Поршни в сборе с шатунами при разборке дизеля вынимайте только вверх. Перед выемкой поршней удалите нагар с верхней части гильзы цилиндров.
При замене деталей гильзо-поршневой группы и кривошипно-шатунного механизма обращайте внимание на размерные группы деталей.
Гильзы цилиндров по внутреннему диаметру и поршни по наружному диаметру юбки сортируются на три размерные группы в соответствии с таблицей 6. Обозначение групп (Б, С, М) наносится на заходном конусе гильзы и на днище поршня.
Маркировка групп
Диаметр гильзы, мм
Диаметр юбки поршня, мм
Б
110
110
С
110
110
М
110 +0,02
110
В комплект на один дизель подбирайте поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготовляются двух номинальных размеров в соответствии с таблицей 7.
Обозначение номинала вкладышей
Диаметр шейки вала, мм
коренной
шатунной
1Н
75,25
68,25
2Н
75,00
68,00
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение:
«2К» — коренные шейки второго номинала;
«2Ш» — шатунные шейки второго номинала;
«2КШ» — шатунные и коренные шейки второго номинала.
На каждый поршень дизеля Д-243 в соответствии с рисунком 33а устанавливаются верхнее компрессионное кольцо, покрытое по наружной поверхности хромом, два компрессионных конусных кольца и одно маслосъемное кольцо коробчатого типа с пружинным расширителем, на дизель Д-245 – три кольца (рисунок 33б). Компрессионные конусные кольца на торцевой поверхности у замка имеют маркировку «верх» («ТОР»), которая при установке колец должна быть обращена к днищу поршня. Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Замки поршневых колец располагайте на ровном расстоянии по окружности.
Установку шестерен распределения производите по имеющимся на них меткам в соответствии с рисунком 34. Метки на промежуточной шестерне должны совмещаться с соответствующими метками шестерен коленчатого и распределительного валов и шестерни привода топливного насоса.
При сборке воздухоочистителя после промывки его с выемкой фильтрующих элементов устанавливайте их в корпус в следующей последовательности: первым — фильтрующий элемент с наименьшим диаметром (0,2 мм) капроновой нити; вторым — фильтрующий элемент со средним диаметром (0,24 мм) капроновой нити; последним фильтрующий элемент с наибольшим диаметром (0,4 мм) капроновой нити.
Быстроходные дизели типа B2-300 и Д6 являются более сложными по сравнению с тракторными. Поэтому процессу сборки этих дизелей уделяют особое внимание.
Сборка дизелей должна быть точной, чтобы отремонтированный двигатель был экономичным и надежным в работе.
Экономичность работы дизеля определяется качеством ремонта и сборки деталей поршневой группы, распределительного механизма и агрегатов топливной аппаратуры. Срок службы дизеля в значительной степени зависит от чистоты и точности сборки его основных узлов и агрегатов.
Перед сборкой детали повторно тщательно промывают, проверяют, нет ли стружки в отверстиях и внутренних полостях деталей, и затем обдувают детали сжатым воздухом.
При сборке тщательно следят за тем, чтобы на обрабатываемых поверхностях деталей не было заусенцев и забоин. Обнаруженные дефекты устраняют.
Перед запрессовкой деталей неподвижных соединений одну из них смазывают маслом. Смазке также подлежат резьбовые соединения. Трущиеся поверхности деталей смазывают фильтрованным маслом. Для ряда деталей применяют касторовое масло и другие смазки.
При установке прокладок обращают внимание на их состояние; не допускается использование поврежденных прокладок. Чтобы получить лучшую герметичность, прокладки пропитывают лаком «Герметик».
При установке таких деталей, как коленчатый вал и головка блока, следует предупреждать возможную деформацию корпусных деталей. Для этого гайки силовых шпилек следует затягивать в строго установленной последовательности. Необходимо добиваться равномерного распределения зазоров в подшипниках коленчатого и распределительного валов, что обеспечивается точным растачиванием подшипников.
Особое внимание надо уделять также точности взаимного центрирования и сборки деталей передач дизеля. При нарушении этих требований возможен преждевременный износ деталей.
Качество сборки дизеля , кроме того, зависит от последовательности установки отдельных узлов. Поэтому необходимо точно соблюдать принятый технологический процесс.
В процессе сборки дизелей на ремонтном предприятии используют три группы деталей: годные (по техническим условиям на контроль и сортировку), отремонтированные и новые. Это вызывает некоторые особенности в сборке дизеля на ремонтном предприятии по сравнению со сборкой его на заводе-изготовителе. Главнейшие из этих особенностей следующие:
в ряде сопряжений деталей допускаются увеличенные зазоры;
более широко, чем на заводе-изготовителе, для обеспечения нужных зазоров и натягов используют метод подбора деталей;
применяется сборка узлов из необезличенных деталей. Учитывая эти особенности ремонтной сборки, производят предварительную комплектовку деталей.
Комплектовка деталей является одним из важных средств повышения производительности труда при сборке. Сборщик, получая полный комплект деталей для сборки узла или для общей сборки агрегата, может выполнить ее значительно скорее. Комплектовка также обеспечивает бесперебойность сборки, ее ритмичность.
Простейшим способом комплектовки является количественная, при которой детали подбирают, согласно комплектовочпой ведомости, только по номенклатуре. В комплектовочной ведомости указывают номера, наименование и количество деталей в узле или агрегате. Подобранные детали укладывают в ящики или специальную тару.
Более совершенной является качественная комплектовка, при которой детали подбирают по количеству, размерам, весу, жесткости, плотности, герметичности и другим признакам.
Этот вид комплектовки способствует повышению качества сборки узлов и агрегатов.
При качественной комплектовке зазоры в сопряжениях вычисляют по результатам измерений деталей или определяют непосредственным измерением. Для повышения производительности труда комплектовщиков целесообразно применять специальные приборы, например, пневматические. В этом случае работа комплектовщика упрощается.
На предприятиях капитального ремонта дизелей производят качественную комплектовку гильз, клапанов, поршней, поршневых пальцев, колец, шатунов, вкладышей подшипников, ряда деталей передачи, различных втулок и др.
После комплектовки производится узловая и общая сборка дизеля.
Сначала собирают из деталей комплекты, а затем узлы, агрегаты и дизель. Схема поточной сборки дизелей типа B2-300 показана на рис. 181 .
Основными узлами дизеля являются верхний картер, коленчатый вал, блока цилиндров с головками и нижний картер. Эти узлы собирают на отдельных участках сборочного цеха. На посты сборки этих узлов подают необходимые детали и комплекты. Так, например, для сборки верхнего картера поступают комплекты валов передачи. На нижнем картере устанавливают детали передачи, а также масляный, водяной и топливоподкачивающий насосы. На пост сборки блоков цилиндра направляют рубашки, гильзы и уплотнительные кольца.
Общая сборка дизеля на ремонтных заводах производится поточным способом. На каждом из постов устанавливают соответствующие детали или узлы. Источные линии организуют также для сборки отдельных узлов.
Поточный способ позволяет значительно повысить производительность труда и снизить себестоимость сборки. Большое внимание должно уделяться совершенствованию технологии, механизации сборочных работ, применению рациональных конструкций сборочных стендов, приспособлений и инструментов.
Сборка основных узлов дизеля:
Сборка и испытание вспомогательных агрегатов дизеля
Сборка и испытание агрегатов топливной аппаратуры
Сборка топливного насоса
Сборка топливоподкачивающего насоса
Сборка форсунок
Общая сборка дизелей:
Выполнив регулировочные работы, окончательную сборку дизелей B2-300 и Д12А производят в определенной последовательности.
Окончательный этап сборки дизелей типа Д6 несколько отличен от сборки дизелей B2-300. Это объясняется особенностями конструкции, наличием на дизелях типа Д6 дополнительных агрегатов.
После сборки дизель испытывают. Принятые дизели консервируют для предохранения от коррозии.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРАКТОРОВ ___________________
СПЕЦТЕХНИКА НА БАЗЕ МТЗ И НАВЕСНОЕ ОБОРУДОВАНИЕ ___________________
СЕЛЬХОЗТЕХНИКА И ОБОРУДОВАНИЕ ___________________
Ремонт дизельного двигателя трактора МТЗ-82.1 Беларус
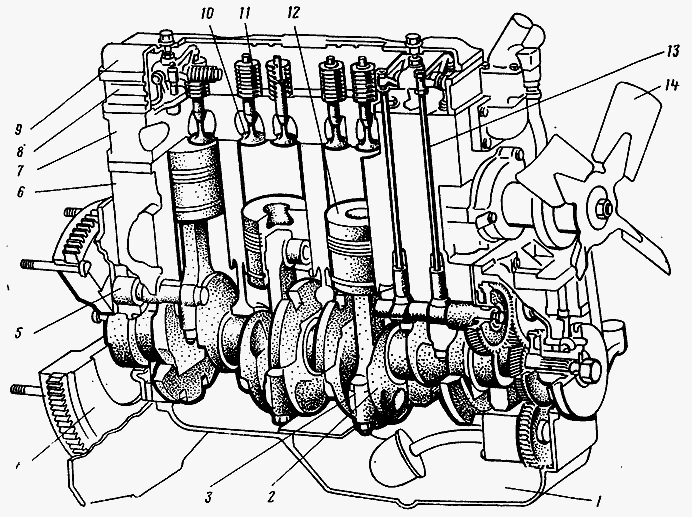
Дизель в оборе (рис. 5) снимают с трактора МТЗ-82.1 и заменяют новым или отремонтированным при трещинах блока цилиндров, аварийных стуках коренных или шатунных подшипников, предельном значении зазор а хотя бы в одном сопряжении шейка коленчатого вала — вкладыш.
Вид ремонта — капитальный или текущий — определяют при обмере основных деталей дизеля: поршневых пальцев, поршней, гильз цилиндров, шатунных вкладышей.
В первую очередь проверяют состояние шатунных подшипников и шеек коленчатого вала. Для этого снимают поддон картера, маслопроводы, масляный насос, крышки шатунов, измеряют диаметр шатунных шеек коленчатого вала. Диаметр шатунных шеек замеряют в двух плоскостях — параллельной и перпендикулярной к продольной оси шатуна.
Если овальность шеек превышает допустимый размер или диаметр их меньше нижнего допуска соответствующей размерной группы, то коленчатый вал подлежит снятию и перешлифовке на следующий ремонтный размер.
Номинальные и ремонтные размеры шатунных шеек коленвала двигателя МТЗ-82.1
На практике, кроме ремонтных размеров (P1, Р2, Р3), чередуемых через 0,5 мм и определенных заводом-изготовителем дизеля, при небольших износах шейки коленвала перешлифовывают под дополнительные размеры (Д1, Д2, ДЗ), чередуемые с ремонтными размерами через 0,25 мм.
Аналогичным образом растачивают вкладыши ремонтных размеров под дополнительные размеры (Д1, Д2, ДЗ).
Овальность шатунных шеек двигателя МТЗ-82.1 допускается не более 0,06 мм. Если размеры шатунных шеек в пределах нормы, (разборку дизеля продолжают снимают головку цилиндров и вынимают поршни с шатунами в сборе.
Чтобы решить, нужна ли замена вкладышей шатунных подшипников, замеряют диаметр отверстия подшипника шатуна при затянутой его крышке в сборе с вкладышами.
Разность замеров диаметров шатунной шейки коленвала и отверстия подшипника шатуна дает действительный диаметральный зазор в шатунном подшипнике. Номинальный зазор в шатунных подшипниках соответствует 0,05—0,12 мм, допустимый зазор — не более 0,3 мм.
В тех случаях, когда поверхность вкладышей находится в удовлетворительном состоянии, единственным критерием необходимости их замены служит величина диаметрального зазора в подшипнике.
При оценке состояния вкладышей осмотром следует иметь в виду, что поверхность антифрикционного слоя считается удовлетворительной, если на ней нет задирав, выкрашиваний антифрикционного материала и вкраплений инородных материалов.
Диагностика и ремонт головки блока цилиндров МТЗ-82.1
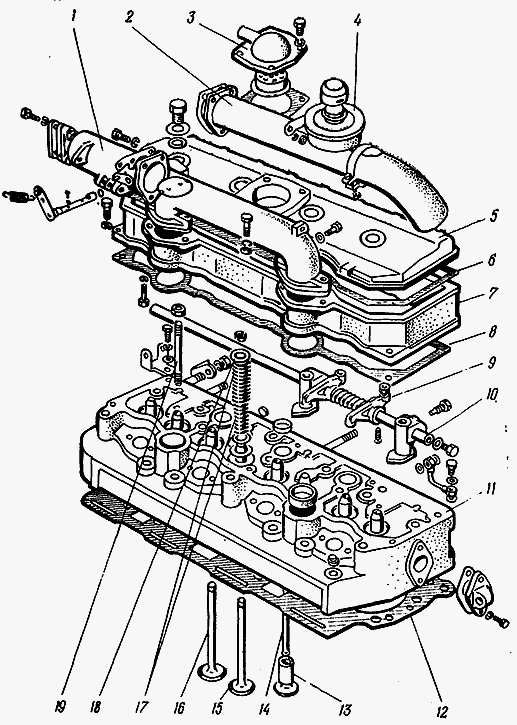
К основным дефектам головки (рис. 6) относят: коробление плоскости разъема; износ внутренних поверхностей направляющих втулок, рабочих фасок клапанов и седел клапанов; трещины в перемычках клапанных гнезд; прогар посадочных мест под уплотнения форсунок или их стаканов.
При проведении технической экспертизы пользуются основными показателями и регулировочными данными деталей головки цилиндров и ГРМ.
Рис. 6. Взаимное расположение деталей головки цилиндров МТЗ-82.1
Основные параметры и регулировочные данные деталей головки цилиндров и ГРМ двигателя МТЗ-82.1
Выступание стержня клапана, мм:
— номинальное — 56,0 — допустимое — 57,2
Перемещение клапана, мм:
— номинальное — 10,2 — допустимое — 9,0
Отклонение от плоскостности поверхности головки, мм, не более — 0,15
Утопание тарелки клапана, мм:
— номинальное — 0,4—0,7 — допустимое — 1,8
Допустимый внутренний диаметр втулки клапана, мм — 11,10
Допустимая сила сжатия (упругость) наружных клапанных пружин до рабочей длины — 148
Рабочая длина наружной пружины, мм — 54,0
Допустимая сила сжатия (упругость) внутренних клапанных пружин до рабочей длины, Н — 74
Рабочая длина внутренней пружины, мм — 48,5
Допустимый диаметр стержня клапана, мм — 10,85
Внутренний диаметр втулки коромысел, мм — 19,02—19,05
Диаметр оси коромысел, мм — 18,98—19,00
Утопание тарелок клапанов в гнездах головки без снятия ее с блока цилиндров МТЗ-82.1 можно определить по выступанию стержней всасывающих клапанов относительно поверхности головки.
Для этого поочередно устанавливают поршни в ВМТ такта сжатия и измеряют расстояние от торца стержня клапана до головки.
Если выступание стержня клапана превышает допустимую величину, то это свидетельствует о предельном износе тарелок клапанов и их седел.
Одновременно можно определить степень износа кулачков распределительного вала. Для этого прокручивают коленчатый вал дизеля до полного открытия клапана (при установленном для холодного дизеля тепловом зазоре) и замеряют расстояние от торца стержня клапана до головки.
По разности расстояний, измеренных при закрытых и полностью открытых клапанах, определяют перемещение каждого клапана. Если перемещение клапана ниже допустимого значения, распределительный вал дизеля заменяют. После этих замеров головку снимают с дизеля и подвергают дальнейшей экспертизе.
Замеряют отклонение от плоскостности поверхности головки. Если отклонение от плоскостности превышает допустимое значение, то головку заменяют; если отклонение в пределах нормы, то проверяют состояние седел клапанов по утопанию тарелки нового клапана.
При утопании тарелки клапана МТЗ-82.1 более допустимого размера головку заменяют. Если утопание в пределах нормы, то головку разбирают и ремонтируют. Сухари клапанов и клапанные пружины снимают приспособлением.
Если седло клапана имеет трещины, то головку заменяют. Снятые клапаны маркируют, а затем замеряют диаметр стержня, проверяют биение тарелки клапана и изгиб стержня.
Биение фаски тарелки и изгиб стержня относительно оси клапана не должны превышать 0,03 мм. При наличии следов износа, прогаров, раковин на фасках клапанов рабочую поверхность фасок обрабатывают на шлифовальных станках.
Фаску впускного клапана шлифуют под углом 60°, выпускного — под углом 45°. После выведения следов износа ширина цилиндрической части тарелки клапана должна быть не менее 0,5 мм, а ширина притертой матовой полоски на фаске клапана Б — не более 2 мм.
Направляющую втулку клапана дизеля МТЗ-82.1 заменяют при износе поверхности отверстия под стержень клапана до диаметра, превышающего допустимое значение, или при ослаблении посадки втулки в головке блока цилиндра. При замене направляющую втулку выпрессовывают.
Новую втулку подбирают с наибольшим допуском по наружному диаметру, смазывают эпоксидным клеем без наполнителя и запрессовывают в головку специальным болтом. После установки направляющих втулок седло клапана обрабатывают планетарно-шлифовальным приспособлением.
При рисках, раковинах, прожогах на рабочей фаске седла первоначально фаску шлифуют до выведения следов дефекта и проверяют состояние седла по утопанию тарелки нового клапана. Если утопание не превышает допустимого размера, то седло продолжают обрабатывать.
Нижнюю кромку рабочей фаски седла в головке цилиндров обрабатывают шлифовальным кругом с углом конуса 150°, а верхнюю кромку — 60°.
Ширина рабочей фаски седла для впускных клапанов должна быть 2,0—2,5 мм для выпускных — 1,5—2,0 мм. После обработки тарелки клапана и седла их взаимно притирают. Если ремонту были подвергнуты все клапаны и седла, то притирку ведут на ставке.
При ремонте одного — двух клапанов двигателя МТЗ-82.1 притирку ведут пневматическим приспособлением, используя пасту из смеси микропорошка с «индустриальным или моторным маслом.
В процессе притирки клапан периодически вращают и приподнимают. Время от времени проверяют состояние притирающихся фасок клапана и седла. Верхняя кромка матовой полоски рабочей фаски должна располагаться на расстоянии не менее 0,5 мм от цилиндрической части тарелки клапана.
Если матовая полоска окажется значительно ниже или выше указанного расстояния, то седло снова обрабатывают шлифовальными кругами с углом конуса 60 и 150° и снова притирают клапан к седлу.
Перед сборкой клапанов проверяют длину и силу сжатия клапанных пружин на приспособлении. Если параметры пружин выходят за допустимые значения, то пружины заменяют.
В некоторых случаях для компенсации длины и силы сжатия пружин под них устанавливают специальные шайбы, толщину которых можно определить по формуле: для впускного клапана А = В—1,3 мм; для выпускного клапана А = В—1,8 мм, где В — утопание клапана, замеренное после ремонта седла клапана.
После сборки клапанов дизеля трактора МТЗ-82.1 выступание сухарей над плоскостью тарелки пружины должно быть не более 0,5 мм, утопание — не более 1,3 мм.
Для контроля герметичности клапанов впускные и выпускные каналы головки цилиндров заполняют керосином, который не должен просачиваться в течение 1,5 мин.
Перед установкой оси коромысел в сборе проверяют техническое состояние каждого коромысла. При наличии на бойках коромысел углублений более 0,3 мм поверхность бойка шлифуют до выведения следов дефекта.
Отклонение от параллельности рабочей поверхности бойка коромысла допускается не более 0,05 мм. При необходимости проверяют диаметр отверстий втулок коромысел. Зазор между втулкой и осью коромысел допускается не более 0,15 мм.










 Тракторы беларус МТЗ-80, МТЗ-82, МТЗ-82.1, МТЗ-1221, 1523, МТЗ-892, ЮМЗ, Т-40. Сельскохозяйственная техника: плуги, культиваторы, мотоблоки, косилки, сеялки
Тракторы беларус МТЗ-80, МТЗ-82, МТЗ-82.1, МТЗ-1221, 1523, МТЗ-892, ЮМЗ, Т-40. Сельскохозяйственная техника: плуги, культиваторы, мотоблоки, косилки, сеялки