Машиностроение и механика



Сборка машин — Составление технологической схемы и циклограммы сборки машины
Последовательность сборки, в основном, определяется конструкцией изделия, компоновкой деталей, методами достижения требуемой точности и может быть представлена в виде технологической схемы сборки — наглядного изображения порядка сборки машины и входящих в нее деталей сборочных единиц или комплектов. На таких схемах каждый элемент изделия обозначают прямоугольником, в котором указывают наименование составной части, позицию на сборочном чертеже изделия, количество. Деталь или собранная ранее сборочная единица, с которой, присоединяя к ней другие детали и сборочные единицы, начинают сборку изделия, называется базовой деталью или базовой сборочной единицей. Процесс сборки изображается на схеме горизонтальной (вертикальной) линией, направленной от прямоугольника с изображением базовой детали к прямоугольнику, изображающему готовое изделие. Сверху и снизу от горизонтальной (справа и слева от вертикальной) линии показывают прямоугольники, условно обозначающие детали и сборочные единицы в соответствии с последовательностью их присоединения к базовой детали. На схеме сборки также условными значками (кружками, треугольниками с буквами) показывают места регулировки, пригонки и другие операции.
В дополнение к схемам сборки составляют типовые технологические инструкции с указаниями по выполнению специальных операций. К схеме прилагают нормировочную ведомость.
Технологическая схема сборки разрабатывается технологом. Он должен определить сборочные единицы изделия, выделив базовые элементы и количество разъемов, проверить возможность обеспечения требуемой точности сборки, установить шифр или индекс каждой сборочной единицы для разработки технологической документации.
Одним из основных условий выделения сборочной единицы является возможность ее сборки независимо от других сборочных единиц. Кроме сборочных единиц определяют детали и составные части изделия, которые поступают в готовом виде. В результате должна быть составлена схема сборочной связи отдельных деталей и составных частей данного изделия, которая определяет сборочный состав изделия.
Условная схема сборки типового червячного редуктора дана на рис. 19. Наименования деталей и изделий взяты из спецификации (рис.20).
Всякий процесс, в том числе и сборочный, протекает в пространстве и времени. Организация процесса в пространстве включает оптимальную организацию и расположение рабочих мест на участке, их техническую оснащенность. Организация процесса во времени включает нормирование и определение начала и конца выполнения операций в текущем времени. Во времени сборочные процессы могут быть организованы последовательно, параллельно или параллельно-последовательно.
Четкую организацию сборочного процесса во времени позволяет осуществить циклограмма сборки.
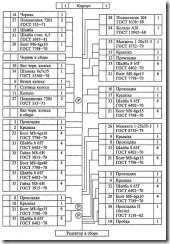
Рис. 19 Схема сборки червячного редуктора

Рис.20 Спецификация деталей червячного редуктора
Циклограмма — это графическое представление последовательности выполнения операций, переходов или приемов сборочного процесса и затрат времени на их выполнение. При построении циклограммы в вертикальной колонке построчно записывают все операции, переходы и приемы. Степень их дифференциации зависит от уровня циклограммы. Например, в случае циклограммы общей сборки достаточно представить только операции. При построении циклограммы отдельных операций возникает необходимость представления в ней отдельных переходов, приемов и т.д. На горизонтальной оси циклограммы откладывается текущее время и его затраты на выполнение каждого элемента сборочного процесса (рис. 21).
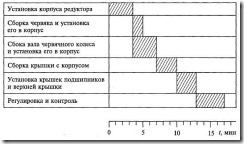
Рис. 21 Циклограмма сборки
Анализ циклограммы позволяет не только определить общее время цикла сборки, но и наметить пути его сокращения, среди которых можно выделить два основных, наиболее часто используемых на практике:
♦ сокращение затрат времени на выполнение отдельных операций (переходов, приемов) за счет изменения режимов работы сборочного оборудования;
♦ совмещение во времени отдельных операций (переходов, приемов).
Проектирование технологического процесса сборки машин




![]()
![]()
Трудоемкость сборки в среднем составляет 25-30% общей трудоемкости изготовления машин. При большом объеме пригоночных работ трудоемкость сборки может составлять 40-50%. Качество готовой машины в значительной мере зависит от технологии сборки.
Проектирование ТП сборки имеет своей целью дать подробное описание процессов сборки, выявить необходимое техническое оснащение, потребные площади, рабочую силу, материальные и трудовые затраты.
Разработка ТП сборки включает в себя следующие основные этапы:
1. Анализ исходных данных для проектирования ТП сборки.
2. Технический контроль конструкторской документации и техусловий.
3. Размерный анализ конструкции изделия и выявление методов точности сборки.
4. Составление технологических схем общей и узловой сборки.
5. Разработка маршрута общей и узловой сборки.
6. Проектирование технологических операций сборки.
7. Нормирование ТП сборки.
8. Выбор или разработка мероприятий по технике безопасности.
9. Оценка технико-экономической эффективности разработанного ТП сборки.
10. Оформление технической документации.
Исходными данными для разработки ТП являются сборочный чертеж изделия, техусловия на сборку и приемку изделия, описание служебного назначения изделия, рабочие чертежи деталей, входящих в изделие, объем выпуска, условия выполнения ТП сборки, предполагаемый срок выпуска изделия.
К исходным данным относятся также различные справочные, нормативные материалы по сборке, каталоги, паспорта, альбомы сборочного и подъемно-транспортного оборудования, рекомендации по улучшению технологичности конструкции изделия, примеры сборки аналогичных изделий и др.
На этапе анализа исходных данных и технического контроля конструкторской документации рассматриваются все данные, необходимые для выполнения процесса сборки, выявляется количество разрезов и сечений на чертежах, размеры, выдерживаемые при сборке, допуски в сопряжениях и другие сведения.
В техусловиях рассматриваются требования к методам достижения точности, жесткости стыков, их герметичности, наличие сведений о способах эксплуатации оснастки, моменты затяжки резьбовых соединений, допускаемая величина дисбаланса вращающихся частей и другие сведения. Выдвигаются предложения по совершенствованию технологичности конструкции в сборке, что может упрощать сборочные операции. Выявляется степень механизации и автоматизации сборочных операций.
На этапе размерного анализа конструкции выявляются методы достижения точности замыкающих звеньев размерных цепей и полнота их отражения в рабочих чертежах.
На основе анализа исходной информации изучения конструкции изделия приступают к разбивке изделия на составные части. Прежде всего, выявляется номенклатура составных частей (узел, комплект, узел I, II порядка и др.). В каждой сборочной единице выявляется основная базирующая деталь или сборочная единица.
При разбивке изделия на составные части руководствуются следующими положениями:
1. Изделие не должно состоять из большого количества составных частей, быть большим по габаритам и массе. Однако излишнее дробление усложняет процесс сборки и комплектации.
2. Если в процессе сборки необходимо проведение испытания, обкатки, регулировки или пригонки, то узел выделяется в самостоятельную сборочную единицу.
3. При последующем монтаже сборочной единицы в машине она не должна подвергаться какой-либо разборке, а в случае необходимости в технологии должны предусматриваться сборочно-разборочные работы.
4. Большинство деталей машины должны входить в те или иные сборочные единицы с тем, чтобы сократить до минимума количество отдельных деталей, подаваемых на общую сборку.
5. Трудоемкость сборочных операций для всех сборочных единиц должна быть по возможности примерно одинаковой.
После разбивки изделия на составные части приступают к составлению технологических схем общей и узловой сборки.

 |
Технологическая схема является первым этапом проектирования маршрута сборки. Технологические схемы изображают различными способами. Каждая составная часть, поступающая на сборку, изображается в виде прямоугольника или имеет другое обозначение, где указывается наименование, обозначение и количество. Схема сборки представляет собой горизонтальную линию в направлении от базового элемента к готовому изделию, сверху линии размещают детали, поступающие на сборку, в технологической последовательности. Снизу линии указывают сборочные единицы в порядке их поступления на сборку.
Схемы сборки могут поясняться различными надписями, характеризующими процесс сборки или выполняемую механическую обработку в процессе сборки (например: сверлить три отверстия при сборке, клепать, паять).
При выборе последовательности сборки исходят из следующих положений:
1. Сборку начинают с установки основной базирующей детали, определяющей положение других деталей и сборочных единиц.
2. В первую очередь монтируют сборочные единицы и детали, размеры и относительные повороты поверхностей которых являются общими звеньями, принадлежащими к наибольшему количеству размерных цепей.
3. Устанавливаемые в первую очередь сборочные единицы и детали должны выполнять наиболее ответственные функции в машине.
4. Установленные в первую очередь сборочные единицы и детали не должны мешать последующей сборке деталей и сборочных единиц.
Сборка может быть поточной, групповой, стационарной. Она может быть с непрерывным перемещением собираемого объекта и с периодическим перемещением.
При разработке маршрута сборки устанавливается последовательность и содержание технологических и вспомогательных операций сборки, определяется оборудование, инструменты, оснастка.
Содержание операции в массовом производстве должно быть таким, чтобы её продолжительность соответствовала или была кратна такту сборки. Выполняемая работа должна быть однородной и характеризоваться определенной законченностью. Средняя загрузка рабочих мест на сборочной линии должна быть достаточно высокой (порядка 0,9-0,95).
Содержание операций в серийном производстве должно быть таковым, чтобы обеспечить на рабочих местах общей и узловой сборки достаточно высокую загрузку.
При выборе технологических баз исходят из соблюдения принципа совмещения и постоянства баз, при этом также учитывают удобство установки и снятия собираемого изделия, надежность его закрепления, возможность подвода собираемых деталей и сборочных инструментов.
При разработке сборочных операций уточняется их первоначально намеченное содержание, выявляется возможность совмещения переходов во времени, определяется схема установки и закрепления базового элемента, окончательно уточняется технологическое оснащение, выбираются режимы работы, оборудование. При проектировании сборочных операций исходят из принципов концентрации и дифференциации переходов.
Принцип концентрации переходов в сборке характерен для опытного, единичного, иногда мелкосерийного производства. В этом случае сборка производится, как правило, на одном рабочем месте одним или несколькими работающими.
При дифференциации переходов сборки за рабочими местами закрепляются определенные операции, обеспечивается возможность применения средств автоматизации и механизации. При необходимости выдается задание на проектирование специального оборудования и оснастки.
Следующим этапом разработки техпроцесса сборки является нормирование технических операций на основе нормативов на слесарно-сборочные работы.
Штучное время определяется:

где k – поправочный коэффициент к оперативному времени, определяемый в зависимости от числа приемов, выполняемых рабочим.
Следующим этапом является разработка или выбор мероприятий по технике безопасности.
Технологическая документация на сборку включает маршрутно-операционные карты, карты эскизов, технологические инструкции, комплектовочные карты, включающие сведения о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия, ведомость технологической оснастки и др. документы.
Технология сборки машин

Технология сборки машин.
Тема: Основные понятия и определения.
Цели урока: дать основные понятия о принципах и методах сборки. Научиться составлять технологическую схему сборки.
План изложения материала:
1. Основные понятия и определения.
2. Методы сборки.
3. Стадии сборки.
4. Технологическая документация процесса сборки.
5. Технологическая схема сборки.
, «Технология изготовления деталей на станках с ЧПУ» М. Машиностроение, 1989г., стр. 221…233.
1. Основные понятия и определения.
Сборка является заключительным этапом в производственном процессе, предусматривающим получение готовых изделий из отдельных деталей и сборочных единиц путём их соединения. Любая машина состоит из отдельных, не поддающихся разборке частей – деталей, каждая из которых изготовлена из одного куска материала без каких-либо соединений. Детали бывают разнообразных форм и размеров. Иногда используются комбинированные детали: сварные и армированные. Основные определения и понятия, используемые при сборке.
Изделием в машиностроении называют предмет, подлежащий изготовлению на данном предприятии.
Установлены следующие виды изделий: деталь, сборочная единица, комплекс, комплект.
Деталь — изделие (составная часть), изготовленная из однородного по наименованию и марке материала без применения сборочных операций.
Сборочная единица (узел) — изделие, составные части которого соединяют на предприятии – изготовителе.
Технологическим признаком сборочной единицы является возможность её сборки обособленно от других элементов изделия. Она может включать в себя отдельные детали или составные части высших или низших порядков. Деление на составные части производится по технологическому признаку. Составная часть первого порядка входит непосредственно в составную часть изделия, составная часть второго порядка – в первую и т. д. Составная часть высшего порядка делится только на детали.
Комплекс – два или более специализированных изделий, не соединённых на предприятии – изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций.
В комплекс могут входить кроме изделий детали, сборочные единицы и комплекты (например, запасных частей).
Комплект – два или более изделий, не соединённых на предприятии – изготовителе сборочными операциями и представляющих собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект инструментов и т. д.
Сборка – это образование разъёмных или неразъёмных соединений, составных частей заготовки или изделия. По содержанию сборку делят на общую и узловую.
2. Методы сборки.
При соединении деталей машин в процессе сборки необходимо обеспечить их взаимное расположение в пределах заданной точности это достигается применением одного из следующих методов.
1. Полной взаимозаменяемости.
Этот принцип заключается в том, что любая деталь может быть поставлена на машину без каких либо пригоночных работ; точно также деталь, снятая с машины данной модели, должна без всякой пригонки подойти к любой такой же машине. Этот принцип применяется в массовом и крупносерийном производстве, т. к. при этом методе себестоимость изготовления деталей увеличивается, а сборки – уменьшается. Процесс сборки разбивают на ряд операций. Высокая квалификация рабочих необходима только на некоторых операциях, а на большинстве есть возможность использовать рабочих низкой квалификации.
2. Групповой взаимозаменяемости.
Сборка путём группового подбора деталей применяется тогда, когда по условиям работы соединения требуемый зазор или натяг настолько мал, что допуски основных размеров деталей, входящих в соединение, технологически выполнить трудно. В этом случае расширяют поля допусков размеров, а заданную точность соединения обеспечивают соответствующим подбором деталей. Этот вид сборки позволяет получить весьма точные соединения, его можно успешно применять, когда детали изготавливаются большими партиями. При этом методе детали сортируют на размерные группы в пределах одного и того же допуска. Например: собирается узел из двух деталей и посадка осуществляется путём установки вала в отверстие. Валы и детали, имеющие отверстия сортируют на группы. При сборке к деталям, имеющим максимальное значение отверстия, подбирают группу валов, имеющих максимальное значение наружного размера.
Этот вид сборки применяют в единичном и мелкосерийном производствах, а также при экспериментальных работах. При механической обработке деталей расширяют поля допусков отдельных размеров. Получающаяся неточность компенсируется замыкающим размером детали, который будет изготавливаться по месту, т. е. пригоняться. Перед отправкой на общую сборку детали подвергаются ручной слесарной обработке для получения окончательной формы и размеров, после чего их пригоняют по месту опиливанием, пришабриванием, притиркой, шлифованием, развёртыванием и т. д. Пригонка является трудоёмкой операцией, требующей рабочих высокой квалификации.
5. С помощью компенсирующих материалов.
Эти методы близки к методу пригонки и заключаются в том, что точность замыкающего звена достигается изменением значения компенсирующего звена без удаления слоя материала. При методе регулирования изменение значения компенсирующего звена осуществляют путём изменения положения одной из деталей или путём введения специальной детали требуемого размера. В первом случае такую деталь называют подвижным компенсатором, во втором – неподвижным. Подвижный компенсатор в виде втулки устанавливают в отверстие стенки корпуса и закрепляют, выдерживая требуемый зазор. Компенсатор является подвижным вследствие того, что в продольном направлении его можно установить в нужном положении, зафиксировав затем это положение стопорным винтом. При этом не требуется пригоночных работ. Широко распространены компенсаторы в виде мерных втулок, шайб, прокладочных колец. Этот метод применяется часто при регулировании подшипников.
3. Стадии сборки.
По стадиям сборку разделяют на:
1. предварительную (сборка заготовок);
2. промежуточную (сборка заготовок, выполняемая для их совместной обработки);
3. сборку под сварку;
4. окончательную (сборка, после которой не предусмотрена разборка).
По методу образования соединения различают слесарную сборку, монтаж, электромонтаж, сварку, пайку, клёпку, склеивание.
В зависимости от видов и условий производства применяют поточную и не поточную форму организации сборочных работ.
4. Технологическая документация процесса сборки.
К технологической документации относят: технологические карты сборки, технологические схемы узловой и общей сборки, карты маршрутной технологии, операционные карт, комплектовочные карты, карты оснастки сборки.
В условиях единичного производства вместо технологической карты используют технологические схемы сборки или карты маршрутной технологии и сборочные чертежи.
В серийном и массовом производстве следующий комплект документов: сборочный чертёж, технологические карты, комплектовочные карты и карты оснастки.
Техпроцесс сборки разрабатывают в следующей последовательности:
1) устанавливают организационную форму сборки, такт, ритм;
2) отработка конструкции на технологичность;
3) размерный анализ, выбор метода сборки;
4) определяют степень расчленения сборочного процесса;
5) устанавливают последовательность соединения и составляют схему сборки;
6) определяют способы соединения, определяют содержание операций, методы контроля и испытания;
7) разрабатывают необходимую оснастку;
9) оформляют документацию.
5. Составление технологической схемы сборки.
Для разработки ТП сборки составляют технологические схемы сборки. В этих схемах условно изображают последовательность сборки машины из элементов (деталей, групп или подгрупп). Схему сборки обычно составляют в соответствии со сборочным чертежом и спецификацией. Типовая схема разбивки изделия на сборочные элементы представлена на рисунке, где каждый элемент изображён в виде прямоугольника, внутри которого (или рядом с ним) пишется наименование и номер сборочного элемента, а иногда и трудоёмкость сборки. В технологических схемах подписывают название методов соединения там, где они не определены типом соединения деталей. Так указывают: «приварить», «запрессовать», «набить смазкой» (но не делают указание «заклепать», если показана установка заклёпки). На основе технологической схемы сборки разрабатывается технологический процесс, который, так же как процесс механической обработки, состоит из отдельных операций, которые в свою очередь расчленяются на более мелкие составные части – элементы технологического процесса при сборке. Рассмотрим примеры выполненных технологических схем сборки.

Технологическая схема сборки.
Порядок составления технологической схемы сборки разберём на примере узла, показанного в методическом пособии по проведению практической работы № 16.
Работу проведём в следующей последовательности:
1. Изучить сборочный чертеж, спецификацию и описание работы узла.
2. Установить последовательность сборки.
3. Составить технологическую схему сборки.
4. Сравнить составленную схему со схемой, показанной в методическом пособии.
5. При необходимости внести коррективы в составленную схему.
Практическая работа № 16.
Составление технологической схемы сборки
Тема: Сборка типовых соединений
Цели урока: разобрать последовательность сборки типовых соединений.
План изложения материала
1. Сборка подшипников.
2. Сборка зубчатых соединений.
3. Сборка резьбовых пар.
, «Технология изготовления деталей на станках с ЧПУ», М., Машиностроение,1989г., стр. 233…237.
1. Сборка подшипников.
Сборка подшипников включает установку внутренних и наружных колец, регулировку натяга, проверку и испытание. Внутренние кольца соединяют с валом по посадкам с натягом. Наружные кольца с корпусом соединяют по посадкам с зазором, переходным и посадкам с натягом при тяжелом режиме работы.
Этапы, предшествующие сборке подшипников:
1. Расконсервация. (непосредственно перед монтажом.)
2. Промывка. (6% раствор мыла в бензине или горячем антикоррозионном растворе.)
3. Контроль. (Визуально проверяют внешний вид, отсутствие коррозии, прижогов, трещин, повреждений, наличие маркировки, лёгкость вращения, размеры, радиальное и осевое биения, радиальный зазор и т. д.)
4. Выбор способа монтажа.
5. Предварительная регулировка. (устранение зазоров и создание предварительного натяга)
Способы монтажа подшипников:
· Запрессовка с помощью пресса или молотка.
· Запрессовка с помощью съёмника.
· Сборка с нагревом.
· Сборка с охлаждением.
Процесс сборки подшипников состоит из их установки, пригонки, укладки вала и по необходимости в регулировании опор.
2. Сборка зубчатых зацеплений.
Сборка зубчатых зацеплений с валами подразделяется на сборку зубчатых колёс на валу, установки валов с колёсами в корпус и регулировки их зацепления. Зубчатые колёса устанавливают на вал с зазором или с натягом вручную или с помощью пресса в холодном состоянии; при больших размерах колёс с нагревом колёс или с охлаждением вала. Нормальное зацепление зубчатых колёс обеспечивается правильным положением ведущего и ведомого валов в корпусе, т. е. при расположении их осей в одной плоскости, их параллельности и соблюдении межцентрового расстояния. Правильность положения валов осуществляется регулированием положения гнёзд под подшипники в корпусе.
Правильность зацепления проверяется по пятну контакта поверхностей зубьев с помощью краски. В передачах, работающих на средних скоростях пятно – 60…65% рабочей длины зуба. В передачах, работающих на высоких скоростях – 70…80%.
В конических передачах правильность заце6пления регулируется перемещением вдоль осей одного или обоих зубчатых колёс. Боковой зазор контролируется щупом, краской, пластиной и регулируется мерными шайбами.
При сборке червячных передач особое значение имеют правильное расположение оси червяка и червячного колеса, боковой зазор и пятна касания (не меньше 65…70% от рабочей длины зуба).
3. Сборка резьбовых пар.
Качество сборки резьбовых пар зависит от правильной затяжки болтов и гаек, от чистоты поверхности и перпендикулярности торца гайки или болта и бобышки под них. Перекос гайки может вызвать обрыв болта.
Сборку болтовых соединений следует производить завинчиванием от руки до соприкосновения болта с деталью, а затем постепенно завинчивать болт ключом до полной затяжки. Длина рукоятки ключа не должна превышать 15 диаметров резьбы, что обеспечивает нормальную затяжку и предотвращает срыв резьбы. При большом количестве болтовых соединений вначале затягивают гайки, расположенные посередине, а затем по концам детали. При большом количестве болтовых соединений по окружности затягивают гайки крест накрест.
Существует ряд способов затяжки гаек, обеспечивающих достаточную плотность соединения:
· затяжка с замером удлинения болта (шпильки);
· затяжка с замером угла поворота гайки;
· затяжка тарированным ключом на величину крутящего момента.
Сборка резьбовых пар.


Винтовое соединение. Болтовое соединение.

Завинчивание шпилек в деталь производится с помощью двух гаек, навёрнутых на свободных конец шпильки, или специальных ключей, обеспечивающий нужный натяг. Наибольшая производительность при этих работах достигается применением электрошпильковёртов и гайковёртов.
1. Какие требования предъявляют к сборке подшипников.
2. Какие требования предъявляют к сборке резьбовых пар.
3. Какие требования предъявляют к сборке зубчатых зацеплений.
Тема: Нормирование сборочных работ
Цели урока: Разобрать порядок нормирования сборочных работ.
План изложения материала:
1. Нормирование сборочных работ.
2. Пример расчёта.
, «Техническое нормирование труда в машиностроении», М., Машиностроение, 1990г., стр.192…204.
1. Нормирование сборочных работ.
Сборка является заключительным этапом производства машины. ТП сборки может включать слесарные, монтажные работы и работы, связанные с разборкой изделия. При нормировании границей расчленения ТП обычно служит сборочная единица, т. е. комплект, который хранится, перемещается и подаётся на дальнейшую сборку как единое целое (с одного рабочего места на другое). Расчленение операции является необходимым условием нормирования и изучения ручного труда.
В слесарно-сборочных работах трудовые приёмы, как основные (соединение или изменение размеров), так и вспомогательные (перемещение деталей и т. д.), являются ручными, поэтому при нормировании оперативное время не подразделяется на основное и вспомогательное.
Выбор методов и способа нормирования производят в зависимости от того, с какой степенью точности и обоснованности должна быть установлена норма. При этом учитывают тип производства, в котором выполняется работа.
При массовом и крупносерийном производстве ТП разрабатывается подробно, каждый вид работы закреплён за конкретным рабочим местом, используют аналитический метод расчёта норм времени.
В серийном производстве при применении универсального и специализированного оборудования применяют укрупнённые нормативы времени.
В мелкосерийном и единичном производстве при использовании универсального оснащения, маршрутного ТП нормирование производят по типовым нормам методом сравнения или хронометража.
Норма штучного времени на сборочную операцию рассчитывается по формуле:

где m – число i-х расчётных комплексов в операции;
 — нормированное время на выполнение расчётного комплекса приёмов;
— нормированное время на выполнение расчётного комплекса приёмов;
 — суммарный поправочный коэффициент i – му комплексу приёмов в зависимости от характера и условий выполняемой работы;
— суммарный поправочный коэффициент i – му комплексу приёмов в зависимости от характера и условий выполняемой работы;
К’ – коэффициент, учитывающий тип производства.
2. Пример расчёта.
Работа выполняется на месте сборки агрегата при ограничении вращения гаечного ключа. Производство среднесерийное, партия сборки 200 изделий. Количество и характеристика собираемых деталей: корпус цилиндра – один, уплотнитель D = 18 мм – один, штуцер М18 1,5, L = 20 мм – один.
1,5, L = 20 мм – один.

1. Подразделяем операцию на расчётные комплексы приёмов согласно нормативам: а) смазывание и установка уплотнителя на штуцер; б) ввёртывание штуцера в сборе в корпус цилиндра.
2. Определяем нормативную продолжительность выполнения каждого комплекса приёмов. Содержание расчётного комплекса (а) включает: взять кисть, окунуть в клей, смазать уплотнитель, отложить кисть, установить уплотнитель по месту, прижать по всей поверхности вручную. По нормативам t = 0,15 мин. Содержание расчётного комплекса (б) включает: взять штуцер, ввернуть предварительно вручную, взять ключ и завернуть окончательно, отложить ключ. По нормативам t
= 0,15 мин. Содержание расчётного комплекса (б) включает: взять штуцер, ввернуть предварительно вручную, взять ключ и завернуть окончательно, отложить ключ. По нормативам t = 0,3 мин. В условиях ограниченного движения инструмента вводится поправочный коэффициент 1,4. Тогда t=0,3
= 0,3 мин. В условиях ограниченного движения инструмента вводится поправочный коэффициент 1,4. Тогда t=0,3 1,4 = 0,42 мин.
1,4 = 0,42 мин.
3. Определяем время на обслуживание рабочего места, отдых и личные надобности рабочего, и подготовительно — заключительное время. Для серийного производства установку штуцера можно отнести к простой группе сложности поэтому, а =1,5%, а
=1,5%, а =2,5%, а
=2,5%, а =1% от оперативного времени. Поправочный коэффициент 0,9 при партии сборки 200 изделий.
=1% от оперативного времени. Поправочный коэффициент 0,9 при партии сборки 200 изделий.
4. Рассчитываем норму штучного времени на операцию (мин): Т =(0,15+0,42)<1+(1,5+2,5+1)/100>0,9=(0,15+0,42)1,050,9=0,54 (мин)
=(0,15+0,42)<1+(1,5+2,5+1)/100>0,9=(0,15+0,42)1,050,9=0,54 (мин)
5. При повышенных требованиях к точности расчёта можно пользоваться аналитическими формулами.