Листопередающие и приемно-выводные устройства , страница 2
Кроме радиального, производится также осевое фиксирование кареток во время листопередачи. Осевое фиксирование производится посредством двух закрепленных на каретке щек и зуба, установленного на валу транспортера. При входе кареток на участок фиксирования зуб входит в паз между щеками, устанавливая каретку в осевом направлении.
11.1.2 Передаточные цилиндры
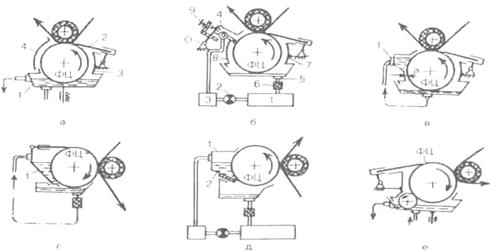
Схемы печатных машин с листопередаточными цилиндрами приведены на рис. 11.1, в, г. Схемы отличаются друг от друга числом и диаметрами цилиндров. Машины, предназначенные для односторонней печати, имеют нечетное, для двухсторонней без переворачивающего устройства – четное число передаточных цилиндров.
На схеме в(рис. 11.1) диаметры передаточных цилиндров 1 равны диаметрам цилиндров печатного аппарата 2. Передачу листа между секциями производят три цилиндра.
Схема на рис. 11.1, г отличается от предыдущей тем, что печатные 2 и передаточные 1 цилиндры имеют равные диаметры, вдвое превышающие диаметры формных и офсетных цилиндров 3. Между секциями установлено по одному цилиндру.
Передаточные цилиндры для облегчения конструкции выполняют обычно из набора узких дисков, закрепляемых на валу. Их иногда обтягивают тонкими металлическими листами, поддерживающими оттиск. Чтобы оттиски не соприкасались с поверхностью передаточного цилиндра свежеотпечатанной стороной, применяют противоотмарочные средства: вместо металлических листов для поддержки оттисков ставят стержни с нанизанными фторопластовыми роликами; по поверхности обтягивающих листов натягивают переставные проволочные спирали; обтягивают цилиндр специальной покрышкой, поверхность которой покрыта микроскопическими стеклянными зернами (до 8000 штук на 1 ).
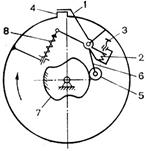
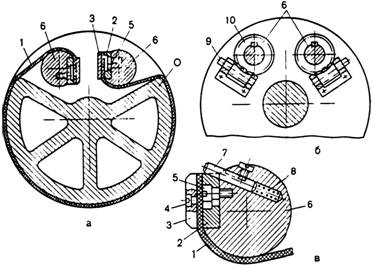
На передаточном цилиндре (рис. 11.4) устанавливают захваты 1 с индивидуальными пружинами 2 и винтами 3 для регулировки моментов начала зажима и освобождения захватами листа, а также усилия прижима захвата к стойке 4. Когда ролик 5 рычага 6, закрепленного на валу О захватов с торца цилиндра, набегает на выемку кулачка 7, захваты открываются. В период прохождения роликом участка кулачка с максимальным радиусом захваты закрыты. Пружина 8 служит для силового замыкания кулачковой пары.
Рисунок 11.4 – Схема передаточного цилиндра
Для предотвращения проскальзывания листов в захватах рабочая поверхность стоек 4 снабжается насечкой, покрывается слоем зернистого износостойкого материала (например, алмазным порошком, карбидами вольфрама, тантала, титана) или обрабатывается фотохимическим способом для образования шероховатости.
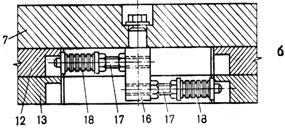
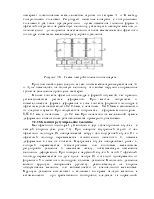
Передаточные цилиндры соединяются между собой зубчатыми колесами. В пределах бокового зазора между зубьями в зацеплении возможно относительное смещение цилиндров, что приведет к несовмещению красок на оттиске. Для сокращения боковых зазоров применяют передачи с подпружиненными зубчатыми колесами (рис. 11.5). Печатные цилиндры 1, 5 связаны с передаточными цилиндрами 2, 3, 4 зубчатыми колесами 6-10, жестко установленными на валах. На среднем передаточном цилиндре 3 также жестко закреплено на валу дополнительное зубчатое колесо 11, а на передаточных цилиндрах, расположенных у печатных цилиндров, установлено по два подпружиненных зубчатых колеса 12, 13 и 14, 15. Каждое из подпружиненных колес упруго связано с передаточным цилиндром. Связь колес 7, 12, 13 осуществляется через палец 16, закрепленный на шестерне 7 (рис. 11.5, б), штоки 17 и батареи тарельчатых пружин 18, упирающихся в торцевые поверхности пазов подпружиненных зубчатых колес 12 и 13. Выборка боковых зазоров производится путем смещения подпружиненных зубчатых колес 12 и 13 под действием пружин, как показано на рис. 11.5, в.
АлтГТУ 419
АлтГУ 113
АмПГУ 296
АГТУ 267
БИТТУ 794
БГТУ «Военмех» 1191
БГМУ 172
БГТУ 603
БГУ 155
БГУИР 391
БелГУТ 4908
БГЭУ 963
БНТУ 1070
БТЭУ ПК 689
БрГУ 179
ВНТУ 120
ВГУЭС 426
ВлГУ 645
ВМедА 611
ВолгГТУ 235
ВНУ им. Даля 166
ВЗФЭИ 245
ВятГСХА 101
ВятГГУ 139
ВятГУ 559
ГГДСК 171
ГомГМК 501
ГГМУ 1966
ГГТУ им. Сухого 4467
ГГУ им. Скорины 1590
ГМА им. Макарова 299
ДГПУ 159
ДальГАУ 279
ДВГГУ 134
ДВГМУ 408
ДВГТУ 936
ДВГУПС 305
ДВФУ 949
ДонГТУ 498
ДИТМ МНТУ 109
ИвГМА 488
ИГХТУ 131
ИжГТУ 145
КемГППК 171
КемГУ 508
КГМТУ 270
КировАТ 147
КГКСЭП 407
КГТА им. Дегтярева 174
КнАГТУ 2910
КрасГАУ 345
КрасГМУ 629
КГПУ им. Астафьева 133
КГТУ (СФУ) 567
КГТЭИ (СФУ) 112
КПК №2 177
КубГТУ 138
КубГУ 109
КузГПА 182
КузГТУ 789
МГТУ им. Носова 369
МГЭУ им. Сахарова 232
МГЭК 249
МГПУ 165
МАИ 144
МАДИ 151
МГИУ 1179
МГОУ 121
МГСУ 331
МГУ 273
МГУКИ 101
МГУПИ 225
МГУПС (МИИТ) 637
МГУТУ 122
МТУСИ 179
ХАИ 656
ТПУ 455
НИУ МЭИ 640
НМСУ «Горный» 1701
ХПИ 1534
НТУУ «КПИ» 213
НУК им. Макарова 543
НВ 1001
НГАВТ 362
НГАУ 411
НГАСУ 817
НГМУ 665
НГПУ 214
НГТУ 4610
НГУ 1993
НГУЭУ 499
НИИ 201
ОмГТУ 302
ОмГУПС 230
СПбПК №4 115
ПГУПС 2489
ПГПУ им. Короленко 296
ПНТУ им. Кондратюка 120
РАНХиГС 190
РОАТ МИИТ 608
РТА 245
РГГМУ 117
РГПУ им. Герцена 123
РГППУ 142
РГСУ 162
«МАТИ» — РГТУ 121
РГУНиГ 260
РЭУ им. Плеханова 123
РГАТУ им. Соловьёва 219
РязГМУ 125
РГРТУ 666
СамГТУ 131
СПбГАСУ 315
ИНЖЭКОН 328
СПбГИПСР 136
СПбГЛТУ им. Кирова 227
СПбГМТУ 143
СПбГПМУ 146
СПбГПУ 1599
СПбГТИ (ТУ) 293
СПбГТУРП 236
СПбГУ 578
ГУАП 524
СПбГУНиПТ 291
СПбГУПТД 438
СПбГУСЭ 226
СПбГУТ 194
СПГУТД 151
СПбГУЭФ 145
СПбГЭТУ «ЛЭТИ» 379
ПИМаш 247
НИУ ИТМО 531
СГТУ им. Гагарина 114
СахГУ 278
СЗТУ 484
СибАГС 249
СибГАУ 462
СибГИУ 1654
СибГТУ 946
СГУПС 1473
СибГУТИ 2083
СибУПК 377
СФУ 2424
СНАУ 567
СумГУ 768
ТРТУ 149
ТОГУ 551
ТГЭУ 325
ТГУ (Томск) 276
ТГПУ 181
ТулГУ 553
УкрГАЖТ 234
УлГТУ 536
УИПКПРО 123
УрГПУ 195
УГТУ-УПИ 758
УГНТУ 570
УГТУ 134
ХГАЭП 138
ХГАФК 110
ХНАГХ 407
ХНУВД 512
ХНУ им. Каразина 305
ХНУРЭ 325
ХНЭУ 495
ЦПУ 157
ЧитГУ 220
ЮУрГУ 309
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Печатные устройства
Страницы работы
Содержание работы
7 Печатные устройства
Назначение и состав печатных устройств в листовых ротационных машинах те же, что и в рулонных, схемы построения печатных аппаратов у обеих групп машин аналогичны. Исключение составляют печатные аппараты глубокой печати, которые состоят только из печатного и формного цилиндров равного диаметра.
7.1 Цилиндры печатного аппарата, механизмы для крепления декеля и формы и механизмы приводки
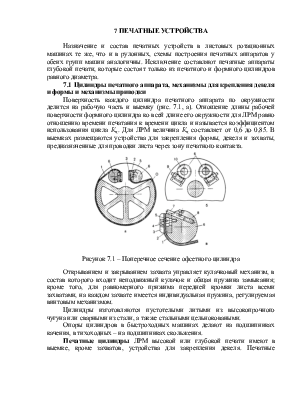
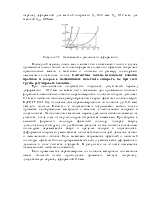
Поверхность каждого цилиндра печатного аппарата по окружности делится на рабочую часть и выемку (рис. 7.1, а). Отношение длины рабочей поверхности формного цилиндра ко всей длине его окружности для ЛРМ равно отношению времени печатания к времени цикла и называется коэффициентом использования цикла Кц. Для ЛРМ величина Кц составляет от 0,6 до 0,85. В выемках размещаются устройства для закрепления формы, декеля и захваты, предназначенные для проводки листа через зону печатного контакта.
Открыванием и закрыванием захвата управляет кулачковый механизм, в состав которого входит неподвижный кулачок и общая пружина замыкания; кроме того, для равномерного прижима передней кромки листа всеми захватами, на каждом захвате имеется индивидуальная пружина, регулируемая винтовым механизмом.
Цилиндры изготовляются пустотелыми литыми из высокопрочного чугуна или сварными из стали, а также стальными цельноковаными.
Опоры цилиндров в быстроходных машинах делают на подшипниках качения, в тихоходных – на подшипниках скольжения.
Печатные цилиндры ЛРМ высокой или глубокой печати имеют в выемке, кроме захватов, устройства для закрепления декеля. Печатные цилиндры офсетных машин декелем не обтягиваются, поэтому в их выемке устанавливают только захваты.
Офсетные цилиндры обтягивают покрышкой, которая может состоять из одной или двух резинотканевых пластин или резинотканевых пластины и подложки. В печатных 4–цилиндровых аппаратах для двухсторонней печати на офсетных цилиндрах размещаются также захваты, так как печатные цилиндры в этих аппаратах отсутствуют и лист проводится через зону печатного контакта офсетными цилиндрами. Офсетную пластину 1 (рис. 7.1, а, в) перед установкой обрезают по размеру и закрепляют вне машины между планками 2, 3 винтами 4. Затем планки вместе с пластиной надевают специальными отверстиями на винты 5 валиков 6, расположенных в выемках офсетного цилиндра О. Штифты 7 под действием пружины 8 входят в пазы планки 2. Вращая ключом червяки 9 (рис. 7.1, б), расположенные на торцах офсетного цилиндра, через червячные колеса 10, жестко связанные с валиками 6, наматывают на валики офсетную пластину и, натягивая ее, плотно прижимают к поверхности цилиндра. Так как новая офсетная пластина на цилиндре вытягивается, то после ее установки пропускается через машину под натиском 200-300 макулатурных листов; в результате покрышка спрессовывается, после чего машину останавливают и подтягивают покрышку.
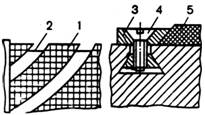
Формные цилиндры в ЛРМ могут быть, как и в рулонных машинах, стационарными или съемными и имеют устройства для крепления формы. В машинах высокой печати для крепления стереотипов 5 (рис. 7.2) на поверхности формного цилиндра прорезаны спиральные канавки 2 с сечением в форме ласточкина хвоста для фацетных зажимов 3 и винтами 4. Иногда вместо спиральных канавки делают кольцевыми.
Рисунок 7.2 – Схема крепления стереотипов на формном цилиндре
На поверхность формного цилиндра нанесена сетка 1 для контроля правильности установки стереотипов. Часто пластмассовые и резиновые стереотипы приклеивают на цилиндр или монтажные металлические пластины, а сами пластины закрепляют натяжными устройствами. Формы со стальной подложкой могут закрепляться магнитным устройством.
Перед установкой формы к ней крепят вне машины с двух противоположных сторон съемные пластинки 1, 2 (рис. 7.3, а), а оборотную сторону смазывают тонким слоем машинного масла. Если форма имеет меньшую толщину по сравнению с расчетной, то на ее оборотную сторону подклеивают листы бумаги. Затем форму отверстиями в планке 2 навешивают одной стороной на ползуны 3 и проворачивают цилиндр до тех пор, пока вторую сторону формы таким же образом не навесят на другую систему ползунов с противоположной стороны выемки. После этого винтами 4 регулируют натяжение формы на цилиндре. Чтобы планки до затяжки формы не соскользнули с ползунов, их придерживают подпружиненные замки 5.
Реферат: Узлы и механизмы полиграфического оборудования
Название: Узлы и механизмы полиграфического оборудования Раздел: Рефераты по журналистике Тип: реферат Добавлен 16:52:52 20 декабря 2010 Похожие работы Просмотров: 715 Комментариев: 7 Оценило: 1 человек Средний балл: 5 Оценка: неизвестно Скачать
ОБЩИЕ СВЕДЕНИЯ О ПОЛИГРАФИЧЕСКИХ МАШИНАХ И ИХ ЭЛЕКТРООБОРУДОВАНИИ
Назначение печатного оборудования заключается в выполнении технологического процесса печатания, т.е. в многократном пополнении оттисков путем нанесения краски на материал.
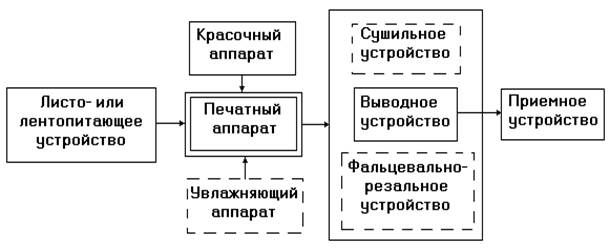
Рис 1.Структурная схема печатной машины
На схеме в прямоугольниках представлены основные узлы печатной машины. Штриховой линией обозначены те узлы, которые в некоторых видах машин могут отсутствовать (рис.1.)
Виды печатных машин
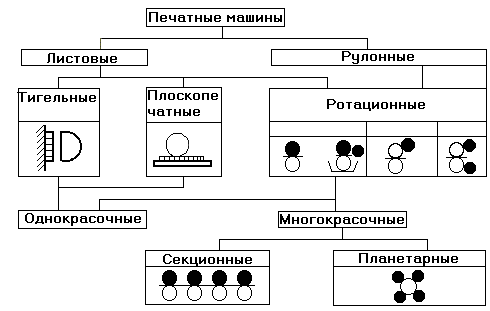
По виду обрабатываемого материала (ленты, разматываемой с рулона, или листов, подаваемых из стопы) машины называются соответственно рулонными и листовыми.
Следующий признак классификации — конфигурация формной и печатной поверхностей. Машины, в которых обе рабочие печатающие поверхности плоские, называют тигельными. Машины, в которых рабочая поверхность печатной формы плоская, а давящая поверхность цилиндрическая, называется плоскопечатными. Машины, в которых печатающие органы выполнены в виде цилиндров, называют ротационными (рис.2).
В зависимости от числа получаемых на оттиске в машине красок ее называют многокрасочной или однокрасочной.
Плоскопечатные и тигельные машины выполняются лишь в виде однокрасочных автоматов или полуавтоматов для обработки листовых материалов. Ротационные машины строятся исключительно в виде автоматов для печатания на листовых или ленточных материалах. При этом широкое распространение получили как однокрасочные, так и многокрасочные машины.
Многокрасочные машины, составленные из однотипных однокрасочных печатных секций, получили название секционных, а многокрасочные машины, содержащие один общий печатный цилиндр, вокруг которого установлены другие цилиндры, получили название планетарных. Плоскопечатные и тигельные машины строятся для высокого способа печати, а ротационные — для высокого, офсетного и глубокого способов печати. Ротационные машины строятся как односторонними, так и двухсторонними, в которых материал одновременно или последовательно запечатывается с двух сторон.
Рис. 1.2. Классификация печатных машин
Несмотря на кажущуюся простоту построения печатного аппарата тигельных и плоскопечатных машин, их невысокую производительность, исторический опыт их проектирования, накопленный десятилетиями, остается актуальным и полезным.
Тигельные печатные машины Печатный аппарат машин этого типа представляет собой две литые массивные детали, называемые талером и тиглем, каждый из которых имеет плоскую рабочую поверхность (рис.3).
Тигельные печатные машины в основном предназначены дня печатания малоформатной листовой однокрасочной продукции; многотиражных газет, бланков, пригласительных билетов, таблиц, а также малоформатной многокрасочной продукции при многократном их прогоне с заменой печатных форм.
Рис.3 Схема тигельного печатного аппарата
На неподвижном вертикально установленном талере 1 крепится форма Ф, а на подвижном тигле 2 — декель 3. Самонакладом или вручную лист 4 накладывается на тигель так, что он нижней кромкой опирается на нижние упоры 5. Выравнивание по боковому упору 5 производится толкателем 7. Красконакатные валики 6 проходят вдоль формы, нанося на поверхность печатающих элементов краску.
Тигельные машины строятся в виде автоматов и полуавтоматов. Автоматы оборудованы самонакладом и устройством для съема оттисков и выклада их на приемный стол.
Рассмотрим принцип работы плоскопечатной машины (рис.4). Массивный талер 1 совершает возвратно-поступательное перемещение вдоль машины. На талере устанавливаются печатная форма 2, которая при своем движении проходит под валиками красочного аппарата 3, где на нее наносится краска. Одновременно со стола 6 после равнения в захваты 5 печатного цилиндра 4 подается лист бумаги. В тот момент, когда талер с печатной формой подходит под печатный цилиндр с бумагой (рабочий ход), последний опускается, осуществляя натиск. Краска под давлением переходит на бумагу, и запечатанный лист передается в захваты цепного транспортера 7. В процессе движения листа по транспортеру краска на оттиске закрепляется, и лист попадает на стол Эти машины, как и тигельные, могут быть автоматами и полуавтоматами. По характеру движения печатного цилиндра плоскопечатное оборудование делится на однооборотное, двухоборотное, стоп-цилиндровое и реверсивное.
Рис.4. Схема плоскопечатной машины
Широкое распространение в свое время этих машин объясняется возможностью использования оригинальных форм набора и клише с высокой линиатурой растра (до 60 лин./см), а также удобством и простотой обслуживания печатного аппарата, не требующего высокой квалификации печатника, что компенсировало их основной недостаток — невысокую производительность, связанную с наличием холостого хода талера. Нередко плоскопечатные машины использовались для выполнения вспомогательных операций: тиснения, перфорирования, высечки.
Скорость работы полуавтоматов от 1,2 до 1,5 тыс. л.-отт. ч, автоматов — от 3 до 5,5 тыс. л.-отт. /ч.
Листовые ротационные машины
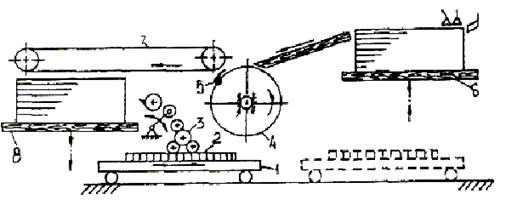
Построение ротационного печатного аппарата из одних цилиндров исключает необходимость их холостых ходов или неравномерного движения, как это происходит в плоскопечатных машинах. Это позволяет работать машине с высокой постоянной скоростью. Поэтому листовые ротационные машины строятся только в виде автоматов. Сначала эти машины строились только для высокой печати. В настоящее время они применяются для всех видов печати, но особенно широко -для печатания офсетным способом. Машины делаются одно-, двух — и четырехкрасочными. Могут изготавливаться машины, печатающие и большее число красок за один прогон. По числу запечатываемых за один прогон сторон листовые ротационные машины выпускаются как односторонними, так и двухсторонними. По формату принято делить листовые машины на малоформатные (менее 60×90 см),машины среднего формата (менее 84×108 см) и машины большого формата (84×108 см и более).На рис.5. приведена упрощенная схема листовой ротационной машины.
В листовых ротационных печатных машинах (ЛРПМ) применяются три основных типа печатных аппаратов: трехцилиндровые (однокрасочные), четырехцилиндровые (двухсторонние) и пятицилиндровые (двухкрасочные).
Самонаклад 1 подает листы по накладному столу 2 механизмом переднего и бокового равнения. Форгрейфер 3 подает выровненный лист в печатный аппарат, состоящий из трех цилиндров: печатного II, офсетного О и формного Ф. Механизм натиска позволяет включать и выключать давление в печатном аппарате путем перемещения офсетного цилиндра, опоры которого находятся в эксцентричных втулках. С помощью красочного аппарата К краска наносится на поверхность печатающих элементов.
Увлажнение формы происходит с помощью увлажняющего аппарата У. Увлажнение формы необходимо для предохранения пробельных элементов от взаимодействия с краской. Из захватов печатного цилиндра оттиска цепным транспортером 4 выводится на стол приемного устройства 5.
В настоящее время разработано большое количество принципиальных схем построения листовых ротационных машин
Многокрасочные ЛРПМ различают по следующим признакам.
Машины, построенные по принципу последовательного наложения красок на запечатываемую поверхность.
Машины, построенные по принципу наложения на запечатываемую поверхность сборного многокрасочного изображения.
Наложение красок в последовательном порядке осуществляется:
многократным прогоном оттиска через однокрасочную машину;
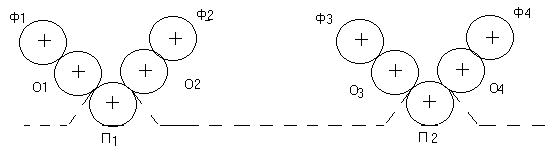
— с помощью комбинированного устройства с одним печатным цилиндром (рис.6:а, б);
— агрегатированием нескольких однотипных одно- или двухкрасочных печатных секций (рис.6:в).
Рис.6. Схемы построения многокрасочных листовых ротационных машин
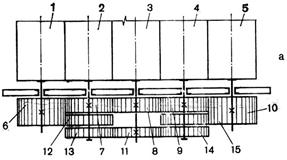
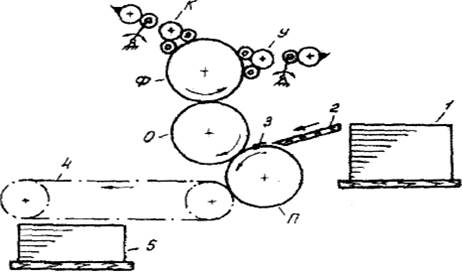
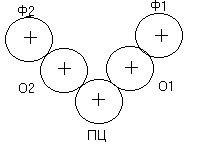
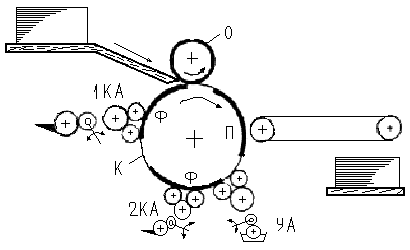
Пример печатного устройства машины для печатания многокрасочного сборного изображения, работающего по принципу орловской печати, представлен на рис.7.
Рис.7. Схема двухкрасочной машины с одним сборным офсетным цилиндром
Накатные валики красочных аппаратов 1КА и 2КА и увлажняющего аппарата УА автоматически отводятся от цилиндра К при каждом его обороте. При этом увлажняющие валики отводятся только один раз, когда мимо них проходят поверхность П, а красочные валики – два раза, при прохождении печатной и одной из формных поверхностей.
Широкое распространение получили четырехкрасочные машины со сборными цилиндрами. Эти машины обеспечивают исключительно высокую точность совмещения красок и надежную защиту оттисков от подделки, вследствие чего они применяются для печатания ценных бумаг.
Скорость работы листовых ротационных печатных машин находится в пределах от 7 до 15 тыс. л.-отт. / ч.
Рулонные ротационные печатные машины.
Рулонные ротационные печатные машины (РРПМ) являются самым производительным и перспективным видом печатного оборудования вследствие непрерывной подачи запечатываемого материала в виде ленты.
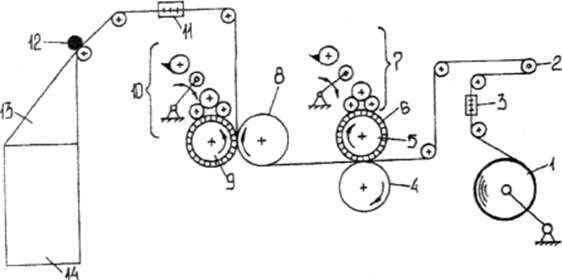
На рис.8. изображена схема рулонной ротационной машины высокой печати Лента разматывается с рулона 1, огибает направляющие валики и амортизационный валик 2, служащий для натяжения бумажного полотна. Для снятия частичек, пыли с бумаги применяется пылеотсасывающее устройство 3. Далее лента проходит через печатные секции: сначала между формным цилиндром 5, на котором закреплена печатная форма 6, и печатным цилиндром 4, запечатываясь с одной стороны. Краска на формный цилиндр наносится с помощью красочного аппарата 7. Затем, проходя между цилиндрами 8 и 9, лента запечатывается с оборота. Краска на формный машины высока, то цилиндр 9 поступает из красочного аппарата 10. Так как скорость возможно отматывание краски при запечатывании ленты. С целью закрепления краски на ленте используются сушильные устройства 11 (воздуходувные, газопламенные, высокочастотные). Отпечатанная лента поступает в фалъцевалъно-резальное устройство 14. На воронке 13 этого устройства запечатанная лента фальцуется в продольном направлении, затем, уже сложенная вдвое, разрезается в поперечном направлении и еще раз фальцуется. При необходимости лента может быть разрезана в продольном направлении дисковым ножом 12.
Рис.8. Схема рулонной ротационной машины
Недостаток этих машин – большие габариты, пылимость бумаги и краски, колебания натяжения бумажной ленты, высокий уровень шума, особенно фальцевальных аппаратов. В современных газетных агрегатах частота вращения цилиндров достигает 40-45 тыс. об./ч, а скорость ленты – 10-15 м/с.
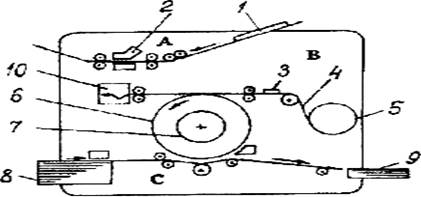
Использование современной цифровой электроники позволило фирме «РИЗО» (Японии) создать такие трафаретные машины, получившие название «ризографы», в которых процессы подготовки формы и печати объединены, что дает возможность получить первый оттиск через 20 секунд после установки оригинала. На рис.9. приведена схема ризографа. Копируемый оригинал 1помещается на встроенный сканер 2. Считываемая сканером информация преобразуется в цифровую форму и передается в устройство управления термоголовкой. Термоголовка 3 прожигает мельчайшие отверстия в многослойной мастер-пленке 4 в точном соответствии с оригиналом. Пленка автоматически сматывается с кассеты 5 и отрезается на необходимую длину.
Подготовленная рабочая матрица (мастер) автоматически натягивается на печатный цилиндр 6, внутрь которого вставлена туба 7 с краской, которая выдавливается через отверстия матрицы. Листоподающее устройство 8 обеспечивает проводку бумаги в зону печатного контакта, после чего готовый оттиск попадает на приемное устройство 9. Отработанные матрицы собираются в специальном приемнике 10, после чего утилизируются. Для получения многокрасочного оттиска необходимо изготовить соответствующую цвету рабочую матрицу и сменить печатный цилиндр. Ризограф может печать 60-130 копий в минуту. Ризография восполняет пробел между ксерографией и офсетной печатью. Единичный документ можно изготовить с помощью лазерного принтера.
Рис.9. Схема ризографа
А — сканирование оригинала; В — изготовление мастера; С – печать
Тираж в пределах 100 экземпляров можно получить с помощью ксерокса, а более 5000 экземпляров — офсетной печати. Ризограф блестяще справляется с тиражами до 4000 экземпляров.
Цифровая печать — хорошее дополнение к традиционной печати. Цифровые печатные машины построены на основе объединения принципов офсетной печати и ксерографии с использованием специальной жидкой электрокраски. Необходимая информация поступает в машину непосредственно от компьютера.
Управление печатными машинами.
В мире современной электроники одним из направлений, которое неуклонно развивается «вширь и вглубь», является связь. Причем доля беспроводной связи и управления стремительно растет буквально не по дням, а по часам. Существует множество способов управления машиной дистанционно: проводное, управление с использованием инфракрасного канала, радиоканала, ультразвукового, лазерного.
Проводная связь отличается довольно высокой помехозащищенностью, стабильностью быстродействием, дешевезной управления но имеет недостатки которые отсутствуют у беспроводной связи – наличие проводов связывающих объект управления с пультом управления, это в свою очередь порождает ряд других недостатков: необходимость прокладки проводов, вероятность повреждения проводов управления что повлечет массовый брак в процессе производства или порче дорогостоящего оборудования, расстраивания сложного технологического процесса.Беспроводная связь освобождена от тех недостатков, но отличается довольно сложной реализацией и стоимостью.
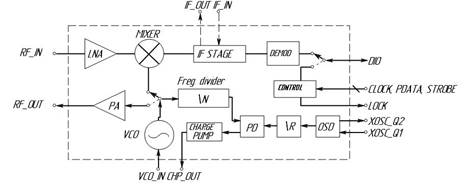
Наиболее простое решение построение беспроводного радиоканала, наверное, выглядит так: приемник, передатчик, модулятор, демодулятор, поместить все в один корпус – и все. Именно ток и поступил Chipcon, когда выпустил свои самые первые микросхемы СС400 и СС900. По сути, эти микросхемы абсолютно идентичны, единственное отличие микросхем – их рабочий диапазон: для СС400 – это диапазон 400 МГц, а для СС900 – 900 МГц. Блок схема СС400 приведена на (рис1). В режиме приема, микросхема работает как обычный гетеродинный приемник. Принимаемый на радиочастотном входе (RF_IN) сигнал, усиливается малошумящим усилителем (LNA), а затем мультиплексором переносится на промежуточную частоту. На этой частоте фильтруется, демодулируется и дальше выделяется полезный сигнал. В режиме передачи все еще проще: генератор, модулятор, выходной фильтр – и через антенну в эфир. Микросхемы СС400 и СС900 имеют следующие характеристики:
Рис.1. Блок схема микросхемы серии СС400
· одночиповый радиочастотный премопередатчик
· диапазон частот 300-500 МГц
· высокая чувствительность по выходу
· программирование выходной мощности
· требуется малое количество внешних компонентов
· скорость передачи данных до 9,6 Кбит/сек
· программируемый шаг частоты 250 Гц, что позволяет производить коррекцию частоты при ее температурном смещении
Микросхемы выпускаются очень давно, поэтому для них есть существенное количество наработок и примеров использования.
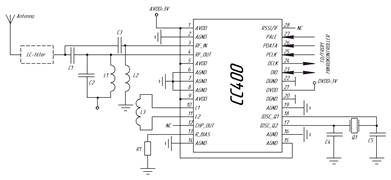
Почему более-менее, да потому, что в огромной полосе, в которой работает СС400 согласовать на 50 Ом физически не возможно, но приблизить на высшей или низшей частоте диапазона вполне реально.
Рис.2. Принципиальная схема включения микросхемы серии СС400
А дальше нужно просто менять значения емкостей и индуктивностей в настроечных цепях. Управляется микросхема с помощью простейшего 8- разрядного микроконтроллера по последовательному
Красочный аппарат – часть печатной машины, служащая для нанесения на форму краски, необходимой для получения оттиска. Увлажняющий аппарат – часть машины плоской печати, предназначенная для нанесения на форму увлажняющего раствора с целью усиления контрастности гидрофобных свойств печатающих элементов и гидрофильных свойств пробельных элементов формы. В многокрасочной печатной машине увлажняющий аппарат последней секции может быть использован и в качестве лакировального.
Красочный и увлажняющий аппараты располагаются вплотную к форме, а в ротационных машинах входят в состав печатных секций.
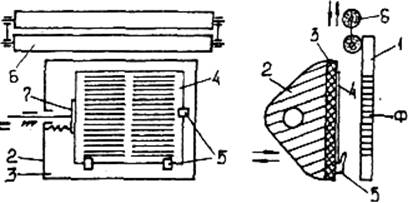
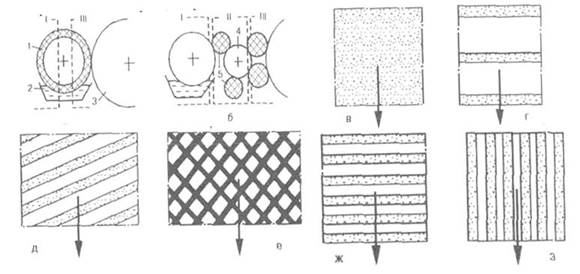
На рис1. а изображена упрощенная структурно-принципиальная схема красочного аппарата контактного типа, в котором краска или влага передается на форму с помощью давления. Валик 1 выводит из резервуара 2 краску или влагу и наносит ее на форму 3, выполняя функции подающей I и накатной III групп. В красочных аппаратах машин глубокой печати валик 1 чаще всего отсутствует. В состав раскатной группы II (рис1,6) входят один или несколько жестких цилиндров 4 и эластичных валиков 5.
Рис 1. Упрощенные структурно-принципиальные схемы
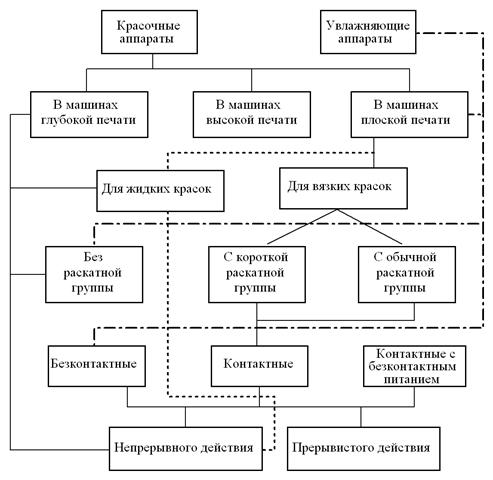
Красочные и увлажняющие аппараты (рис.2) классифицируют по следующим признакам: 1) по области применения, в зависимости от способа печати 2) по степени вязкости краски 3) по степени развитости аппарата, т.е. по наличию или отсутствию раскатной группы; 4) по наличию или отсутствию контакта вращающихся элементов аппарата между собой и с формой: 5) по наличию или отсутствию перерывов в подаче краски или влаги из резервуара в течение одного цикла Работы машины (или аппарата).
Красочные аппараты можно классифицировать по всем пяти признакам, увлажняющие – по третьему, четвертому и пятому. Область применения увлажняющих аппаратов – только машины плоской печати, в том числе и офсетные, и работающие по способу прямой плоской печати – на это в схеме указывает горизонтальная линия со стрелкой, проведенная на уровне обозначений 1-го признака и относящаяся к увлажняющим аппаратам.
В красочных аппаратах машин глубокой печати используются только жидкие краски, раскатной группы эти аппараты не имеют – на это в схеме указывают горизонтальные линии со стрелками, проведенные на уровнях 2-го и 3-го признаков. В машинах высокой и плоской печати традиционно используются вязкие краски, но с середины 80-х годов нашего века появились рулонные машины для печатания издательской продукции способами высокой (флексографской) и плоской офсетной печати с красочными аппаратами для жидких красок, построенными несколько по-другому, чем красочные аппараты в машинах глубокой печати. Такие аппараты в технической и научной литературе названы «короткими», так как раскатная группа в них или отсутствует, или весьма мала.
Все аппараты для вязких красок имеют более или менее развитую раскатную группу, передают краску на форму контактным способом, а питание краской в них может происходить контактным или бесконтактным способом; при контактном питании аппараты действуют прерывисто, при бесконтактном – непрерывно.
Красочные аппараты для жидких красок не имеют раскатной группы, могут быть бесконтактными, контактными и контактными с бесконтактным питанием; все они – непрерывного действия.
Рис. 1.31 Обобщенная классификационная схема красочных и увлажняющих аппаратов
Красочные и увлажняющие аппараты должны отвечать следующим требованиям: 1) равномерно и стабильно наносить необходимое количество краски или влаги на всю форму целиком или на отдельные ее участки: 2) бесступенчато регулировать количество подаваемой краски или влаги на всю форму целиком или на отдельные ее участки; 3) достаточно быстро и чувствительно реагировать на воздействие регулировочных устройств; 4) быстро стабилизировать нанесение краски или влаги на форму после пуска машины или после регулирующего воздействия; 5) иметь автономный привод, работающий и при остановленной машине; 6) отключаться частично или полностью, вручную или автоматически – по сигналу блокирующих устройств; 7) быть простыми по конструкции, надежными в действии и удобными в обслуживании; 8) потреблять наименьшее возможное количество энергии.
Рис.2 Классификация красочных и увлажняющих аппаратов
Известны три способа подачи жидкой краски на форму: 1) погружением нижней части формного цилиндра в красочное корыто; 2) накатным валиком, частично погруженным в краску; 3) принудительной циркуляционной системой. В простейших аппаратах, применяемых и поныне, в основном в тихоходных машинах, используется первый способ: нижняя часть формного цилиндра ФЦ (рис.1, а) погружена в красочное корыто 1. С пробельных участков цилиндра краску удаляет ракельный нож 2, плотно прилегающий к цилиндру по всей длине его образующей. Чтобы краска не разбрызгивалась, применяют щитки 3 и 4. При смене цилиндра и во время перерывов в работе корыто опускают. Такие аппараты применяют преимущественно в листовых ротационных машинах. Краску можно заливать в корыто вручную или подавать специальной системой.
В рулонных ротационных машинах в основном применяют красочные аппараты с принудительной циркуляционной системой подачи краски непосредственно на форму: из бака 1 (рис.1, б) краска подается через вентиль 2 насосом 3 в коробку 4, снабженную распределительными перегородками и ребрами. Выходя из нее самотеком или под давлением, краска попадает на форму и заполняет все печатающие элементы. Излишек краски стекает в корыто и через сливную трубу 5 и фильтр 6 снова попадает в бак 1. Наиболее эффективна подача краски на форму под давлением. Чтобы пары летучего растворителя не отравляли воздух производственных помещений, корыто и зона разбрызгивания краски ограждаются щитками 7. 8. Положение коробки 4 относительно цилиндра устанавливается поворотом ее вокруг оси О и более тонко регулируется винтом 9. Краскоразбрызгивающее устройство размещают как можно ближе к зоне печатного контакта, с тем чтобы предотвратить подсыхание краски, остающейся в растровых ячейках формы после печатного контакта.
В некоторых аппаратах вместо набрызгивающей головки сбоку от формного цилиндра устанавливается ванна 1 (cx. в, г, д). Из ванны краска может вытекать через щель (сх. в) а= 0,1-0,15 мм. Применение ванны позволяет размещать формный цилиндр не только под печатным цилиндром, но и сбоку от него (сх. г, д). На сх. д щель отсутствует (а = 0), так как ракель 2 одновременно служит и дном ванны.
Красочные аппараты машин глубокой печати, предназначенных для печатания с пластинчатых форм, изготовляются по сх. е. Так как в этих машинах формный цилиндр имеет холостую часть поверхности, в выемке которой размещается устройство для затяжки формы, то во избежание удара о выступы цилиндра обрезиненный красочный валик и ракель периодически отводятся от последнего кулачковыми механизмами. Аппараты с одним погруженным в краску валиком, имеющим покрытую ворсистой тканью поверхность, используются иногда и в машинах, в которых формный цилиндр выемки не имеет. Ворс на валике мешает проникновению в растровые ячейки формы воздушных пузырьков, образующихся из-за вспенивания краски в быстроходных машинах, что вызывает «пятнистость» оттисков.
При погружении формного цилиндра в красочное корыто в краске оказывается не только форма, но и частично торцы цилиндра. Расположение ванны сбоку от формного цилиндра или использование накатного валика устраняет этот недостаток.
В современных машинах для уменьшения расхода летучих и легковоспламеняющихся растворителей краски и обеспечения удобных и безопасных условий работы применяют аппараты только закрытого типа с циркуляционной насосной системой подачи краски на форму или в красочное корыто. Достоинство этой системы заключается в том, что краска постоянно перемешивается и фильтруется, что обеспечивает и ее чистоту, и постоянство цвета, уменьшает износ формы и улучшает качество оттисков. Кроме того, при насосной подаче отпадает необходимость в частом пополнении корыта краской в процессе работы машины. При печатании малых и средних тиражей, когда возникает необходимость часто менять цвет краски и промывать для этого красочную систему, насос иногда выключают и краску в корыто заливают вручную. Сливную трубу при этом перекрывают.
В некоторых машинах на случай изменения направления вращения формных цилиндров в каждой секции имеется два ракельных устройства: рабочее и резервное. Чаще же весь красочный аппарат размещают на тележке формного цилиндра, которую вдвигают в печатную секцию так, чтобы положение ракеля соответствовало направлению вращения цилиндра.
Красочные аппараты, применяемые в рулонных ротационных машинах глубокой печати, иногда оснащаются устройствами для автоматического поддержания на заданном уровне вязкости краски и концентрации в ней пигмента с учетом изменения температуры краски при длительной работе машины и постепенного испарения из нее летучего растворителя. Применение этих устройств обеспечивает постоянство оптической плотности оттисков при печатании всего тиража, экономию краски, а также облегчает эксплуатацию машин.
Механизм натиска служит для включения, выключения и регулировки давления между цилиндрами печатного аппарата. Требования к механизму:
1) включение и выключение давления должно происходить безударно, регулировка должна осуществляться бесступенчато; 2) перемещения цилиндров должны происходить без перекоса; 3) необходимо обеспечить возможность как общей, так и раздельной регулировки давления с обеих сторон печатного аппарата; 4) оба положения – включенного и выключенного натиска — должны надежно фиксироваться; 5) управление механизмом должно производиться без физических усилий; 6) давление может включаться и выключаться только в периоды прохождения выемок через зоны контакта цилиндров; 7) при отсутствии листа на цилиндре или при неправильной подаче листа самонакладом давление должно автоматически выключаться.
Принцип работы механизма основан на взаимном относительном перемещении осей цилиндров путем установки их в поворотные эксцентричные втулки . Режим работы механизма характеризуется тем, что в действующей машине он включен постоянно, а выключается эпизодически от рукоятки, педали, кнопочной станции или автоматически по сигналу блокирующего устройства.
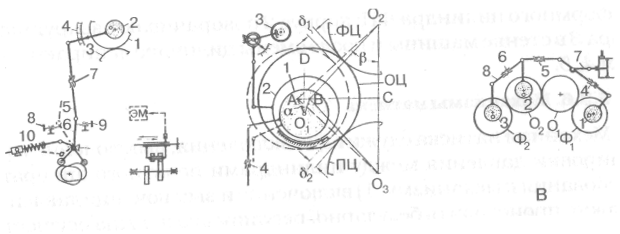
При установке подвижного цилиндра 1 в эксцентричные втулки 2 давление в паре цилиндров 1, 3 включается, выключается и регулируется с помощью этих втулок; отсчитывается давление по шкале 4. Поворот втулок 2 могут осуществлять спрямляющиеся рычаги 5, 6, связанные, например, с двухкулачковым приводом: один кулачок служит для включения, а другой – для выключения давления. Кулачки установлены в разных плоскостях и поочередно взаимодействуют с соответствующими роликами, которые перемещаются вдоль оси под действием электромагнита ЭМ. Кроме того, механизм со спрямляющимися рычагами может включать в себя винтовые пары 7 для монтажной регулировки давления и параллельности осей цилиндров путем изменения длины рычагов 5, ограничительные упоры 8, 9 и пружины 10, фиксирующие рычаги 6 в крайних положениях. В современных быстроходных машинах в состав механизма включают блок управления и привод для автоматического включения, выключения и технологической регулировки давления.
Технологическая регулировка давления должна выполняться при изменении толщины запечатываемого материала. При наличии декеля на печатном цилиндре значительное изменение толщины материала можно компенсировать изменением толщины декеля; поскольку в офсетных машинах декель на печатном цилиндре не применяют, технологическую регулировку давления в них выполняют путем смещения офсетного цилиндра относительно печатного, для чего ось офсетного цилиндра ОЦ помещают не в одну, а в две пары эксцентричных втулок 1, 2.
Втулки 1 от механического либо гидравлического привода перемещают ось цилиндра ОЦ одновременно по отношению к печатному ПЦ и формному ФЦ цилиндрам: в положении А ось находится при выключенном натиске и в положении В – при включенном; втулки 2 имеют ручной привод от маховичка 3 (в современных машинах –автоматический, от серводвигателя, пневмо- или гидроцилиндра) и регулируют давление между печатным и офсетным цилиндрами. Давление в паре ОЦ — ФЦ может регулироваться стяжными гайками 4 или при помощи дополнительных эксцентричных втулок, в которых устанавливают вал формного цилиндра.
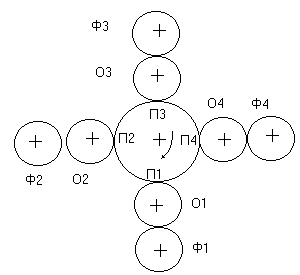
В офсетных машинах с четырехцилиндровыми печатными секциями давление регулируют в трех зонах: Ф1 ‑O1 , O1 –О2 , О2 –Ф2 (сх. в) поворотом втулок 1, 2, 3. В каждой зоне давление устанавливают индивидуально гайками 4, 5, 6 при неподвижном звене 7. Для того чтобы при регулировке давления в паре О1 –О2 гайкой 5 не нарушалось отрегулированное в зоне О2 –
Ф2 давление, втулки 2 и 3 связаны рычагом 8 по принципу параллелограмма и поворачиваются на одинаковый угол.
.
Одновременно с выключением давления механизм блокировки выключает приклоны, передние упоры, форгрейфер или его захваты для удержания очередного листа на накладном столе, вызывает прекращение подачи краски на печатную форму (в офсетных машинах выключается также подача влаги), останавливает самонаклад и переводит машину на малую скорость. При этом цикличность работы механизма давления рассчитывается таким образом, чтобы его автоматическое выключение не препятствовало допечатыванию предыдущего листа и чтобы пропуск в подаче листов при непрерывном вращении цилиндров не вызывал запечатывания декеля. С этой целью в многокрасочных машинах давление автоматически выключается сначала в печатном устройстве первой краски, а затем в последующих, чтобы была возможность получить многокрасочный оттиск на листе, который запечатывался в момент выключения давления.
Листопитающие устройства
Листопитающее устройство — часть листопроводящей системы печатной машины, которая обеспечивает точную и бесперебойную передачу листов в печатный аппарат по одному в каждом цикле работы машины.
Листопитающие устройства включают в свой состав самонаклады, механизмы равнения листов, листоускоряющие механизмы и контрольно-блокирующие устройства. Иногда наряду с самонакладами машины дополнительно оснащаются рулонными установками с резальными механизмами переменного формата, позволяющими использовать в листовой машине кроме предварительно нарезанных листов и рулонный материал. Самонаклады
Самонаклады применяются для автоматического наклада листов в машинах, скорость работы которых превышает скорость ручного (25-30 мин -1 ) наклада. Они обеспечивают: 1) подачу стопы листов к листоотделительной системе; 2) отделение от стопы листов по одному; 3) подачу листов к механизмам равнения; 4) предотвращение подачи в машину перекошенных и сдвоенных листов. Эти функции выполняются механизмами: 1) перемещения и перезарядки стапельного стола; 2) отделения листов от стопы; 3) транспортировки листов; 4) блокировки самонаклада при нарушении подачи листов.
Рабочие органы листоотделяющих и транспортных механизмов приводятся в движение от главного вала самонаклада, который связан механической передачей с главным валом машины и синхронно с ним вращается. Для привода стапельных столов и механизмов предварительной зарядки, кроме того, используются индивидуальные электродвигатели, а для функционирования присосов, воздуходувных и электрических устройств — пневмосистемы и электрические силовые установки.
Требования к самонакладам
Самонаклады в печатных машинах должны соответствовать следующим требованиям: 1) обеспечивать надежную, точную (без перекосов) и цикличную подачу к выравнивающим упорам листов, различающихся между собой по формату, толщине и поверхностной плотности; 2) при подаче листов не нарушать структуру их поверхности, не смазывать ранее отпечатанное изображение и не повреждать кромки листов; 3) допускать длительную бесперебойную работу машины с пополнением или перезарядкой стапельного стола на ходу машины; 4) автоматически отключаться при сбоях, нарушениях в подаче листов (например, при пропуске листа, подаче сдвоенных листов и т.п.)
Типы самонакладов
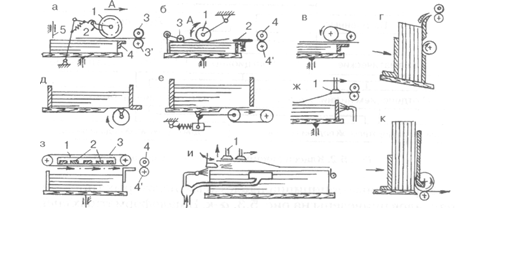
Классификационная схема самонакладов приведена на рис.3. Пo конфигурации стопы самонаклады делятся на плоскостапельные и круглостапельные, но поскольку вторые встречаются только в фальцевальных машинах, в классификации самонакладов печатных машин этот признак не учитывается. Существенными оказываются другие признаки: расположение стопы — горизонтальное или вертикальное, способ установки в машине — на общей станине или отдельно (выносные), принцип отделения листов, сторона стопы, с которой отделяется лист, — верхняя или нижняя, порядок Упрощенные принципиальные схемы некоторых типов самонакладов приведены на рис.3.1 а-к. В малоформатных специальных печатномножительных машинах для трафаретной, литоофсетной или электрографской печати и переносных машинах нестационарного типа, рассчитанных на невысокие скорости работы, как правило, используются фрикционные самонаклады, в которых верхние листы отделяются от стопы фрикционными роликами 1 (рис.3.1 а) или планками. В период рабочего хода по стрелке А ролики, удерживаемые собачкой 2 или обгонной муфтой, не вращаются и благодаря фрикционному сцеплению с верхним листом смещают его в подающую пару 3, 3′. При обратном ходе ролики свободно прокатываются по стопе. Для надежности отделения от стопы только одного листа служат передние ограничители 4 или иглы 5, удерживающие кромки последующих листов от сдвига во время подачи предыдущего листа.
Рис.3. Классификационная схема самонакладов подачи листов — последовательный или ступенчатый.
В самонакладах другой конструкции фрикционные ролики 1 (сх. б) вращаются реверсивно: сначала по стрелке А, выводя верхний лист из-под планки 2 и отделяя его от стопы путем изгибания у прижимных роликов 3, а затем в обратную сторону — для подачи листа в пару 4, 4′. Кроме роликов 1 используются также непрерывные фрикционные ремни или ленты (сх. в). Все самонаклады фрикционного типа оказывают нежелательное механическое воздействие на поверхность листов, кроме того, они очень чувствительны к толщине и сорту материала и в результате недостаточно надежны при более высоких скоростях работы.
Самонаклады с отделением от стопы нижних листов (сх. д, е) или с отделением от вертикальной стопы передних листов (сх. г, к) вращающимися вакуумными (сх. д) или фрикционными (сх. г, к) валиками, ремнями или лентами (сх. е) из-за невысокой точности и малой надежности подачи листов применяются лишь в малоформатных машинах, предназначенных для печатания на конвертах, карточках, конторских бланках и т.п. Достоинство этих самонакладов в том, что они допускают безостановочную загрузку листами на ходу машины.
Электростатические самонаклады в качестве листоотделительного органа имеют неподвижную плиту 1 (сх. з) из диэлектрического материала; в пазы плиты вставлены металлические планки 2, заряжаемые от генератора разноименными (чередующимися) зарядами и создающие поэтому неоднородное замкнутое электростатическое поле. Под действиями этого поля верхний лист отделяется от стопы и, прижимаясь к тесьмам 3, подается ими в пару 4, 4′. Преимуществом таких самонакладов является простота конструкции, бесшумность, отсутствие механического воздействия на листы и незначительная энергоемкость. Однако из-за сравнительно длительной поляризации отделяемых листов и из-за необходимости выстоя тесемок для точной фиксации на них отделяемого листа эффективность их невысока, область применения таких самонакладов — малоформатные и тихоходные машины.
 ).
).



 .
.