Проточка тормозных дисков своими руками

Многие владельцы автомобилей рано или поздно задумываются над проточкой тормозных дисков, но большинство из них не понимают, как она делается и оправдана ли вообще. Давайте разберемся во всем этом.
Постоянные поездки на автомобиле заставляют водителя внимательнее следить за состоянием «железного коня» и оперативно реагировать на все неисправности.
В частности, особой заботы требуют тормозные колодки и диски, которые являются самым «слабым звеном» тормозной системы.
И если в случае с тормозными колодками лучший вариант – замена, то «жизнь» тормозных дисков при выполнении ряда мероприятий можно продлить.
Все, что необходимо-своевременная проточка тормозных дисков.
Признаки неисправности
В среднем тормозные диски «ходят» около 90-100 тысяч километров, но могут изнашиваться и раньше. Крайний срок для замены тормозных колодок – около 30 тысяч километров. Но указанные в инструкции по эксплуатации цифры часто идеализированы.
Как правило, замену (ремонт) требуется как можно чаще.
Чтобы своевременно определить неисправность, необходимо знать ее основные симптомы:
- тормозные диски активно греются даже после небольшого пробега. Это легко проверить – достаточно прикоснуться к диску после поездки;
- существенно снизилась эффективность торможения;
- появились лишние звуки при нажатии на тормоз;
- во время торможения заметна сильная вибрация руля. Параллельно с этим могут появиться и биения непосредственно в педали;
- при визуальном осмотре виден явный износ тормозного диска, появляется коррозия и глубокие механические повреждения.

При выявлении хотя бы одного из симптомов своевременная проточка является обязательной. Но здесь важно не переусердствовать.
Как только вы достигли минимального параметра толщины (он обязательно регламентируется производителем), дальнейшая шлифовка становится опасной. В этом случае выход один – замена.

Что дает шлифовка?
Качественная проточка позволяет:
- убрать биение тормозных дисков, которое создает дискомфорт во время вождения;
- повысить срок службы всего тормозного механизма (тормозных колодок, дисков);
- вернуть прежнюю эффективность торможения автомобиля;
- сэкономить деньги на покупку новых дисков без ущерба для безопасности.
Многие считают, что проще поменять диски и не забивать себе голову шлифовкой. Но не все так просто.
- Во-первых, необходимо покупать пару тормозных дисков для одной оси.
- Во-вторых, одновременно с этим придется поменять и колодки.
В сумме затраты получаются весьма существенными, поэтому много проще потратить несколько сотен на проточку или же вообще сделать все самостоятельно.

В чем суть проточки?
В процессе эксплуатации на поверхности тормозного диска могут появиться едва заметные борозды. Чаще всего они образуются по краям соприкосновения диска и тормозной колодки.

Проточка тормозных дисков дает возможность убрать имеющиеся эффекты и отшлифовать поверхность.
И здесь, как мы уже упоминали выше, необходимо четко знать минимально допустимую толщину диска (это не даст снять лишнее).
А как проблема решалась еще лет 10-20 назад? Автолюбитель снимал неисправные диски и становился у токарного станка (или обращался к профессиональному мастеру).
На полный комплекс работ в среднем уходило около 5-6 часов. При этом необходимо было непросто снять лишний слой, но и правильно сбалансировать диск по отношению к ступице. Одна ошибка могла привести к потере управляемости.
Сегодня все делается более профессионально.
Есть два варианта выполнения работы.
Проточка без снятия.
Здесь в большинстве случаев применяется специальный станок. Его особенность – программирование всех необходимых параметров.
При этом проточка тормозных дисков проводится в автоматическом режиме. Отсутствие необходимости в демонтаже диска с машины ускоряет время ремонта.

Специальные станки выполнены в тяжелом корпусе, что сводит на «нет» любые вибрации при выполнении работы и гарантирует высокую точность зачистки.
Популярностью пользуются и модульные устройства, расположенные на передвижных тележках. Их особенность – наличие нескольких скоростных режимов и возможность точно подобрать необходимые резцы.
Перед обработкой машина поднимается на 1-1,5 метра. После этого снимается колесо и суппорт.
Как только все готово, устанавливается специальный модуль.
Во время проточки ступицу вращает специальный приводной модуль, а сами резцы перемещаются по наружной части диска. Десять минут и работа сделана.

Последние модели станков имеют специальные моторы, которые способны совершать подачу в двух направлениях. Также есть функция, которая позволяет замедлять или, наоборот, ускорять процесс вращения диска.
Весьма популярна установка PRO-CUT.

Ее возможности позволяют быстро вернуть прежнюю геометрию вращения и держать выполнение работы под постоянным контролем.

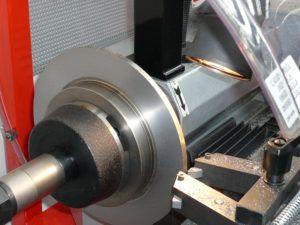
Проточка тормозных дисков со снятием.
Выполняется на специальном станке. В этом случае поверхность обрабатывается сразу с двух сторон, что повышает качество работы и упрощает дальнейший процесс балансировки колеса.

Сама шлифовка очень проста. Диск снимается с автомобиля, устанавливается на специальную оправу и зажимается патроном.
После двухсторонней обработки диска его поверхность обрабатывается с помощью шкурки до идеального состояния.
Далее диск проверяется на биение, которое не должно превышать 0,1 мм.

Самостоятельная работа
При желании проточка тормозных дисков может быть выполнена и своими руками. Как указывается в руководстве к отечественным моделям, необходимо снять диск и аккуратно с помощью напильника обработать появившиеся дефекты.

Снова-таки здесь важно не переусердствовать и постоянно контролировать толщину штангенциркулем.

Если нет времени на столь долгую работу, можно поступить проще. Поднимите автомобиль на домкрате и снимите колесо. Теперь заведите машину и включите пятую скорость.
Как только диск начинает вращаться, можно с помощью того же напильника произвести зачистку. Часто опытные автолюбители используются специальный диск от наждака с крупным «зерном».

По завершении работы необходимо очистить диск и обезжирить его с помощью растворителя.
Этот метод шлифовки является одним из лучших для всех переднеприводных автомобилей. При этом работу можно сделать за 1-2 часа.
Вывод
Своевременная проточка тормозных дисков – это в первую очередь ваша безопасность. Поэтому внимательно следите за состоянием своего автомобиля и посещайте СТО при появлении первых симптомов проблем с тормозами.
Если есть уверенность в своих силах, то работу всегда можно сделать и своими руками.
Главное – проявить немного терпения, внимательно читать литературу и прислушиваться к советам опытных людей.
Конструкция и особенности эксплуатации станков для проточки тормозных дисков
В процессе эксплуатации автомобиля дисковые тормоза неизбежно подвергаются деформации. Это связано с особенностями работы системы – быстрым нагревом поверхности и дальнейшим охлаждением. Для восстановления первоначальных эксплуатационных свойств применяют станок для проточки.
Компоновка оборудования

Этот тип оборудования используется для комплектации специализированных автосервисов и СТО. Проточка тормозных дисков представляет собой процедуру снятия излишка стального слоя для придания детали первоначальной конфигурации.
Конструктивно станок состоит из обрабатывающего блока, в состав которого входит силовая установка и головка с резцами. Последняя имеет функцию смещения относительно закрепленного на штифте тормозного диска. Для установки оптимального режима обработки может изменяться частота вращения шпиндельной бабки. Для повышения мобильности многие модели станков имеют подвижную раму. Это дает возможность обрабатывать диски без снятия их с автомобиля.
Процесс обработки состоит из следующих этапов.
- Определение степени изношенности тормозного диска. На этом этапе выясняется – можно ли восстановить изначальные качества тормозной системы. Важно, чтобы обновленный тормозной диск не повлиял негативно на безопасность эксплуатации авто.
- Установка параметров оборудования. При этом учитывается наружный диаметр, его посадочные размеры. Выбор модели резца зависит от степени обработки.
- Выполнение проточки. На этом этапе необходимо контролировать толщину снятия материала.
- Проверка размеров.
В процессе проточки поверхность диска может нагреваться. В этом случае необходимо использовать охлаждающую жидкость. Оптимальным вариантом системы является подача СОЖ через инструмент (резец).
Если используется станок для проточки тормозных дисков без снятия с автомобиля – важно правильно выбрать позиционирование инструмента обработки. Для этого в оборудовании должно быть местное освещение. Обязательно используются измерительные инструменты для контроля текущих размеров.
Характеристики станка для проточки тормозных дисков
Большинство моделей станков для проточки рассчитаны на значительные нагрузки. Поэтому для выбора оптимального типа оборудования необходимо учитывать его конструктивные особенности. В первую очередь — типы тормозных дисков, которые будут подвергаться обработке.
Рабочий блок станка состоит из двух пар резцов, расположенных напротив друг друга. Тормозной диск помещается между ними на валу. Смещение режущей части происходит с помощью суппорта в автоматическом или ручном режиме. При выборе важно обращать внимание на возможность перемещения комплекса к автомобилю. Таким образом можно уменьшить время обработки диска, не снимая его с машины.
К основным техническим характеристикам станков по обточке тормозных дисков относятся следующие:
- максимальная и минимальная толщина обрабатываемого диска.
- допустимый диаметр;
- шаг резцовой головки;
- параметры электродвигателя – мощность, характеристики электросети для подключения (220 или 380 В);
- обороты приводного вала;
- точность вращения;
- возможность изменения высоты режущего блока. Это необходимо для точного позиционирования диска, установленного на авто, относительно резцов;
- габариты и масса оборудования.
Для повышения точности комплектация станка может включать в себя дополнительные элементы – центрирующие конусы различных диаметров, прижимные чашки и т.д.
Важно соблюдать последовательность установки тормозного диска на вращающийся вал. Этот процесс подробно описан в предлагающейся инструкции по эксплуатации.
Во время работы на станке необходимо использовать средства индивидуальной защиты – маску, очки и рабочую одежду. Во время активации оборудования есть вероятность того, что раскаленные элементы диска при контакте с резцами будут отброшены из зоны обработки.
Самостоятельная модификация станка недопустима. Некоторые модели предусматривают возможность обработки тормозных дисков с их предварительным демонтажем с авто или без него. В каждом отдельном случае применяется индивидуальный порядок подготовки к проточке. Ни в коем случае нельзя осуществлять ее без предварительного осмотра станка на факт выявления дефектов или неисправностей.
В видеоматериале показа пример проточки тормозных дисков без снятия их с машины:
Четыре критерия выбора станка для проточки тормозных дисков
На рынке появилось много станков для проточки тормозных дисков. В этой статье я остановлюсь на тех моделях, которые используют принцип проточки непосредственно на автомобиле, не снимая диска.
Метод проточки диска непосредственно по оси ступицы гарантирует отсутствие биений и параллельность рабочих поверхностей диска, что сделало его наиболее популярным. Многие производители автомобилей приняли его как обязательную процедуру при замене колодок и даже тормозных дисков.
Чтобы понять, какой же станок выбрать, я хочу остановиться на критериях, которые, по моему мнению, важны при выборе.
Точильный станок монтируется специальными креплениями на места установки тормозного суппорта (рис.1). Так как на различных автомобилях исполнение крепления суппорта различное, то у нас появляется первый критерий, на который необходимо обращать внимание, а именно максимально полный набор специальных кронштейнов для установки точильного станка на посадочные места суппорта.

Далее. Во время проточки диска ось автомобиля вращается специальным приводом, а резцы смещаются от меньшего радиуса тормозного диска к большему. Вращение оси автомобиля происходит на определенной угловой скорости w, а подача резца — на определенной линейной скорости Vn. Линейная скорость диска в точке соприкосновения резца будет ровняться Vд=r*w, где r -это расстояние от оси диска к точке соприкосновения резца (рис. 2 «Тормозной диск»).

Так как резец смещается в сторону большего радиуса диска, то скорость Vд будет расти, а линейная скорость подачи резца останется неизменной. Возле меньшего радиуса диска линейная скорость Vd будет меньше. На краю диска, соответственно, линейная скорость будет больше:
1) Vn Yд — линейная скорость вращения диска больше скорости подачи резца;
2) Vn = Yд — линейная скорость вращения диска равна скорости подачи резца;
3) Vn > Yд — линейная скорость вращения диска меньше скорости подачи резца.
Максимальная линейная скорость диска Vд напрямую зависит от радиуса тормозного диска, а радиусы дисков бывают разных размеров. Первый и второй случаи обеспечивают качественную обработку дисков, поэтому я на них заострять внимание не буду. Но в третьем случае будет возникать спираль (рис. 3 «Тормозной диск, торцевая проекция»).

Это приведёт к высокой шероховатости диска при обработке (особенно для дисков с большими диаметрами) и не будет обеспечивать 100% прилегания пары колодка/диск (рис. 4).

Избежать этого можно увеличив скорость вращения оси автомобиля w. Таким образом, вторым критерием при выборе станка является показатель того, может ли станок обеспечить изменение скорости вращения оси автомобиля w.
Обычно две поверхности диска обрабатываются одновременно. Один резец обрабатывает одну сторону, второй -одновременно вторую. Это обеспечивает параллельность рабочих поверхностей диска. Но, если резцы установить на разных уровнях прилегания, как показано на рисунках 5.1 или 5.2, будет возникать небольшой угол отклонения.


И из-за волн вибрации металла диска или крохотного биения подшипника, это приведет, в результате, к шероховатости диска. Поэтому третьим критерием при выборе станка является возможность обеспечить установку резцов так, как указано на рис. 5.3. Т. е. надо обращать внимание на конструкцию самого проточного станка, есть ли у него плавная регулировка крепления.

И последний, на мой взгляд, существенный критерий. При проточке дисков на СТО очень важно время выполнения услуги. Поэтому немаловажным фактом есть то, где проводить проточку дисков. Чтобы вращать ось автомобиля, необходимо автомобиль поднять на подъемнике. С другой стороны, достаточно «оторвать» одну ось от пола (в том случае, если это не 4WD), например, с помощью домкратов; или обе оси автомобиля с помощью шиномонтажной платформы. Если
привод вращения автомобиля станка для проточки дисков имеет такую возможность (точить диски на домкратах или платформе), то эту услугу можно оказывать и в условиях СТО, и в полевых условиях (шиномонтажный участок, пост замены масла, пр.). Таким образом, четвертым критерием при выборе будет наличие двойной базы установки привода вращения оси автомобиля.
Итак, основные критерии при выборе станка для проточки дисков:
1) Полный набор кронштейнов для крепления проточного станка
2) Возможность изменять скорость вращения оси автомобиля
3) Плавная регулировка для центрирования резцов
Надеюсь, эта статья поможет понять, на что необходимо обращать внимание при выборе станка для проточки тормозных дисков.