Центробежное литье. Схема центробежного литья на машине с горизонтальной и вертикальной осью вращения.
Центробежное литье осуществляется на специальных машинах. Расплав, заливаемый во вращающуюся форму, центробежными силами плотно прижимается к внутренним: стенкам формы и воспринимает ее конфигурацию. Формы могут вращаться вокруг горизонтальной, вертикальной и наклонной осей. Наиболее распространены машины с горизонтальной осью вращения. Методом центробежного литья, как правило, получают отливки, представляющие собой тела вращения (втулки, трубы, диски).
Центробежные силы не только распределяют жидкий металл в форме, но и способствуют перемещению на внутреннюю поверхность отливки более легких, чем сплав, шлаковых и газовых включений. Отливка получается более чистой и плотной.
Для получения втулок применяют машины с горизонтальной и вертикальной осями вращения (рис. 13).
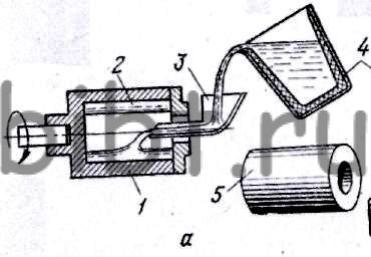
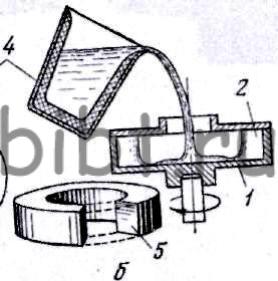
Рис. 13. Схема центробежного литья на машине с горизонтальной (а) и вертикальной (б) осью вращения.
Определенная доза расплава из ковша 4 заливается во вращающуюся форму 1 через металлоприемник 3. Под действием центробежных сил металл 2 отбрасывается к стенкам формы. Форма вращается до тех пор, пока расплав не затвердеет, затем отливку 5 извлекают из формы. Перед каждой заливкой внутреннюю полость формы покрывают противопригарной краской или присыпкой.
Центробежным способом можно получать биметаллические отливки, поочередно заливая в форму разнородные расплавы.
Преимуществом центробежного литья является получение отливок без литниковых систем. Отливки имеют плотную, мелкозернистую структуру и повышенные механические свойства по сравнению с отливками, изготовленными литьем в песчаные формы. Этим способом получают отливки 5-го класса точности с хорошим качеством поверхности. Недостатком способа центробежного литья является необходимость больших припусков на механическую обработку наружных поверхностей 1,5-2,5 мм, внутренних поверхностей 2,5-3,5 мм. Центробежное литье применяют в массовом, крупносерийном и мелкосерийном производствах.
Вертикальная центробежная машина
Номер патента: 497091



Текст
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 011 497091 Союз Советских Социалистических Республик(23) ПриоритетОпубликовано 30.12.75, Бюллетень че 48Дата опубликования описания 04.03,76 2(1 13/О осударстееннын комитет Совета Министров ССС по делам изобретений) ВЕРТИКАЛЬНАЯ ЦЕНТРОБЕЖНАЯ И оторых феричеИзобретение относится кводству, к оборудованию дл ц рлитья,Известны центробежные машины, в к изложница самоустанавливается на с ском основании.Недостатком этих машин является ограниченность применения и отсутствие центрирования формы и изложницы на высоких оборотах.Известна вертикальная центробежная машина, включающая корпус, разъемный кокиль со стягивающими винтами, свободно установленный в конической обойме, механизм распрессовки разъемного кокиля, выполненный в виде гидравлического пресса с подвижным плунжером, устройством для центрирования вращательного вала, расположенного под разъемным кокилем в гнезде подвижного плунжера механизма распрессбвки.Вращение рабочего вала осуществляется от гидротурбины. Нагретый металл пропускают в заливочный конус. Подвергаясь воздействию центробежной силы, он заполняет кокиль. Самобалансирование кокиля при заливке обеспечивается центрирующим устройством, гасящим кинетическую энергию горизонтальных колебанийкокиля.Недостатками такой конструкции является то, что она не обеспечивает поддержания оптимального температурного режима в зоне формообразования и термообработки заливаемого изделия, так как нагревательное устройство находится вне ее, кроме того, отсутствуетсамосбалансирование кокиля при заливке ме 5 талла на рабочих оборотах в вертикальнойплоскости, что снижает надежность работыцентробежной машины.Целью изобретения является повышение качества изделий,10 Это достигается тем, что нагревательноеустройство расположено в зоне формообразования металла, а внутри заливаемого изделия,установленного в полой форме, расположенасистема охлаждения, выполненная в виде фор 15 сунок, укрепленных на штоке подъемного устройстваа.На чертеже схематически изображена вертикальная центробежная машина, разрез.Машина включает в себя полый вал 1 с ко 20 ническим венцом 2, привод 3, укрепленный настанине 4, Форма 5 с коническим хвостиком 6установлена в венце 2, выполненном с обратным конусом 7; внутри формы 5 расположенозаливаемое изделие 8 (например, коллектор25 электрической машины), зажатое между центрирующими шайбами 9. На дне формы 5 помещена навеска металла 10. Форма 5 сцентрирована и поджата к обратному конусу 7 венца2 через шайбы и изделие 8 центром 11, укреп 30 ленным на штоке 12 упругого устройства, выполненного, например, в виде пневмоцилиндра 13, установленного на крышке 14 кожуха 15. Система охлаждения состоит из форсунок 16, укрепленных на внутреннем штоке 17, наружного штока 18 силового цилиндра 19 телескопического типа. Форма 5 установлена в нагревательном устройстве, выполненном, например, в видеиндуктора 20, укрепленного на кронштейне 21 вне кожуха 15. Внутри кожуха 15 закреплено тормозное устройство 22 на штоке 23 кронштейна 24. Для контроля и регулирования температурного режима установка снабжена термодатчиком 25.Машина работает следующим образом.В венец 2 устанавливают форму 5 с помещенной в нее навеской заливаемого металла 10. Изделие 8 устанавливают в форму 5 и через шайбы 9 зажимают центром 11 штока 12 пневмоцилиндра 13. Включают нндуктор 20, нагревают металл 10 до его расплавления, Включают привод 3 центробежной машины и передают форме 5 вращательное движение. Расплавленный металл 10 под действием центробежных снл заполняет пазы изделия 8, нагрев прекращают и подают сигнал на подъем внутреннего штока 17 системы охлаждения, Через форсунки 16 на внутреннюю поверхность полого изделия 8 подают хладагент, например сжатый всздух. По окончании процесса направленной кристаллизации металла в изделии 8 хладагент отключают. При температуре закалки изделия 8 вновь подают хладагент, например воду, на внутреннюю его поверхность.По окончании термообработки прекращают подачу хладагента, отключают привод 3 и для быстрого останова включают тормозное устройство 22. После полной остановки вала 1 открывают крышку 14 кожуха 15, выпрессо вывают изделие 8 вместе с шайбами 9 из формы 5 наружным штоком 18 телескопического цилиндра 19, шайбы 9 снимают, и литое изделие 8 подвергают дальнейшей механической обработке,15Предмет изобретенияВертикальная центробежная машина, включающая станину, форму, установленную,в вен це вала привода, механизм центрирования,тормозное устройство и механизм распрессовки формы, отличающаяся тем, что, с целью получения качественных армированных изделий, она снабжена нагревательным уст ройством, размещенным в зоне формообразования металла, и системой охлаждения, выполненной в виде форсунок, закрепленных на штоке подъемного устройства, и расположенной в валу привода, выполненном полым.Изд2114 осударственного по делам из 035, Москва, К
Заявка
ПРЕДПРИЯТИЕ ПЯ М-5374
СВИНОВ АЛЕКСЕЙ КАПИТОНОВИЧ, КАЛУГИН БОРИС НИКИТОВИЧ, ПЕРЕЛЬМАН ВАЛЕНТИН ЛАЗАРЕВИЧ, ЛЕПИЛОВ НИКОЛАЙ ЯКОВЛЕВИЧ, АРОНШТАМ ЛЕВ ИЗРАИЛЕВИЧ, СТОЛБОВ АЛЕКСАНДР ФЕДОРОВИЧ, СЛОНИМСКИЙ АЛЕКСАНДР БОРИСОВИЧ, РЫВКИН ЕВГЕНИЙ ЛЬВОВИЧ, БЕСКОРОВАЙНЫЙ АЛЕКСАНДР ВАСИЛЬЕВИЧ, ВОЛК БОРИС ЗАХАРОВИЧ
МПК / Метки
Код ссылки
Устройство для заливки металла в формы при фасонном центробежном литье на машинах с вертикальной осью вращения

Номер патента: 942872
. контейнера оплавляется и приходит в негодность.Цель изобретения — экономия металла и улучшение эксплуатационныххарактеристик металлоприемника.Поставленная цель достигается тем,что устройство, содержащее контейнери центральный металлоприемник с выходными отверстиями, снабжено стойкой, на которой установлен металлоприемник, выполненный в виде усеченной пирамиды, с количеством граней,равным количеству выходных отверстийи с углом наклона граней к вертикальоной оси 7-12,На фиг.1 представлено устройство,общий вид; на фиг.2 — то же, видсверху.Иеталлоприемник выполнен из двухчастей: верхней 1 и нижней 2, Верхняя часть 1 по внутренней поверхности представляет собой усеченнуюпирамиду с количеством, граней, соответствующим количеству.
Литниковая система для заливки металла в форму

Номер патента: 115730
. металла в форму, расположенную на центрооежнои машине с вертикальной осью вращения, применяют литниковые системы. Однако известные литниковые системы не исключают возможности разбрызгивания металла в литнике и форме,Для устранения указанного недостатка и осуществления сифонной подачи металла в форму применяют литник, выполненный в виде рожкообразной литниковой чаши с радиальным стояком и кольцевым шлакоуловителем, и располагают его в кессоне, установленном над формой заливаемой детали.На чертеже изображена схема предлагаемой литниковой системьЛитник выполнен в виде рожкообразной чаши 1 с радиальным стояком и кольцевым шлакоуловителем 2 и располагается в кессоне (опоке) 3, укрепленном над формой 4 отливаемой детали.В зависимости от.
Способ изготовления бетонных и т п полых цилиндрической формы изделий

Номер патента: 128351
. изделия и уплотнения стенок изделия вибрированием совместно с действием центробежной силы.Настоящее изобретение является развитием изобретения по упомянутому авторскому свидетельству и сущность его заключается в том, что для ооеспечения самоцентрирования виброуплотняющего элемечта в полости формы и получения изделия со стенками одинаковой толщины, уплотняющему элементу придают относительную к скорости вращения формы положительную или отрицательную угловую скорость вращения элемента,Направление относительной скорости не влияет на принцип само- центрирования, поэтому устройства для осуществления самоцентрирования могут быть построены или торможением внешнего цилиндра вибропротяжки относительно формы с бетонной смесью, или путем.
Способ изготовления бетонных и тому подобных полых, цилиндрической формы изделий

Номер патента: 109758
. приспособленная сушествления описываемого способ; 3 фиг. 1) — то жс, и с вертиклыюй пГр 1 утй; на фиг.3 — к 1)11 ст Р и 1,1 51 в 110 Р 3 ОР 1.ВО Вря И 1101 цмк)С 51 Ориз 01 я;ьную цп грифугу 1 или вертикял- ную цсприфугу 2, в которую уло- ЖЕН О 1″.011Д)151 фО).10 В)Н 1 Я ПОЛОГО изде 1 Р 51 1,и.1 и 51 ричск)н рор мы, через О) к,)ытый тг 1 4 вво;1 ят вибратор , р 11:гпк 1 ы ня жесткой 11 Тянас б, 1 рс)И 13111 ИС 51 в,11),ь продолып)й осн рабан итрифугр при пг)п 1 ци 1 ривода 7.Вио)11 р 3, спдсль 1) показанный на фг. 3, состоит из собственно вибратор , ко прый рясполо)кен внутри цилидрическог) корпуса 9 с возмож)пн.тью св)б 1,1 ного вр 1 ц- ния сго 1 0 и гс 1 ьно вибряторя , для чего последий расположс в корпусе ня подшипниках.
Устройство для контроля формы изделий

Номер патента: 152066
. обладающего стабильным и длительно сохраняющимся зарядом, происходит измерение по определенному закону величины потенциала фиктивного безразмерного поля, которое возникло бы, если бы на электрод 1 был задан положительный единичный безразмерный фиктивный потенциал, а электрод-изделие Б был заземлен. По такому же закону происходит изменение наведенного на электроде 1 заряда. При протекании в цепи электрода 1 наведенного тока, обусловленного достаточно большой скоростью вращения изделия б, с нагрузочного сопротивления 3 снимается напряжение, создаваемое наведенным током, которое подается на вход осциллографа 4. На экране б осциллографа 4, развертка которого син152066 Предмет изобретения Устройство для контроля формы изделий при их.
Вертикальная центробежная литейная машина (ЦЛМ)

Вертикальная шпиндельная центробежная литейная машина (ЦЛМ)
Литейные машины с вертикальной осью вращения изложницы.
Применяются, как правило, для изготовления относительно коротких(невысоких) цилиндрических и фасонных заготовок большого диаметра из черных, цветных металлов и их сплавов.
Получаемые отливки отличаются повышенной точностью размеров и механическими свойствами литого металла, в них отсутствуют такие дефекты как рыхлота, пористость, газовые раковины, разностенность.
При этом значительные технико-экономические преимущества центробежного литья на данных типах ЦЛМ перед ковкой и литьем в песчано-глинистые, и неподвижные металлические формы, достигаются вследствие экономии металла, электроэнергии, трудозатрат, сокращения капиталовложений и продолжительности производственного цикла.
ООО «МЕХАНИКА» изготовит вертикальные ЦЛМ в соответствии с техническим заданием Заказчика.
Для подбора модели необходимо сообщить параметры отливки.
Условное обозначение:
Обозначение шпиндельной центробежной литейной машины вертикального исполнения состоит из сокращенного наименования ЦЛМ — Центробежная Литейная Машина, цифр, обозначающих номинальный наружный диаметр, получаемой отливки в миллиметрах и в скобках указывается исполнение машины.
Пример:
ЦЛМ 300(В) — шпиндельная центробежная литейная машина вертикального исполнения с номинальным наружным диаметром получаемых отливок 300 мм.
Выпускаемые ООО «Механика» вертикальные ЦЛМ бывают следующих типоразмеров: ЦЛМ150(В); ЦЛМ 250(В); ЦЛМ 300(В); ЦЛМ 450(В); ЦЛМ 600(В); ЦЛМ 650(В); ЦЛМ 800(В); ЦЛМ 1000(В); ЦЛМ 1500(В); ЦЛМ 2000(В).
Технические характеристики ЦЛМ(В)
Параметр
1500(В)
Размеры получаемой отливки: