- Ручное продольное перемещение стола
- Тумблер включения подач
- —
- Тумблер установки координат в нулевое положение
- Кнопка «Пуск программы»
- Кнопка шагового перемещения узлов
- Кнопка «Пуск шпинделя»
- Кнопка «Консоль вверх»
- Кнопка «Стоп шпиндель»
- Кнопка «Консоль вниз»
- Кулачки установки в нуль координаты Z
- Кулачки установки в нуль координаты X
- Рукоятка зажима консоли на станине
- Кулачки ограничения продольного хода
- Кнопка «Все стоп»
- Указатель скоростей
- Кнопка «Толчок шпинделя»
- Рукоятка переключения скоростей
- Кулачки ограничения хода консоли
- Ручное вертикальное перемещение консоли
- Рукоятка подъема и опускания ограждения
- Кулачки установки в нуль координаты Y
- Кулачки ограничения поперечного хода стола
- Кнопка «Все стоп»
- Ручное поперечное перемещение стола
Кинематическая схема фрезерного станка с ЧПУ 6Р13Ф3
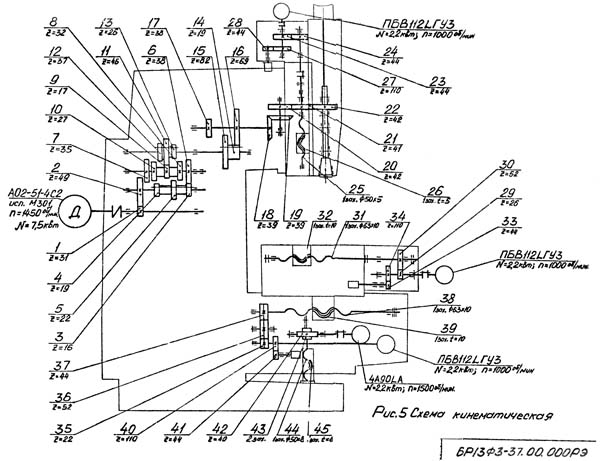
Кинематическая схема фрезерного станка с ЧПУ 6р13ф3-37
Описание конструкции основных узлов фрезерного станка с ЧПУ 6Р13Ф3
Станина станка
Станина является основным базовым узлом, на котором монтируются узлы и механизмы станка.
Жесткая конструкция станины достигается за счет развитого основания и большого числа ребер. Ее корпус спереди имеет вертикальные направляющие, по которым перемещается консоль. Для отсчета величины установочного перемещения консоли на станине закреплена линейка.
Для ограничения хода консоли в левой нише станины размещены конечные выключатели. В верхней части корпуса станины с правой стороны имеется окно, через которое открывается доступ к маслонасосу и коробке скоростей. Для выбора требуемой скорости на станине с левой стороны установлена коробка переключения скоростей. На привалочной плоскости горловины станины закреплена шпиндельная головка. Внутри корпуса станины имеется резервуар для масла. Станина устанавливается на основание и крепится к нему болтами.
Коробка скоростей станка
Коробка скоростей служит для сообщения шпинделю различных скоростей вращения при резании.
Смазка подшипников и шестерен коробки скоростей осуществляется от плунжерного насоса, расположенного внутри коробки скоростей.
Коробка переключения скоростей
Обеспечивает получение 18 скоростей шпинделя и позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Переключение скоростей осуществляется следующим образом: рукоятку 28 (лист 14 рис.4) опускают вниз до вывода шипа рукоятки из фиксирующего паза и отводят от себя до упора. Поворачивая лимб, поз.26 устанавливают требуемое число оборотов против стрелки-указателя. При этом щелчок фиксатора означает — лимб зафиксирован в данном положении. Нажать кнопку «Толчок», поз. 27, рукоятку плавным движением вернуть в первоначальное (исходное) положение.
Смазка коробки переключения скоростей осуществляется от плунжерного насоса коробки скоростей.
Шпиндельная головка станка
Шпиндельная головка состоит из трех основных элементов: салазки, редуктор, ползун со шпинделем.
Салазки центрируются в кольцевой выточке горловины станины и крепится к ней четырьмя болтами. По прямоугольным направляющим салазки перемещается ползун со шпинделем — координата Z.
Редуктор служит для передачи шпинделю основного (вращательного) движения от коробки скоростей через пару конических и три цилиндрических колеса.
Перемещение ползуна со шпинделем по программе осуществляется от высокомоментного двигателя через редуктор из пары цилиндрических колес (рис.8) и передачу «винт-гайка качения».
Для осуществления ручного перемещения ползуна предусмотрен вывод — шестигранник I (рис.7).
Стол и салазки (рис.9,10 и II)
Стол и салазки обеспечивают перемещение стола по координатам X и У (продольное и поперечное).
При перемещении по координате X стол получает движение от высокомоментного двигателя типа ПБВ112LГУЗ через одноступенчатый редуктор с передаточным отношением i = 1:2 и передачу «винт-гайка качения».
Ходовой шариковый винт для продольного перемещения стола вращается в шарикоподшипниках, установленных с левой стороны в кронштейне, а с правой — в корпусе редуктора.
Гайки винта жестко зафиксированы в кронштейне, прикрепленном к столу.
В редукторе продольного перемещения стола имеется трансформатор типа БТМ-1В, который является датчиком обратной связи.
Перемещение стола го координате Y осуществляется от привода, смонтированного в консоли. Ходовой шариковый винт поперечного перемещения стола установлен в корпусе консоли.
Для ручного перемещения стола имеется шестигранный вывод 2 (рис.9).
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование зазора см.раздел «Регулирование».
Консоль фрезерного станка с ЧПУ 6Р13Ф3
Консоль является базовым узлом, объединяющим приводы вертикального и поперечного перемещений стола.
По вертикальным направляющим станины (профиля «ласточкин хвост консоль обеспечивает вертикальное установочное движение. По горизонтальным направляющим консоли прямоугольного профиля перемешается в поперечном направлении (координата Y) узел «Стол и салазки».
В глубине консоли смонтирован двухступенчатый редуктор поперечного перемещения стола с передаточным отношением i = 1:2.
Перемещение стола осуществляется от высокомоментного электродвигателя типа ПБВ112LГУЗ через редуктор и передачу «винт-гайка качения».
Цилиндрические косозубые колеса выполнены сборными для возможности устранения бокового зазора в зубчатом зацеплении.
В редукторе смонтирован вращающийся трансформатор типа ВТМ-1B, поз. 1 (рис.13).
На правой стороне корпуса консоли установлен асинхронный электродвигатель типа 4А90LА вертикального установочного перемещения. Перемещение осуществляется через червячную пару и винтовую передачу.
Для смазки направляющих подвижных узлов станка, зубчатых передач и подшипников в консоли имеется резервуар для масла и насос смазки типа ВТ II-IIA, который работает от двигателя типа АОЛ-21-4.
Горизонтальные направляющие консоли закрыты спереди телескопической защитой, а сзади — «фартуков, прикрепленным к станине и заднему торцу салазок.
Работа станка с электромеханическим зажимом инструмента
Управление электромеханическим устройством зажима инструмента осуществляется в следующей последовательности:
- нажать кнопку 3 (см.рис.3) «зажим инструмента»;
- включить шпиндель кнопкой 17 «Пуск шпинделя»
При отжиме инструмента необходимо:
- выключить шпиндель кнопкой 19 и проследить, чтобы шпиндель остановился;
- нажать кнопку 2 «Отжим инструмента» и держать до тех пор, пока фрезерная оправка не выйдет из шпинделя на длину не более 15. 20 мм.
В противном случае шлицевый валик может полностью вывернуться из тяги. Тогда при зажиме инструмента тягу нужно поджать вверх, чтобы резьбовой конец валика ввернулся в резьбовое отверстие тяги.
Установка фрез в оправках производится в зависимости от их размера и вида согласно рис.15,16.
Инструмент в оправке крепится вне станка с помощью сменных шомполов. Оправка имеет наружный конус 7:24 ж внутренний «Морзе №4» Для крепления инструмента с конусами Морзе № 2,3,5 применяются сменные переходные втулки 2 и 3. Наличие сменных шомполов с 4 заходной резьбой M10, M12, М16, и М20 позволяет вести обработку концевыми фрезами (с коническим хвостовиком) соответственно Ø 16, Ø 20, Ø 40, Ø 50.
Захват I должен быть установлен таким образом, чтобы Т-образный паз его был перпендикулярен ведущим пазам оправки.
Оправки с инструментом ввести в конусное отверстие шпинделя и путем поворота на угол 90° соединить с Т-образным концом тяги, включить кнопку «Зажим инструмента». Окончание зажима определяется по проталкиванию кулачковых муфт.
Зажим инструмента должен производиться при числе оборотов шпинделя не выше 40 об/мин.
Электрооборудование станка 6Р13Ф3. Общие сведения
Электрооборудование размещено на станке в станции управления и включает в себя так же систему числового программного управления «НЗЗ-2М».
Станция управления служит для размещения в ней коммутационных аппаратов, аппаратов защиты электрических цепей.
Питание электрооборудования осуществляется через станцию управления от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Допустимое колебание питающего напряжения — 15% ± 10% от 380 В. В случае больших колебаний напряжения сети необходимо осуществлять питание устройства ЧПУ и электроавтоматики станка от отдельного стабилизатора. Возможен вариант питания группы станков с ЧПУ от отдельного стабилизатора или отдельного машинного преобразователя.
На станке применяются следующие напряжения:
- силовая цепь — трехфазная, переменного тока 380 В, частотой 50 Гц;
- цепь управления — переменное 110 В, 50 Гц;
- цепь местного освещения — переменное 24 В, 50 Гц;
- цепь управления — 24 В постоянного тока;
- цепь электродинамического торможения — 55 В постоянного тока;
- питание электродвигателей подач — 48 В постоянного тока.
Включение питания станции управления осуществляется Вводным автоматом (И), управление которым производится с помощью рукоятки, выведенной на дверцу станции управления.
На станке установлены следующие электроприводы:
- электропривод главного движения; осуществляется от асинхронного двигателя типа 4А132S4У3, 7,5 кВт, 1450 об/мин, 380 В, обозначение по схеме М1 (A02-5I-4, 7,5 кВт, 1450 об/мин, 220/380 В);
- электропривод наладочного перемещения консоли; осуществляется от асинхронного двигателя типа 4A90LA, 2,2 кВт, 1500 об/мин, 380 В, обозначение по схеме М2;
- электропривод зажима инструмента; осуществляется от асинхронного двигателя типа 4ААS56В4У3, 0,18 кВт, 1500 об/мин, 380 В, обозначение по схеме М4;
- электропривод насоса охлаждения; выполняется от асинхронного двигателя ХА14-22М (0,12 кВт; 2800 об/мин; 380 В; обозначение по схеме М3;
- электродвигатель смазки тип АОЛ-21-4, 0,27 кВт, 1500 об/мин; 380 В; обозначение по схеме М5
- электропривод продольной подачи (координата X) осуществляется от электродвигателя постоянного тока типа ПБВ-112L 2,2 кВт 1000 об/мин, 110 В, обозначение по схеме М7.
Управление электродвигателем привода подачи осуществляется от УЧПУ через тиристорный преобразователь типа 3Т6С-8-ПБВ-112LУ4.
Обратную связь по скорости осуществляет встроенный в электродвигатель тахогенератор с возбуждением от постоянных магнитов. Обозначение по схеме М6.
Обратную связь по положение осуществляет вращающийся трансформатор типа БТМ-1В
- электропривод поперечной подачи (координата Y, салазки) осуществляется аналогично координате X. Обозначение аппаратов по схеме: электродвигатель — М9, тахогенератор — М8, вращающийся трансформатор — П2;
- электропривод вертикальной подачи (координата Z, ползун) осуществляется аналогично координате X. Обозначение аппаратов по схеме: электродвигатель – М11. тахогенератор – М10, вращающийся трансформатор — ПЗ.
6Р13Ф3 станок фрезерный вертикальный с ЧПУ. Видеоролик.
Технические характеристики фрезерного станка с ЧПУ 6Р13Ф3-37
| Наименование параметра | 6Р13Ф3-37 | 6Р13РФ3 |
|---|---|---|
| Класс точности по ГОСТ 8-82 | Н | Н |
| Основные параметры станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 400 х 1600 | 400 х 1600 |
| Максимальная нагрузка на стол (по центру), кг | 300 | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1000 | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 | 380 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 | 500 |
| Наименьшее расстояние от задней кромки стола до направляющих станины, мм | 100 | 100 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 70..450 | |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 | — |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3..4800 | 20..1200 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 | 2400 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола мм | 70. 490 | 70. 450 |
| Подача за один импульс, мм | 0,01 | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 | |
| Точность позиционирования по оси Y, Z, мм | 0,040 | |
| Наибольший диаметр сверления, мм | 30 | |
| Наибольший диаметр концевой фрезы, мм | 40 | |
| Наибольший диаметр торцевой фрезы, мм | 125 | |
| Шпиндель | ||
| Количество шпинделей | 1 | 6 |
| Частота вращения шпинделя, об/мин | 40. 2000 | 40. 2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 | |
| Конец шпинделя | ГОСТ 836-72, 7:24 | |
| Система ЧПУ | ||
| Тип ЧПУ | Н33-2М | Н33-1М |
| Способ задания размеров | В приращениях | В приращениях |
| Виды интерполяции | Линейная Круговая | Линейная Круговая |
| Число одновременно управляемых координат при линейной / при круговой интерполяции | 3/2 | 3/2 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 8 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) | 7,5 |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 | Шаговый |
| Электропривод наладочного перемещения консоли, кВт | 2,2 | |
| Электропривод зажима инструмента, кВт | 0,18 | — |
| Электропривод насоса охлаждения, кВт | 0,12 | |
| Электродвигатель насоса дсмазки, кВт | 0,27 | |
| Суммарная мощность электродвигателей, кВт | 16,87 | |
| Габарит станка | ||
| Габариты станка, мм | 3450 х 3970 х 2965 | 3200 х 2500 х 2450 |
| Масса станка, кг | 4450 | 6900 |
Список литературы:
Связанные ссылки. Дополнительная информация