Сборка дизельного двигателя тепловоза
5.12. Разборка и сборка узлов дизеля тепловоза ТЭ10М
Снятие с дизеля отдельных узлов деталей, а также их разборку произведите при строгом соблюдении соответствующих технических требований. При разборке и сборке пользуйтесь исправным стандартным и специальным слесарным и измерительным инструментом и приспособлениями. Перед снятием детали проверьте наличие заводских меток, гарантирующих правильную установку детали во время сборки. Маркируйте детали и узлы, устанавливаемые взамен забракованных.
После разборки детали и узлы тщательно очистите от коррозии, нагара, грязи и масла, промойте и просушите их. Разборку, ремонт и сборку топливной аппаратуры, регулятора производите в специально оборудованном помещении. Детали и узлы, снятые с дизеля, тщательно осмотрите и проверьте для определения их состояния. Результаты проверок и обмеров записывайте в ремонтную ведомость.
Соединение сопрягаемых деталей отдельных узлов, имеющих подвижные посадки, производите свободно, без заеданий, а имеющих неподвижные посадки— с приложением усилия, которое установлено для данного вида посадки. Зазоры в соединениях сопрягаемых деталей выдерживайте в соответствии с допускаемыми нормами.
Перед общей разборкой дизеля в объеме, предусмотренном ТР-2, проверьте: угол развала коленчатых валов; зазоры на «масло» по коренным подшипникам нижнего коленчатого вала; линейное сжатие по всем цилиндрам.
Демонтаж вкладышей коренных подшипников нижнего коленчатого вала дизеля тепловоза ТЭ10М
Снимите боковые крышки блока. Отверните специальным ключом гайки болтов крепления крышек подшипников, снимите болты, наверните гайки на соответствующие болты и уложите их на стеллаж. Снимите крышку подшипника вместе с нижним вкладышем. Выньте из постели верхний вкладыш, для чего вставьте соответствующий штифт для опорного или упорного подшипника в сверление шейки коленчатого вала (рис. 163) и, провертывая вал, «выведите» вкладыш. Выемку вкладышей коренных подшипников производите одновременно не более чем на шести не смежных между собой опорах.
Демонтаж вкладышей коренных подшипников верхнего коленчатого вала
Снимите верхнюю крышку блока. Заложите ломик в отверстие на верхнем конце шпильки верхнего коренного подшипника для предупреждения проворачивания шпильки, после чего отверните верхние гайки специальным ключом. Снимите крышку подшипника вместе с верхним вкладышем и выведите из постели нижний вкладыш так, как это указано для нижнего коленчатого вала.

Рис. 163. Выемка вкладышей коренных подшипников:
1,4 — планки; 2, 3 — штифты
Технология ремонта тепловозов — Съемка дизеля с тепловоза, его разборка и сборка
Содержание материала
ГЛАВА II
РЕМОНТ ДИЗЕЛЕЙ
§ 11. Съемка дизеля с тепловоза, его разборка и сборка
Прежде всего снимают среднюю часть кузова или крыши и отсоединяют коленчатый вал дизеля от приводного вала вспомогательных агрегатов. Затем отсоединяют водяные, масляные и топливные трубопроводы, электрические провода, идущие к генератору и органам управления дизеля. Снимают глушитель и отделяют рукава от воздушных фильтров. У тепловозов, имеющих выносной воздушный вентилятор главного генератора, отнимают редуктор с вентилятором. Дизель-генератор захватывают тросами за места, специально для этого предусмотренные на поддизельной раме, и устанавливают на разборочный стенд. На стенде разбирают соединительную муфту, генератор удаляют с поддизельной рамы. В депо дизель ремонтируют на поддизельной раме, а на заводах снимают с рамы для дальнейшей разборки.
Дизель типа Д100 разбирают и собирают на поточной линии по принципу перемещения рабочих (стационарный поток), выполняющих строго определенные операции в соответствии с заданным ритмом (депо Чу Казахской дороги). Такая линия исключает применение тяжелых и дорогостоящих конвейеров и, кроме того, исключает деформации, могущие возникнуть у блока при перемещении дизеля.
На поточной линии четыре позиции. Первая разборочная, на которой работают три группы слесарей. Первая группа разбирает верхний коленчатый вал, вынимает верхние и нижние поршни. Вторая группа снимает с дизеля гильзы цилиндров и вертикальную передачу. Третья группа снимает воздуходувку, водяной и масляный насосы, центрифугу. Топливную аппаратуру снимает группа слесарей топливного отделения. На этой же позиции измеряют зазоры в подшипниках, диаметр гильз цилиндров, зазоры у шестерней приводов, линейное расстояние между поршнями и диаметр гильз цилиндров.
На второй позиции осматривают блок, выпускные коробки, коленчатый вал и вкладыши. Измеряют радиальный износ у первой коренной шейки верхнего коленчатого вала, восьмой — у нижнего коленчатого вала, шатунные шейки обоих валов, а также толщину вкладышей. На этой же позиции монтируют выпускные коробки и гильзы цилиндров, осматривают механизм управления дизелем и кулачковые валы. Здесь же подбирают вкладыши коленчатого вала.
На третьей позиции укладывают нижний коленчатый вал, ставят на место вертикальную передачу, нижние поршни, водяной насос с приводом, выпускные коллекторы и топливные насосы. До установки нижних поршней дизель опрессовывают горячей водой давлением 3 кГ/см в течение 15 мин.
На четвертой позиции ставят на место верхние поршни, укладывают в подшипники верхний коленчатый вал, ставят воздуходувку, масляный насос, закрывают люки выпускного коллектора, заканчивают монтаж топливной аппаратуры, осматривают дизель.
На поточной линии две смены. В процессе сборки проверяют зазоры «на масло» у подшипников коленчатого вала, центровку масляного насоса, биение венца эластичной шестерни воздуходувки, шплинтовку болтов.

Рис. 46. Характер износа и овальности гильзы цилиндров двигателей 2Д100 при пробеге 300 тыс. км
Некоторые детали дизелей имеют метки: цифры, буквы, риски. При разборке следует убедиться, что они есть в положенных местах, а при сборке руководствоваться ими. Места крепления снятых деталей и узлов закрывают крышками, бумагой или картоном. Концы трубок обертывают бумагой и обвязывают.
На заводах на первой позиции у дизеля типа Д100 снимают кожуха, топливную аппаратуру, плиту жесткости, водяные насосы. На второй позиции на кантователе снимают коленчатые валы и остальное оборудование, освобождая блок.
Технология ремонта тепловозов — Ремонт топливной аппаратуры дизелей
Содержание материала
На всех видах деповского ремонта форсунки снимают с тепловоза и испытывают на стенде. Неисправные форсунки заменяют отремонтированными. При М2 и М3 у насосов осматривают рейки, проверяют свободу их перемещения, а также работу топливоподкачивающего насоса. Большой периодический ремонт предусматривает съемку топливных насосов (секции) с двигателя и проверку их на плотность и производительность. В некоторых депо в порядке опыта насосы при этом виде ремонта не снимают. Во время М5 насосы (секции) разбирают, ремонтируют и испытывают на стендах. Медные уплотнительные кольца отжигают. Привод (толкатели) насосов разбирают и ремонтируют. При М4 и М5 топливоподкачивающий насос снимают, разбирают, ремонтируют и испытывают на стенде. На заводе топливоподающую систему разбирают полностью. Плунжерные пары, распылители, сопловые наконечники, заваренные нагнетательные трубки заменяют.
Ненормальный износ, задиры и заедание прецизионных пар вызывают нарушение подачи и распыливания топлива. В эксплуатации, кроме этих неисправностей, возможны: разрушение поверхности плунжерных пар вследствие кавитации и коррозии; износ конусов игл и отдельных мест в корпусах распылителей, что сопровождается нарушением распыливания. Наблюдения показывают, что у дизелей типа Д100 за пробег 60 тыс. км вероятность безотказной работы распылителей форсунки составляет не менее 50 %.
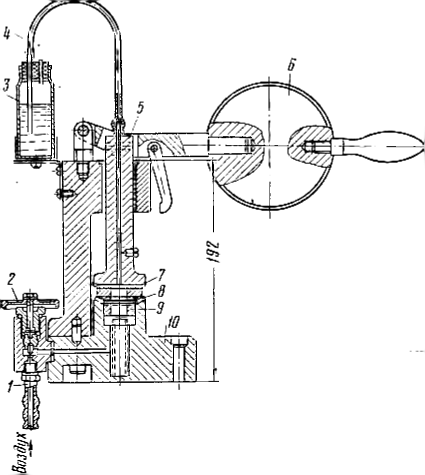
Рис. 107. Стенд для определения герметичности нагнетательного клапана
Исследованиями ЦНИИ по износу деталей топливной аппаратуры и влиянию износа на расход топлива для дизелей 2Д100 установлено, что снижение плотности плунжерных пар до норм, установленных при выпуске из ремонта, почти не отражается на экономичности двигателя, а потеря плотности в зависимости от пробега изменяется по пологой кривой. Так, у дизелей типа Д100 потеря плотности плунжерных пар с 25 сек до 20 сек происходит за пробег 50 тыс. км, у той же плунжерной пары от 20 до 15 сек — за пробег от 50 тыс. до 100 тыс. км. Практически при отсутствии задиров и коррозионных повреждений плунжерные пары служат достаточно длительный срок.
Съемка насосов с двигателя и разборка.
У дизелей типа Д100 выводят поводок тяги управления из зацепления с поводковой втулкой рейки, отсоединяют трубку высокого давления, топливный коллектор, а сам насос — от толкателя. Насос снимают вместе с регулировочными прокладками. На корпусе насоса укрепляют приспособление. Нажимая на плунжер, удаляют стопорное пружинное кольцо, ослабляя нажим, выводят тарелку пружины вместе с плунжером, пружиной и кольцом. Вывертывают стопорный винт, рейку передвигают в сторону делений. Снимают шестерню, а после освобождения упора — рейку. Отвернув гайки, удаляют фланец, штуцер и нагнетательный клапан с пружиной. Сам клапан вместе с медным уплотнительным кольцом выжимают приспособлением.
Топливный насос дизелей типа Д50 блочного типа может быть целиком снят с двигателя или по секциям.
Разборка форсунок.
Перед разборкой форсунки проверяют на стенде для определения качества распыла и затяжки пружины. У дизеля 2Д100 разборку начинают с отвертывания контргайки и пробки, а затем вывертывают из корпуса стакан пружины. Вынимают из стакана пружину и тарелку пружины. Щелевой фильтр выпрессовывают при помощи выжимного приспособления. Далее вынимают из корпуса ограничитель подъема иглы, распылитель, сопловой наконечник и прокладку. Форсунки дизелей типа Д50 и Д70 разбирают в том же порядке.
Притирка нагнетательных клапанов и их проверка.
При эксплуатации нарушается плотность между корпусом нагнетательного клапана и уплотнительным конусом самого клапана, между торцом корпуса и гильзой, а также и у медного уплотнительного кольца. Эти неисправности устраняют притиркой грибка к корпусу клапана и торца корпуса клапана к торцу гильзы плунжера.
Плотность нагнетательного клапана проверяют на стенде, одна из конструкций которого представлена на рис. 107. Нагнетательный клапан 9 с корпусом в перевернутом положении устанавливают в корпусе стенда 10 и сверху прижимают нажимным цилиндром 5 через резиновые прокладки 7 и 8, для чего используют груз 6.
Воздух давлением 3—5 кГ/см 2 у дизеля типа Д50 и 4—6 кГ/см 2 у дизеля типа Д100 подводится через штуцер 1, запираемый вентилем 2, откуда поступает под клапан, неплотность которого легко обнаруживается по воздушным пузырям, выходящим через трубку 4 в стеклянный сосуд 3, наполненный водой. Для испытания клапанов разных типов дизелей используют переходные втулки.
Сборка дизельного двигателя тепловоза
Установка блока дизеля на поворотный стенд. Общая сборка нового дизеля, а также его сборка при заводском ремонте производятся на новоротном стенде (рис. 124), обеспечивающем удобство укладки нижнего коленчатого вала и установки деталей, расположенных в нижней части блока. Поворот-

сторон поворотного стенда устанавливают подмостки.
Если нижний коленчатый вал не вынимался или дизель не снимался с тепловоза, то сборка частично разобранного дизеля производится на жестком (неиоворотном) стенде или непосредственно на тепловозе.
Установка валов вертикальной передачи. Перед установкой новых валов вертикальной передачи на них наносят соответствующие клейма (номер дизеля и буквы В и Н).
На опорную поверхность блока помещают регулировочные прокладки, а на них устанавливают верхний вал передачи. На шпильки крепления корпуса навертывают гайки и равномерно затягивают их ключом.
Таким же образом укладывают регулировочные прокладки для нижнего вала, затем через окно в отсеке вертикальной передачи устанавливают нижний вал и закрепляют его.
После этого от руки проверяют легкость вращения обоих валов.
Укладка коленчатых валов. Укладку коленчатых валов начинают после подбора комплектов верхних и нижних коренных вкладышей, как указано выше. Если сборка дизеля производится не на тепловозе, а на поворотном стенде, то коленчатые валы следует укладывать сверху блока, что значительно облегчает монтажные работы.
Поскольку в процессе работы дизеля изнашиваются вкладыши, расположенные в крышках коренных подшипников (рабо ный стенд имеет съемные полукольца, которые дают возможность повернуть его под любым углом при помощи ручного или электрического привода. Перед установкой блока нижнее полукольцо стенда необходимо застопорить штырями, а верхнее — открепить и снять. Блок на поворотный стенд устанавливают на опорах нижнего полукольца стенда, в рабочем положении.
Установку блока в горизонтальной ПЛОСКОСТИ II рО;
веряют по уровню по гнездам под коренные подшипники верхнего коленчатого вала. При необходимости под опорные планки стенда помещают прокладки. Затем блок закрепляют и с обеихчиє вкладыши), то правильность укладки коленчатых валов можно контролировать только тогда, когда они лежат на рабочих вкладышах, т.. е. у нижнего вала, когда блок находится в рабочем положении, а у верхнего — когда он повернут на 180°.
Порядок укладки коленчатых валов следующий.
1. Уложить вкладыши в постели блока, предварительно проверив чистоту вкладышей и постелей и убедившись в том, что нет забоин рисок и других дефектов на их поверхностях.
2. Смазать коренные шейки коленчатого вала и внутренние поверхности вкладышей дизельным маслом. Уложить коленчатый вал на вкладыши в блоке дизеля.
Чтобы не повредить упорный вкладыш (на 11-й опоре), необходимо устанавливать его на свое место только после укладки вала на все остальные опорные вкладыши (а вынимать перед снятием вала).
3. Поместить на коренные шейки коленчатого вала рабочие вкладыши. Установить на вкладыши соответствующие крышки подшипников и закрепить нх, завертывая гайки до совмещения установочных меток.
4. Проконтролировать укладку коленчатых валов:
а) проверить прилегание коренных шеек вала к рабочим вкладышам, т. е. к вкладышам, расположенным в крышках подшипников. Проверку производить снизу щупом 0,03 мм, каждый раз после поворота коленчатого вала на 90°; этот же щуп не должен заходить между стыками вкладышей и между вкладышами и постелью блока;
б) проверить щупом зазор («на масло») в каждой опоре между коренными шейками коленчатого вала и вкладышами, расположенными в постелях блока. Зазор должен быть в пределах 0,15 — 0,25 мм. для новых деталей. Разница в зазорах у одного подшипника с обеих сторон вкладыша допускается до 0,04 мм.
Для коренных подшипников 8-, 9-, и 10-й опор нижнего коленчатого вала при подсоединенном генераторе между рабочими вкладышами и шейками вала должен быть зазор, его величина указана в паспорте дизеля;
в) проверить щупом зазоры в «усах» между коренными шейками вала и рабочими вкладышами на расстоянии 12 мм от плоскости разъема вкладышей. Зазоры должны быть в пределах 0,12—0,25 мм для новых деталей. Разница в зазорах с каждой стороны у одного подшипника не должна превышать 0,10 мм. При необходимости допускается подшабровка баббитовой поверхности вкладышей на глубину не более 0,02 мм на участках, расположенных на расстоянии до 50 мм от плоскости разъема вкладыша.
Па 11-й опоре (упорный подшипник) невозможно произвести необходимые измерения при помощи щупов, так как буртывкладышем не позволяют завести щуп. Вкладыши у этой опоры подбирают по макетным вкладышам, изготовленным без баббитовой заливки, толщиной 18,85_и,щ мм; сделаны они без буртов в местах обмеров. По обмерам фактических величин зазоров между шейкой коленчатого вала и макетным вкладышем надо подобрать вкладыш 11-й опоры с таким расчетом, чтобы обеспечить требования по укладке коленчатого вала;
г) проверить вращение коленчатого вала в подшипниках. Вал должен легко проворачиваться рычагом 300 мм усилием одного человека при незаценленных шестернях вертикальной передачи;
д) проверить осевой разбег коленчатого вала; он должен быть 0,12 — 0,25 мм для новых деталей. При этом надо проверить щупом 0,04 мм, чтобы при перемещении вала до упора в любую сторону не было зазора между торцами вкладышей и упорным буртом коленчатого вала;
е) проверить, чтобы между щеками коленчатого вала и торцами опорных вкладышей (с каждой стороны) был зазор не менее 4 мм.
5. Снять крышки коренных подшипников и вынуть коленчатые валы и вкладыши. Поставить на вкладышах соответствующие клейма.
6. Очистить постели в блоке и все вкладыши и крышки. Уложить вкладыши в постель блока и в крышки, придерживаясь маркировки. Очистить коленчатый вал, смазать его коренные шейки маслом и уложить вал на вкладыши. Установить крышки коренных подшипников в сборе с вкладышами па блок.
7. Закрепить крышки коренных подшипников гайками, предварительно смазав резьбу в гайках, болтах и шпильках касторовым маслом. Правила затяжки гаек приведены ниже. После затяжки надо проверить, легко ли вращается коленчатый вал в подшипниках, и после этого зашплинтовать гайки. Перед шплинтовкой гаек отрегулировать нормальное зацепление шестерен вертикальной передачи установкой прокладок под торец шестерни на коленчатом валу.
8. Проверить величину биения хвостовика ступицы антивибратора па нижнем коленчатом валу; биение допускается не более 0,08 мм.
9. Надеть на нижний коленчатый вал верхнюю и нижнюю части корпуса уплотнения и скрепить их между собой. Закрепить корпус уплотнения нижнего коленчатого вала на фланце блока. Проверить зазор между корпусом уплотнения и валом; он должен быть в пределах 0,5—0,08 мм в любом месте по окружности. Регулировку величины зазора следует производить перемещением корпуса уплотнения при ослабленных болтах. После закрепления корпуса уплотнения надо просверлить два отверстия в верхней его части и в блоке иод контрольные штифты. Развернуть эти отверстия и установить штифты. Сверление

Рік-. 12″). Порядок к.’їсіімі-шія г.’іск, шпилек или оолтон крепления коренныхподшпшшкон
и развертывание отверстий под штифты производят при постановке нового корпуса уплотнения или нового блока дизеля.
При шплинтовке гаек коренных подшипников необходимо устанавливать шплинт в отверстие таким образом, чтобы длинный конец был направлен к гайке. Головка шплинта должна до отказа заходить в прорезь гайки. Вначале должен быть загнут на гайку длинный конец шплинта, а затем короткий конец — на шпильку или болт. Угол развода каждого конца шплинта должен быть в пределах 40—55°, а общий угол соответственно 80—110°. Качка шплинта не допускается.
При переукладке верхнего коленчатого вала непосредственно на тепловозе необходимо соблюдать следующие требования.
Если коленчатый вал не меняется, а меняются коренные вкладыши, их надо подобрать по толщине заменяемых вкладышей. Для того чтобы шейки вала прилегали в процессе работы дизеля к рабочим вкладышам, необходимо подобрать новые вкладыши по толщине в средней части в строгом соответствии с первоначальной толщиной заменяемых вкладышей. Толщину заменяемых вкладышей определяют по записям в паспорте дизеля и по клеймам на самих вкладышах. Кроме того, толщина каждого нового вкладыша на расстоянии 12 мм от плоскости разъема должна быть на 0,06 — 0,09 мм меньше толщины его средней части.
При необходимости допускается шабровка вкладышей по баббиту. При этом на 1 см1 поверхности должно быть не менее двух пятен прилегания по краске. После шабровки баббитовую поверхность необходимо загладить гладилкой.
Если коленчатый вал заменяется, то надо проверить его укладку по боковым зазорам (в «усах») на расстоянии 12 мм от плоскости разъема и по диаметральным зазорам («на масло») относительно рабочих вкладышей.
После укладки вала следует отрегулировать зазоры между зубьями шестерен вертикальной передачи, установить опережение нижнего коленчатого вала и соединить муфтой верхний и нижний валы вертикальной передачи, как указано в главе VI.

Затяжка іаек коренных подшипников. Наверхних торцах болтов и шпилек и на гранях гаек крепления крышек коренных подшипников должны быть следующие метки:
порядковые номера (цифры от 1 до 24), как показано на рис. 125, и метки керном, определяющие положение гаек на болтах или шпильках (рис. 126). Эти метки должны совпадать после окончательного закрепления крышек подшипников.
Сначала завертывают все гайки до упора. За упор принимают резкое изменение усилия одного человека при затяжке ключом с рукояткой длиной 300 мм. Завертывание гаек до упора начинают от средних подшипников (6-го и 7-го), затем постепенно переходят к крайним подшипникам с обеих сторон, как показано лятора; 19 — коромысло подачи топлива; 21 — стопорная тяга; 22 — пружина стопорной тяги; 23 н 25 — штуцера; 24 — трубка; 27 — крышка; 28—переходная втулка; 30 — болт; 31 — электропненматнческнй вентиль; 32 — щиток; 33 — -шланг
На корпусе привода кулачковых валов закрепляют кронштейн, предварительно отрегулировав его положение прокладками 5. Затем в выточку кронштейна / ставят пружину 2 и присоединяют рычаг 3 при помощи оси 4. Укрепляют вилку 8 на оси 7 к противоположному концу рычага 3 и зашплинтовывают ось. Вилку 8 соединяют с тягой 9 и насаживают второй конец тяги 9 на ось защелки автомата.
Следующей операцией является установка электронненмати-ческого вентиля механизма выключения одного ряда топливных насосов.
В резьбовые отверстия крышки 27 ввертывают три штуцера 25 и один штуцер 23. На блок помещают крышку 27 с проклад кой 26 и закрепляют ее. К штуцерам присоединяют трубку 24 и шланг 33. На крышку 27 устанавливают переходные втулки 28, затем прокладку 29 и электропневматпческий вентиль 31 и закрепляют их двумя болтами 30. Закрепляют щиток 32.
На шпильки блока устанавливают кронштейн привода регулятора, предварительно поместив под корпус кронштейна уп-лотнительную прокладку. При этом проверяют совпадение масляных отверстий в блоке, прокладке и кронштейне, после чего закрепляют кронштейн гайками.
Вставляют вал в кронштейн привода регулятора, а на концы его с внутренней стороны надевают рычаг с вилкой стопорной тяги 21, а с наружной стороны — рычаг 20. Рычаги ставят на шпонках и затягивают стяжными болтами. После установки вала привода регулятора проверяют суммарный монтажный зазор; он должен быть в пределах 0,2—0,4 мм.
В вилку короткого рычага ввертывают стопорную тягу 21 (в сборе с гайкой и шайбой), на свободный конец тяги надевают пружину 22 и, установив тарелку на торец пружины, укрепляют ее гайкой.
Повернув рукой рычаг 20 регулятора, проверяют взаимодействие деталей механизма управления. Движение в соединениях должно быть легким, без перекосов и местных прихватываний.
На тяги управления устанавливают поводки реек топливных насосов. Присоединяя поводок 15 (см. рис. 131) к тяге управления, его штифт направляют в отверстие тяги. К поводку прикрепляют крышку 18 двумя болтами 17. Головки болтов попарно зашплинтовывают проволокой.
Окончив сборку механизма управления дизелем, производят сто регулировку (см. главу VI). Ставят переднюю крышку блока. Предварительно надевают на шпильки блока уплотнительную прокладку. Крышку закрепляют гайками. Под гайки подклады-нают шайбы.
Установка опорной плиты, водяного и масляных насосов. Перед установкой опорной плиты и насосов проверяют, нет ли забоин и других повреждений на припадочных плоскостях опорной плиты, насосов и блока дизеля. На шпильки блока, укрепляющие плиту, надевают уплотнительную прокладку. Установив опорную плиту на шпильки блока, слегка затягивают ганки (30 шт.). Под гайки помещают шайбы.
Па опорной плите закрепляют водяной насос, предварительно уложив уплотнительную паронитовую прокладку на шпильки плиты, укрепляющие насос. Полости насоса должны быть чистыми.
Правильность зацепления шестерни водяного насоса с шестерней эластичного привода регулируют путем перемещения опорной плиты на шпильках блока. Зазор между зубьями должен быть в пределах 0,2-0,4 мм для новых деталей. Ступенчатость шестерен допускается не более 2 мм.
После проверки зацепления шестерен окончательно закрепляют водяной насос и проверяют по краске прилегание зубьев: отпечаток краски должен быть не менее 40% по высоте зуба и не менее 50% по его длине. Аналогично устанавливают и масляный насос центробежного фильтра или второй водяной насос дизеля 1 ОД 100. Затянув до отказа гайки крепления плиты, присверлива-ют и развертывают четыре отверстия в опорной плите под конические штифты и вставляют штифты.
Затем ставят масляный насос. Для этого надевают уплотнн-тельную прокладку на шпильки плиты. На хвостовик ведущего валика насоса надевают технологическую втулку размерами 26-о)оо8 мм по наружному диаметру и 20|^о8 мм по ВНухрен. нему.
При установке насоса на шпильки опорной плиты хвостовик ведущего валика насоса с надетой технологической втулкой направляют в отверстие приводного вала и вводят шлицевую втулку в зацепление с муфтой. Закрепив насос на плите, просверливают и развертывают два отверстия, в которые вставляют конические штифты.
После этого штифты вынимают, отвертывают гайки крепления и снимают насос с опорной плиты. Снимают технологическую втулку и снова ставят насос на плиту по коническим штифтам, фиксирующим правильность центровки ведущего вала насоса. Гайки крепления насоса затягивают до отказа и шплинтуют их проволокой.
Чтобы убедиться, нет ли заеданий или прихватываний в приводах к водяному и масляным насосам, провертывают нижний коленчатый вал ручным валоповоротным устройством на два-три оборота.
Установка толкателя топливного насоса. С толкателя снимают штуцер для слива масла, отвертывают гайки, снимают пластинчатые замковые шайбы и вынимают болты крепления. Особое

Рис. 133. Приспособление для сжатия пружины толкателя:
/ — сухарь; 2 —колпак; 3 — шайба; 4 — штифт; 5 — палец; 6 —планка; 7 и 12 — рукоятки; в—гайка; 9 — аинт; 10 — головка винта; // — корпусвнимание обращают на чистоту внутренних поверхностей корпуса толкателя.
В соответствующие отверстия блока заводят болты крепления толкателя, предварительно установив под головки болтов медные уплотнительные кольца, предотвращающие течь масла из внутренней полости блока. В выточку на направляющей части корпуса толкателя помещают уплотнительное резиновое кольцо, которое также предотвращает течь масла из внутренней полости блока.
Провернув коленчатый вал, устанавливают соответствующий кулачок кулачкового вала вершиной кверху.
При помощи приспособления (рис. 133) сжимают пружину толкателя. Дли этого головку приспособления помещают на хвостовике штока толкателя и, заворачивая рукоятку 12, зажимают шток в сухарях / головки, так же как закрепляют сверло в универсальном патроне сверлильного станка. Затем надевают планку б на два штифта 4 в головке приспособления и, заворачивая гайку 8 на винте 9, сжимают пружину толкателя до тех пор, пока хвостовик пальца ролика полностью не войдет в паз корпуса толкателя.
При завертывании гайки 8 шток толкателя, удерживаемый головкой приспособления, будет перемещаться вместе с винтом 9 н сожмет пружину толкателя.
Толкатель (со сжатой пружиной) устанавливают в гнездо блока; на болты надевают пластинчатые замки и завертывают гайки, прикрепляющие фланец толкателя к блоку. Гайки должны быть туго затянуты и надежно закреплены пластинчатыми замками. Для лучшего уплотнения стыковых поверхностей толкателя с блоком наносят тонкий слой герметика на фланец корпуса толкателя.
Чтобы снять приспособление, сжимающее пружину, отвертывают гайку 8 и затем поворотом рукоятки 12 освобождают шток толкателя от патрона приспособления.
После этого закрепляют трубки слива масла из корпусов толкателей и соединяют их со сливной магистралью. Сливную магистраль опрессовывают маслом давлением 2 кГ/см2 в течение 5 мин. Течь и потение не допускаются.
Установка крышек воздушного ресивера. Со смотровых люков воздушного ресивера снимают предохранительные щитки (по пять щитков с каждой стороны дизеля) и укладывают их на стеллаж.
Па шпильки крепления шести крышек помещают прокладки и устанавливают крышки, затем на шпильки надевают шайбы и их гайки. Гайки завертывают равномерно до отказа.
По две крышки с каждой стороны блока (по бокам от средней) оборудуют предохранительными клапанами. Для этого на гнездо иод клапан устанавливают последовательно уплотнитель-ную прокладку 5 (рис. 134), тарелку клапана 4, болт 2 с про кладкой 3 и пружину 6. Затем на болт навертывают ганку 7, сжимая пружину до размера 96±0,5 мм и устанавливают в гайку шплинт (отверстие под шплинт сверлят по месту). После сборки клапан проверяют на герметичность наливом дизельного топлива. Не допускается течь топлива по прилегаемым поверхностям тарелки и болта к уплот-пительным прокладкам. Ход клапана должен быть не менее 20 мм.
Установка воздуходувки. Уложив прокладку на шпильки блока, при помощи подъемного приспособления (см. рис. 62), осторожно без рывков, надвигают воздуходувку на эти шпильки п навинчивают на них гайки.
Воздуходувку устанавливают в необходимое положение и регулируют зацепление зубьев шестерен, как указано в главе Ville нарушая регулировку зацепления шестерен, затягивают до отказа вес гайки крепления воздуходувки к блоку. Сверлят два отверстия под штифты, развертывают их и устанавливают штифты. При сверлении отверстий надо следить, чтобы в блок дизеля не попала стружка.
Наружные гайки крепления воздуходувки зашплинтовывают, а внутренние — — укрепляют проволокой. Валоповоротным устройством провертывают нижний коленчатый вал на два-три оборота, чтобы проверить, легко ли он проворачивается после присоединения воздуходувки. Вращение коленчатых валов должно быть легким и плавным.
Установив воздуходувку, снимают подъемное приспособление. Под воздуходувкой ставят корыто, подсоединяют сливные масляные трубки и прикрепляют трубку вентиляции картера.
Монтаж воздуходувки 2-й ступени на дизеле 10Д100. До установки воздуходувки на дизель необходимо проверить чистоту ее воздушных полостей, трубопроводов воздуха и трубок подвода масла.
Зачаливанне воздуходувки в сборе с редуктором производят за рымы и подъемную скобу. При установке воздуходувки на шпильки блока надо соблюдать осторожность, чтобы не повредить шпильки. Закрепив воздуходувку и проверив правильность установки торсионного вала, фиксируют воздуходувку на блоке контрольными штифтами. Правильность подсоединения воздухо-

Рис. 134. Предохранительный клапан на крышке воздушного рссшзера:
/ — крышка с корпусом клапана; 2 — болт; Я п 5 — прокладки; 4 — тарелка клапана; 6 — пружина; 7 — гайкалунки к дизелю проверяют по легкости перемещения торсионного вала но шлицам во всех положениях коленчатого вала.
После окончательной проверки правильности монтажа, воздуходувки на дизеле обязательно устанавливают стопорное кольцо торсиона.
Установка турбокомпрессоров на кронштейне. Правый и левый турбокомпрессоры ставят на общем кронштейне, закрепляемом на блоке дизеля. Монтаж турбокомпрессоров на кронштейне, а также замену одного из турбокомпрессоров необходимо производить, соблюдая требования, изложенные ниже.
У каждого турбокомпрессора проверяют наличие пломб на заглушках газовых, воздушных масляных и водяных каналов. После снятия заглушек рукой через газовый канал пробуют, свободно ли вращается ротор. В резьбовые отверстия фланцев газового и воздухоприемного каналов ввертывают на белилах шпильки. На эти шпильки надевают прокладки, затем газовые и воздухоприемные патрубки (по два) и закрепляют их гайками с пружинными шайбами. Устанавливают на подставку кронштейн. На кронштейн помещают прокладки и ставят турбокомпрессоры. Проверяют, нет ли зазора между опорными плоскостями турбокомпрессоров и кронштейном. Турбокомпрессоры выставляют по шаблону (или макету) и закрепляют на кронштейне болтами. Положение турбокомпрессоров по высоте регулируют прокладками 21 (рис. 135). При монтаже воздухоприемных патрубков следует предварительно снять трубки 14 и 23, не допуская их загрязнения.
Водяные масляные трубы 4, 5, 6, 7, 10 я 11 при установке на турбокомпрессоре разрешается подгибать по месту.
Резиновые (дюритовые) трубки слива масла закрепляют так, чтобы они не касались друг друга и деталей турбокомпрессоров.
Монтаж турбокомпрессоров на дизеле. Подняв краном турбокомпрессоры с кронштейном, заводят шпильки кронштейна в отверстия блока дизеля (но четыре шпильки с каждой стороны) и закрепляют гайками с пружинными шайбами. После проверки совпадения присоединяемых фланцев со стороны выхлопных и воздушных полостей развертывают верхние отверстия в блоке и кронштейне (по одному с каждой стороны) под иризониые болты М16, устанавливают эти болты, закрепляют их корончатыми гайками и зашплинтовывают. Необходимо проверить, чтобы при затянутых болтах крепления турбокомпрессоров на кронштейне, болты, скрепляющие фланцы наддувочных коллекторов с нагнетательными патрубками турбокомпрессоров, заходили без усилий в свои отверстия и ввертывались по резьбе в патрубках.
Окончательную подрегулировку турбокомпрессоров на дизеле в горизонтальной плоскости производит за счет зазоров между болтами и отверстиями в кронштейнах, а в вертикальной плоскости— за счет прокладок 21 (см. рис. 135). Общая толщина

прокладок 21 под каждой лапой турбокомпрессора допускается не более 5 мм, а число прокладок — не более трех. До окончательной затяжки болтов крепления турбокомпрессоров к кронштейну (после постановки при необходимости прокладок 21) местный зазор между опорными поверхностями допускается до 0,3 мм. После затяжки болтов крепления турбокомпрессоров на кронштейне допускается непараллельность торцов фланцев наддувочного коллектора и горловины корпуса компрессора не более 2 мм.
Подсоединив турбокомпрессоры к воздушным и газовым полостям, развертывают четыре отверстия диаметром 13 мм (по два с каждой стороны) под конические штифты в кронштейнах

Рис. 136. Узел фиксации турбокомпрессоров на кронштейне:
/ — кронштейн; 2 — конический штифт; Я—прокладка; 4 — лапа турбокомпрессораи лапах турбокомпрессоров и запрессовывают штифты, как показано на рис. 136.
Несоосность патрубков и труб, присоединяемых к турбокомпрессорам дюрито-выми шлангами, допускается не более 3 мм при расстоянии между ними не менее 15 мм. Все штуцера и шпильки ставят на белилах.
Установка верхней крышки блока. Убедившись в том, что все детали и узлы внутри блока установлены и надежно закреплены, контактные поверхности блока дизеля и его верхней крышки чистые и не имеют забоин, на верхнюю полость блока укладывают паронитовые прокладки (по одной прокладке с каждой стороны). Паронитовую прокладку помещают также на торец верхней крышки блока со стороны воздуходувки. Затем ставят на блок крышку и равномерно затягивают гайки на 54 шпильках блока. К торцу верхней крышки блока прикрепляют фланец воздуходувки, предварительно установив шайбы под головки болтов.
Установка форсунки. Перед установкой форсунки вынимают заглушку из отверстия адаптера форсунки в гильзе цилиндра. Чистой салфеткой протирают края отверстия в адаптере и корпус устанавливаемой форсунки. С наконечника форсунки снимают колпачок, надев на форсунку медное уплотнитсльное кольцо, помещают форсунку в адаптер гильзы цилиндра таким образом, чтобы ее приемный (нагнетательный) штуцер был направлен вниз строго по вертикали.
В случае установки повой форсунки на ее корпус наносят клейма, аналогичные клеймам на заменяемой форсунке, и в паспорте дизеля делают соответствующую отметку.
Гайки крепления форсунки затягивают поочередно нормальным ключом (длина рукоятки не более 200 мм) на 2,5—3,5 грани от упора за 5—7 приемов усилием одной руки. Затягивать равномерно и поочередно для обеих гаек по 0,5 грани за прием.
Закрепив форсунку на шпильках, подсоединяют нагнетательную и сливную трубки. Гайки крепления форсунки зашплинто-вывают проволокой.
Установка реле давления масла и масляных трубопроводов. Оба реле давления масла (остановки дизеля и сброса нагрузки) прикрепляют болтами к блоку.
Переходную муфту 2 (рис. 137) ввертывают в резьбовое отверстие перегородки 5 блока. На резьбу угольника 4 наматывают льняную нитку, смазывают ее сверху суриком и завертывают угольник в переходную муфту 2. Аналогично ввертывают оба тройника / в резьбовые отверстия переходной муфты 2 и вотверстие верхнего масляного коллектора.
К тройнику верхнего масляного коллектора и к угольнику 4 присоединяют трубку 3.
На резьбе штуцеров обоих реле давления масла также наматывают льняную нитку, снаружи резьбу смазывают суриком. К штуцерам реле присоединяют трубки, концы которых закрепляют накидными гайками к их общему тройнику. К тройнику / присоединяют трубку отвода масла к манометру и закрепляют ее накидной гайкой.
Установка топливных насосов. Перед установкой насосов определяют толщину комплекта прокладок, помещаемого между корпусом насоса и толкателем. Каким образом подбирают прокладки, сказано в главе VI.
До постановки топливного насоса проверяют, легко ли перемещается рейка и возвращается ли она в исходное положение под действием пружины после нажатия на поводковую втулку.
На фланец корпуса насоса укладывают прокладки и подсоединяют насос к толкателю (надевают на болты). После этого навинчивают на болты гайки, установив под них замковые шайбы. Болты до отказа затягивают усилием одной руки, пользуясь ключом (см. рис. 61) с рукояткой длиной 350 мм. Затем еще раз проверяют плавность хода рейки топливного насоса и нет ли заедания поводковой втулки, фиксируют гайки пластинчатыми замками.
Топливные насосы и форсунки соединяют трубками высокого давления. Предварительно эти трубки прокачивают дизельным топливом, со штуцеров насосов и форсунок, а также с трубок снимают защитные колпачки.
Трубки должны подсоединяться к штуцерам насоса и форсунки свободно, без деформаций и подгибания, накидные гайки должны навинчиваться свободно.
На вновь установленном насосе должны быть нанесены клейма, определяющие его принадлежность к данному дизелю, данному цилиндру и место расположения (с правой или левой стороны) .
Установка регулятора числа оборотов и его привода. Шлице-вое соединение регулятора и его привода смазывают дизельным маслом. На фланец корпуса привода регулятора помещают уп-лотнительную прокладку из телефонной бумаги.

Рис. 137. Узел соединения трубок подвода масла к реле давления и к манометру:
/ — тройник; 2 — переходная муфта; 3 — трубка; 4 — угольник; 5 — перегородка блока
Регулятор устанавливают на корпусе привода. На шпильки крепления регулятора надевают пружинные шайбы и равномерно затягивают четыре гайки. К рычагу управления регулятора присоединяют серьгу. В отверстие осп вставляют шплинт и разводят его. Аналогично сочленяют с серьгой шток сервомотора регулятора.
На шпильки блока надевают кожух пневматического сервомотора. Перед завертыванием гаек на шпильки помещают шайбы. Укрепив кожух, устанавливают пневматический сервомотор регулятора. Проверив совпадение меток (рисок) на шлиневом валике и рычаге регулятора, устанавливают вертикальную тягу привода регулятора.
Отвертывают пробку верхней шаровой опоры, надевают вертикальную тягу на головку шарнира и ввертывают пробку на место. Если шарнир вращается легко, пробку зашплинтовываюг.
Вертикальную тягу соединяют с призмой планки пневматического сервомотора. При помощи винтовой стяжки регулируют длину вертикальной тяги (см. главу VI).
После установки регулятора проверяют, чтобы тяги управления обеспечивали выключение подачи топлива при крайнем нижнем положении штока сервомотора регулятора.
Установка объединенного регулятора числа оборотов и мощности на дизеле 1 ОД 100 значительно упрощена. Регулятор устанавливают и закрепляют на корпусе привода, К штоку сервомотора регулятора шарнирно прикреплена (на опорной плите) горизонтальная тяга, с которой в свою очередь соединена вертикальная тяга, связанная с механизмом остановки дизеля. Пусковой сервомотор присоединяется к блоку рядом с регулятором.
Установка крышек люков вертикальной передачи. На шпильке блока укладывают паронитовую прокладку, а на нее помещают глухую крышку (без пружин) и закрепляют ее.
Установка крышек на отсеках нижнего коленчатого вала. Всекрышки с одной стороны дизеля имеют предохранительные про-тивовзрывные клапаны, аналогичные клапанам на крышках воздушного ресивера (см. рис. 134). Каждая крышка закрепляется на блоке четырьмя накладками, причем средние накладки двусторонние— общие для крепления двух соседних крышек.
Установка топливных коллекторов. Трубки / и 3 (рис. 138) заводят между гильзой первого цилиндра и перегородкой блока и скрепляют их фланцы двумя болтами 2. Гайки болтов 2 за-шплинтовывают.
Аналогично соединяют между собой трубки 10 и // с противоположной стороны дизеля. Штуцер 6 присоединяют к фланцу первого правого топливного насоса и слегка закрепляют его болтами 9.
Гайку 7 с тарелкой и кольцом помещают на трубку 8 звена коллектора и конец трубки 8 присоединяют к штуцеру 6 второго

Рис. 138. Схема топливных коллекторов и трубопроводов:
1 и 3 — трубки от филр.тра к коллекторам; 2 и 9 — болты; 4, 7 и 16—гайки; 5 — фильтр; 6 — штуцер подвода топлива к насосу; 8 — трубка звена коллектора; 10 и //— трубки между коллекторами; 12 — тройник; 13 — штуцер для подсоединения манометра; /4 — отводная труба; 15— пробка; 17—перепускной клапан; 18 — трубка от перепускного клапанацилиндра. Присоединяют штуцер 6 к фланцу второго правого топливного насоса, затем затягивают болты 9 и навертывают о г руки гайку 7.
Таким же образом соединяют между собой остальные звенья правого и левого топливных коллекторов. Все звенья коллекторов закрепляют болтами 9. Каждые два болта данного звена за-шплинтовывают общей проволокой.
Трубки / и 5 присоединяют к штуцерам топливных коллекторов и затягивают до отказа накидные гайки 4. При этом не допускают касания трубок / и 5 с гильзой цилиндра и перегородкой блока. Аналогично подсоединяют к топливным коллекторам и закрепляют накидными гайками трубки 10 и //.
Трубку 5 соединяют со штуцером топливного фильтра 5 и до отказа затягивают ее накидную гайку.
Устанавливают перепускной клапан 17 и закрепляют его на шпильках блока. Закрепляют скобами на блоке отводную трубу 14. Навертывают гайку трубы /•/ на штуцер перепускного клапана 17.
На тройник 12 отводной трубы 14 навертывают гайку трубки //. Присоединяют и закрепляют трубку 18 к перепускному клапану 17.
В муфту отводной трубы 14 ввертывают пробку 15 и навертывают гайку 16 с наконечником. Штуцер 13 (для подсоединения манометра) ввертывают в тройник 12 отводной трубы. Затягивают болты у скоб, укрепляющих трубки.
Установка сливных топливных трубопроводов. Прикрепляют болтами сливные коллекторы к бойкам водоподводящих труб (расположенных в отсеке топливных насосов и форсунок), предварительно установив на бонки щитки.
Устанавливают шесть сливных трубок между сливными коллекторами и завертывают до отказа их накидные гайки. При необходимости можно произвести подгибку трубок по месту.
В отверстие каждого сливного коллектора вставляют по две трубки так, чтобы их концы были видны через окно в коллекторе. Накидные гайки, расположенные на противоположных концах этих трубок, соединяют со сливными штуцерами топливного насоса и форсунки данного цилиндра. На дизелях последних выпусков топливо, отливаемое форсунками, раздельно отводится в топливный бак.
С каждой стороны дизеля укрепляют по одной трубке от концов сливных коллекторов к штуцерам, ввернутым в боковые перегородки блока.
Вдоль каждой стороны дизеля укрепляют снаружи скобами по одной сливной трубе и соединяют эти трубы между собой (со стороны управления) поперечной трубой. Закрепляют накидные гайки поперечной трубы. Наружные сливные трубы (с каждой стороны дизеля) соединяют с внутренними трубками.
Ввертывают в каждую плиту жесткости по три штуцера и подсоединяют к ним сливные трубки, сообщающие полости под выпускными коллекторами с наружными сливными трубами.
Контроль сборки, установка дизеля на поддизельную раму и центровка его с генератором. После установки передней крышки блока, топливного фильтра тонкой очистки, поручней, люков, откидных площадок необходимо тщательно осмотреть дизель снаружи и установить все остальные детали.
Окончательно собранный дизель проверяют на легкость проворачивания от валоповоротного механизма. Кроме того, проверяют герметичность топливных, масляных и водяных трубопроводов. Топливные трубопроводы опрессовывают дизельным топливом под давлением 3 кГ/см2\ масляные трубопроводы—дизельным маслом под давлением 2,5 кГ/см2 в течение 10 мин; водяные трубопроводы опрессовывают водой под давлением 2 кГ/см2 в течение 20 мин.
Течь в местах соединений трубопроводов не допускается.
Проверку герметичности трубопроводов можно производить непосредственно после их установки, раньше чем закончится сборка всего дизеля.
Собранный дизель при помощи чалочного приспособления, показанного на рис. 59, снимают со стенда и переставляют на поддизельную раму для центровки и соединения с генератором и для окончательного его крепления к рамс.
Поддизельную раму предварительно ставят на жесткие стендовые балки, выверенные с точностью У2 деления по ватерпасу.

Рис. 139. К монтажу главного генератора на подди-зельной раме
Длина ватерпаса должна быть не менее 200.«.«, а цена деления — 0,35 мм на 1 м длины. Стендовые балки аналогичны раме тепловоза, на которой устанавливается дизель в сборе с генератором. Под поверхности С в поддизельной раме (рис. 139) устанавливают по одной пружине. Каждую пружину при этом сжимают до 117±1 мм для дизеля 2Д100 и дс 182±1 мм — для дизеля 10Д100.
На фланец поддизельной рамы (в месте сопряжения с дизелем) укладывают уплотнительные парони-товые прокладки — по одной вдоль каждой стороны дизеля. Дизель устанавливают на поддизелыгую раму, совместив отверстия для болтов крепления во фланцах рамы и блока.
После закрепления дизеля на раме устанавливают два штифта, фиксирующие его положение.
Затем устанавливают генератор на поддизельную раму и центрируют его с нижним коленчатым валом. Перемещение генератора на поддизельной раме как в продольном, так и в поперечном направлении производится при помощи домкратных упоров-кронштейнов или поднятием генератора краном.
Правильность установки генератора определяют по следующим показателям:
а) разномерпость радиальных зазоров между якорем и главными полюсами генератора не превышает 0,8 мм для дизеля 2Д100 при зазорах 3,2—4,4 мм и 1 мм для 10Д100 —при зазорах 4,2—5,5 мм;
б) колебание размера Л (рис. 140), т. е. толщина муфты при повороте коленчатого вала не превышает 0,15 мм. Размер А следует определять при повороте коленчатого вала на 360° в четырех положениях (через каждые 90°) в одном и том же месте на дисках муфты;
в) размер а (рис. 141) равен 364±2 мм для дизеля 2Д100 и 430±2 мм для дизеля 1 ОД100, когда размер А (см. рис. 140) соответствует указанному в паспорте муфты. При этих условиях обеспечивается необходимый осевой разбег якоря главного генератора.
При затяжке болтов, прикрепляющих муфту привода к генератору, необходимо руководствоваться указаниями, приведенными в главе V. При этом надо совместить метки на пластинах муфты и диске.
После центровки генератора необходимо окончательно закрепить его болтами, развернуть новые отверстия под конические

штифты (фиксирующие генератор на поддизельной раме) и установить новые штифты. Подсоединение генератора к дизелю, несмотря на тщательность центровки, вызывает некоторое изменение зазоров «на масло» в 8-, 9- и 10-м коренных подшипниках нижнего коленчатого вала, что для данной конструкции является вполне нормальным и не влияет на работу дизеля. Практически величина зазора «та масло» (диаметральный зазор) в указанных подшипниках после установки генератора может измениться до 0,15 мм. Поэтому в нижней части между 8-, 9- и 10-й коренными шейками коленчатого вала и вкладышами появится зазор, равный этой величине.
Величину зазора в нижней части по указанным подшипникам следует записать в паспорт дизеля для возможности последующего контроля.