Как осуществляется ремонт шатунов
Шатун — это важная деталь любого двигателя внутреннего сгорания. Весь принцип работы ДВС опирается на КШМ. Деталь является непосредственным элементом передачи движения от поршня к коленчатому валу. Шатун испытывает колоссальные перегрузки, ведь на него возлагается не только механическая часть работы, но и мощная термическая нагрузка. Интенсивное использование двигателя влечёт износ этой детали. Полноценный ремонт шатуна сможет предотвратить серьёзную аварию, спасёт мотор от катастрофы.
Ремонт шатунов предусматривает определённые знания, навыки, технологии и оснащение. Он проводится при капитальном ремонте двигателя, так как снять эту деталь можно только после разборки мотора. Не всегда можно определить на глаз степень износа, стратегию действий. Первоначально необходимо провести дефектовку и обозначить перечень ремонтных работ. Важно помнить, что эта деталь не функционирует сама по себе, это целый узел с втулкой, вкладышем. Ремонт производят, если обнаружены эти отклонения и их признаки:
- Он скручен.
- Присутствует износ в отверстиях под втулку на верхней головке.
- В изношенном состоянии находится отверстие и торец нижней втулки.
Износ шатуна происходит по ряду причин. Это не только банальный фактор времени и длительная эксплуатация. Основные факторы:
- Работа на старом масле, его недостаточный объём.
- Плохое состояние фильтра смазки.
- Частый перегрев ДВС.
- Гидравлический удар.
- Попадание в полость под цилиндрами инородных тел.

Долго работающий шатун требует восстановления первоначальных размеров в районе нижней головки. Если имеет место задир, был серьёзный перегрев с расплавлением вкладыша, то потребуется полная смена втулки под верхнюю головку. Для этого можно воспользоваться жидким азотом. После операции запрессовки выполняется расточка внутренней части данной втулки. Базовой точкой отсчёта для установки послужит отверстие на нижней головке. Если это отверстие изношено, то и его необходимо расточить. Последняя операция — хонингование.
Ремонт шатунов требует соблюдения технологической последовательности. Можно выделить несколько этапов:
- Снятие двигателя с машины и полная разборка.
- Промывка деталей шатуна, определение дефектов.
- Выпрессовка.
- Процедура правки.
- Нижняя головка обрабатывается в точке разъёма. Это необходимо для обеспечения припуска и последующего растачивания.
- Проводится расточка отверстий в нижней головке. Операция позволит достичь параллельности между осями, межосевое расстояние должно получить заданное значение.
- Хонингования отверстий до требуемых показателей.
- Операция запрессовки новой втулки из бронзы.
- Контроль системы смазки, включая масляный насос.
- Очистка, продувка, промывка каналов для подачи смазки к коленвалу и другим узлам.
- Заливка новой смазки.
- Контроль остальных систем двигателя.
После ремонтных операций шатун подвергается повторной очистке. Поможет сжатый воздух, специальные жидкости. Большинство шатунов после работы подгоняют по массе. Разность в комплекте не должна отклоняться от стандарта, который определил производитель. У малолитражек это 4 грамма, у грузовиков 15 грамм. Вес подгоняют путём удаления металла с приливов. Это можно делать на самом шатуне, подойдёт и шатунная крышка. После сборки необходима проверка двигателя.
Все перечисленные операции требуют наличия оборудования и приспособлений. Пригодится пресс, подъёмник, токарный станок, точный измерительный инструмент. Выполнить эти операции способен автомеханик с большим стажем и опытом работы.
Поделиться «Как осуществляется ремонт шатунов»
капитальный ремонт двигателя автомобиля
ОПИСАНИЕ ТЕХНОЛОГИИ РЕМОНТА ШАТУНА
Шатун изготовлен из стали 40Н2МА (ГОСТ 4543—71), а крышка из стали 40Х (ГОСТ 4543—71). Нижняя головка имеет косой разъем под углом 55°±30′ к продольной оси. Шатун соединен с крышкой двумя болтами, ввернутыми в резьбовые отверстия тела шатуна. Фиксация шатуна и крышки осуществляется по шлицам и фиксирующему пояску на одном из шатунных болтов. Очень важно для работы шатунных болтов и вкладышей плотное сопряжение шлицов, поэтому грязь, заусеницы и забоины на шлицах не допускаются. Шатун с крышкой составляют комплект, одна из деталей которого не может быть заменена деталью другого комплекта. Перед сборкой шатуна резьбу болтов смазывают графитной смазкой. Затяжку начинают с длинного болта тарированным ключом крутящим моментом 20—22кгс-м.
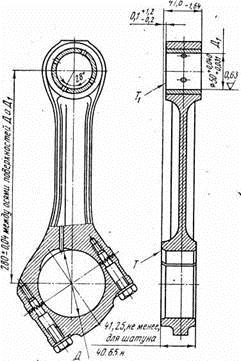
Рис 1. Шатун
На шатуне и крышке вблизи стыка наносятся метки спаренности шатуна с крышкой.
В нижней головке шатуна имеется отверстие диаметром 93+0’021 мм под вкладыши подшипников, в верхней головке —отверстие диаметром 56+0’03 мм под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана до диаметра 50 +0.040 мм после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0,004 мм.
В процессе эксплуатации двигателя у шатунов могут возникать следующие неисправности: изгиб и скручивание, износ отверстий в нижней головке и бронзовой втулке.
Шатуны с указанными неисправностями восстанавливают. Шатуны, имеющие трещины любого размера и расположения, а также отклонение торцов верхней и нижней головок от положения в одной плоскости более чем на 1,0 мм, выбраковываются. Проверка на отсутствие трещин осуществляется на магнитном дефектоскопе в магнитном поле при силе тока 800 А.
Бронзовую втулку из верхней головки выпрессовывают при износе отверстия во втулке более 50,08 мм или при ослаблении посадки втулки.
Для ремонта устанавливают крышку на шатун и крепят болтами. Окончательную затяжку болтов крутящим моментом 20—22 кгс-м производят на приспособлении.
Шатун торцом нижней головки устанавливают на площадку пленки 1, головку болта крепления крышки шатуна вставляют в головку 2 приспособления и включают электродвигатель 3. В момент затяжки болта с усилием 20—22 кгс-м реактивные силы поднимают правый конец планки / с грузом 7 вверх; планка нажмет на концевой выключатель б, который выключит электродвигатель 3. Затяжку второго болта производят в том же порядке.
Погнутые шатуны с кривизной, не превышающей 1,0 мм на длине шатуна, допускается исправлять обработкой торцов верхней головки шатуна. Правка шатуна не допускается.
Торец верхней головки обрабатывают с двух сторон в размеры, показанные на рис. 1. Внутренний диаметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов моментом 20—22 кгс-м. Предельно допустимый диаметр — до 92, 98—93,05 мм, если среднее арифметическое диаметров в плоскости стыка и сечении, перпендикулярном стыку, не выходит за пределы 93,00—93,021 мм..
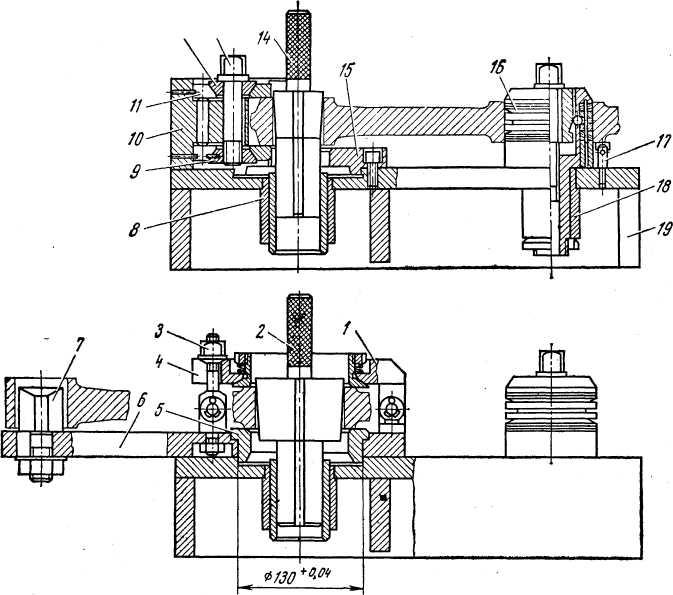
Рис 2. Приспособление для расточки отверстий в головке шатуна. 1 — прижим; 2, 14 — съемные пальцы; 3 — накидная гайка; 4 — планка; 5, 15 — установочные втулки; 6, 10 — съемные приставки; 7 — палец срезанный; 8, 18 — направляющие втулки; 9, 12 — конусные шайбы; 11 — при хват; 13 — болт; 16 — установочный палец; 17 — упор; 19 — корпус
Восстановление отверстия в нижней головке шатуна производят осталиванием. Предварительную расточку отверстия до диаметра 93,6 мм под осталивание и окончательную расточку до диаметра 92,96+0’035 мм производят на алмазно-расточном станке мр-дели 2705 в специальном приспособлении (рис. 2).
Для расточки отверстия в нижней головке шатуна на корпус 19 устанавливают съемную приставку 6 установочной втулки 5 в базовое отверстие диаметром 130+0’04 мм. На приставку 6 устанавливают шатун отверстием в верхней головке на палец 7, а торцом нижней головки на торец втулки 5 фиксируют отверстие нижней головки относительно оси шпинделя станка съемным пальцем 2. Устанавливают прижимную планку 4, крепят шатун в приспособлении накидной гайкой 3, вынимают съёмный палец 2 и растачивают отверстие. Расточку отверстия после осталивания производят за два прохода. Предварительно растачивают отверстие до диаметра 92,4 мм резцом с пластинкой из твердого сплава Т5КЮ (частота вращения расточной головки 372 об/мин, подача головки — 0,23 мм/об). Окончательно растачивают отверстие до диаметра 92,96+0>034 мм резцом с пластинкой из твердого сплава Т30К4 (частота вращения расточной головки — 520 об/мир, подача —0,1 мм/об). После расточки отверстие в нижней головке шатуна хонингуют в размер 93+0’021 мм.
Кроме процесса осталивания отверстия нижней головки шатуна, в последнее время разработан способ газопорошковой наплавки, заключающийся в том, что самофлюсующийся порошок ПГ-ХН80СР2 (РТУ УССР 1179—67) наносится на восстанавливаемую поверхность посредством ее подачи через пламя ацетилено-кислородной горелки специальной конструкции, использующей эффект эжекции (тип горелки ГАЛ-2-68).
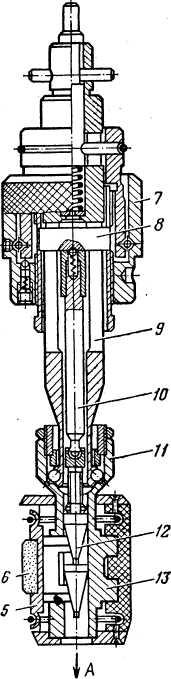
Рис.3 Хонинговальная головка.
1- гидроцилиндр; 2 — опорная втулка: 3 — установочный палец; 4 — планка; 5 — колодка хонинго-вальной головки; 6 — алмазные бруски; 7 — поводок; в —- чека; 9 — стержень; 10 — толкатель; 11 — корпус головки: 12 — разжимной конус; 13 — планка: 14 — прижимная втулка; 15 — шатун; 16 — корпус
Химический состав порошка ПГ-ХН80СР2: углерод — 0,3—: 0,6%, кремний — 1,5—3,0%, железо — 4,5—5,0%, хром — 12— 15%, бор — 1,5—2,5%, никель — 80,2—73,9%.
Порошок выпускается Торезским заводом твердых сплавов Министерства цветной металлургии.
Перед нанесением- порошковой композиции шатун должен быть собран с нижней крышкой; болты крепления крышки шатуна затянуть моментом 20—22 кгс-м.
При наплавке поверхности отверстия в самом шатуне стержень, его нужно охлаждать путем погружения в воду по головку. При наплавке отверстия в крышке шатуна охлаждение не требуется. Толщина наплавленного слоя — 0,1 мм. Твердость наплавленной поверхности — HRC 35—40. Трудоемкость наплавки — 7—10 мин на один шатун.
После наплавки отверстие нижней головки шатуна хонингуют до получения номинального размера 93+0>021 мм. Хонингование отверстия в нижней головке шатуна после расточки или наплавки. производят на вертикально-хонинговальном станке модели ЗМ82-в приспособлении, показанном на рис. 3. Хонинговальную головку крепят в патроне, который устанавливают в шпиндель станка. Привод механизма разжима брусков встроен в шпиндельную бабку станка. Поступательное движение от привода передается толкателю 10 и через поводок 7 разжимному конусу 12. Последний, воздействуя на планки 13, разжимает колодки 5 с алмазными брусками 6. Хонингуют отверстие предварительно до диаметра 92,99+°>021 мм алмазными брусками марки 2768-0103-Г-АСР 100/8Q-50M-73 (ГОСТ 16606—71) при удельном давлении брусков 4—6 кгс/см2 и окончательно до диаметра 93+0>021 мм алмазными брусками марки 2768-0103-1-АСМ 28/20-50М-73 (ГОСТ 16606—71) при удельном давлении брусков 3—5 кгс/см2. Хонинговальная головка должна делать 88 двойных ходов в минуту при 88 об/мин шпинделя станка. Шероховатость поверхности после окончательной обработки не ниже /?а = 0,63 мкм.
При ослаблении посадки или провороте бронзовой втулки отверстие в верхней головке после выпрессовки втулки растачивают под ремонтный размер 56,25 мм. Расточку отверстия под ремонтную втулку и во втулке под поршневой палец производят на алмазно-расточном станке модели 2705 в приспособлении, показанном на рис. 70.
С корпуса 19 приспособления снимают съемную приставку, 6, а на ее место устанавливают съемную приставку 10 и крепят болтами. На приставку устанавливают шатун, базируя отверстием в нижней головке на установочный палец 16 и упор /7, фиксируют отверстие верхней головки относительно оси шпинделя станка съемным пальцем 14, крепят шатун в приспособлении болтом 13 и вынимают съемный палец 14. Растачивают отверстие до диаметра 56,25+0’03 мм под ремонтную втулку резцом с пластинкой из твердого сплава Т30К4 при 860 об/мин расточной головки и подаче 0,1 мм/об. Шероховатость поверхности после обработки Ra = = 1,25 мкм.
В расточенное отверстие запрессовывают ремонтную втулку (рис. 4), изготовленную из бронзы БрОЦС 5-5-5 (ГОСТ 61.3—65).
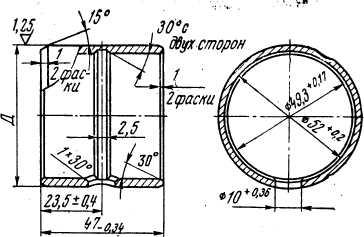
Рис. 4. Ремонтная втулка верхнее головки шатуна
Наружный диаметр Д втулки для расточенного на ремонтный размер отверстия в шатуне должен быть 56,25
Бронзовую втулку запрессовывают с натягом 0,05—0,12 мм заподлицо с торцом шатуна, совместив масляные отверстия во втулке и шатуне. Перед запрессовкой втулку охладить до температуры минус 50°С в специальном контейнере с сухим льдом.
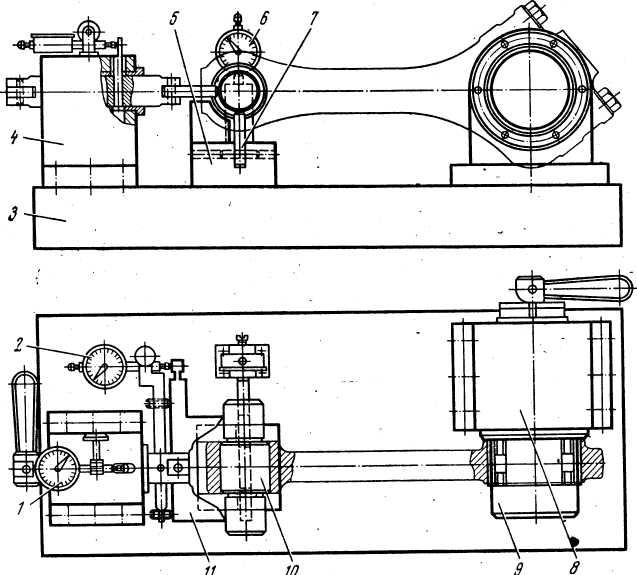
Рис. 5. Приспособление для контроля шатуна 2, 6 — индикатор; 3 — основание; 4 — корпус; 5 — стойка; 7 — упор; 9 — базовый палец; 10 — установочный палец; U — скоба
Расточку отверстия в бронзовой втулке до диаметра 50 4+0°;оз10 мм производят при частоте вращения расточной головки 1600 об/мин и подаче 0,06 мм/об.
Шероховатость поверхности после расточки /?а = 0,63-7-0,32 мкм. Перед мойкой масляный канал в шатуне прочищают шомполом. Промывают шатун в моечной машине и обдувают сжатым воздухом.
Изгиб, скручивание шатуна, расстояние между осями отверстий верхней и нижней головок проверяют на контрольном приспособлении (ряс. 73).
Настройку индикаторов, установленных ‘ на приспособлении, производят по эталону.
В верхнюю головку шатуна вставляют установочный палец 10, надевают шатун отверстием нижней головки на базовый палец 9 и кладут выступающими поверхностями установочного пальца 10 на упор 7.
Непараллельность осей отверстий верхней и нижней головок не должна превышать 0,04 мм на длине 100 мм.
Оси отверстий должны лежать в одной плоскости, отклонение не более 0,03 мм на длине 100 мм.
Расстояние между осями должно быть 280±0,03 мм.
Контроль отверстий (диаметр 50^0^° mm и диаметр 93+0’021 мм) производят индикаторным нутромером. Шероховатость поверхностей в отверстиях головок — а = 0,63 мкм торцов а=1,25 мкм. Проверяют совпадение отверстий во втулке и шатуне.
Шатун поршня: конструкция, причины неисправности, ремонт
- Конструкция шатуна
- Конструкционные материалы для шатунов
- Причины поломки
- Способы ремонта шатуна
Шатун поршня обеспечивает передачу энергии от поршня к коленчатому валу. Первое применение таких деталей датируется концом III века н.э. Устройства, похожие на современные шатуны использовались на лесопилках в Малой Азии, принадлежавшей Римской империи. Они служили для преобразования вращательного движения водяного колеса в поступательно для привода пилы. Подобные конструкции были обнаружены при раскопках в Эфесе, которые датируются VI веком н.э.
Конструкция шатуна
Шатун в процессе работы совершает 2 вида движения – круговые, в месте соединения нижней головки с коленвалом, и возвратно-поступательные, в месте соединения верхней головки и поршня. При эксплуатации двигателя на данную деталь постоянно воздействуют высокие нагрузки.
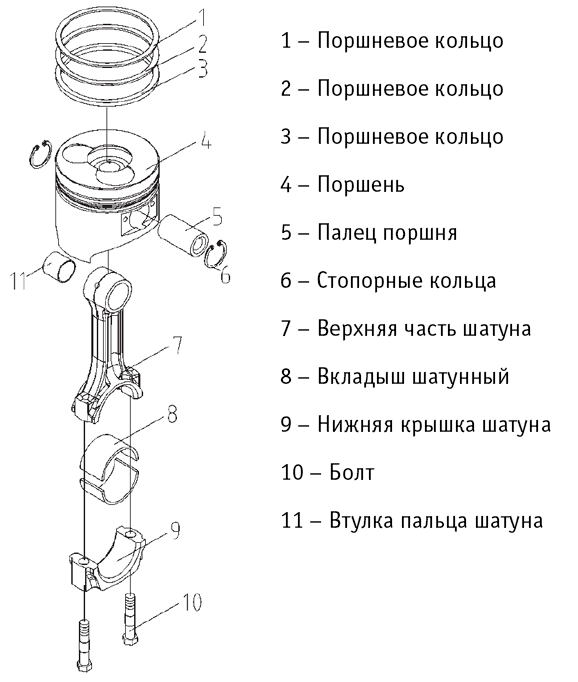
В шатун входят следующие элементы:
- Верхняя головка (поршневая)
- Нижняя головка (кривошипная)
- Силовой стержень
Поршневая головка
Поршневой палец соединяет верхнюю головку с поршнем. Сама головка представляет собой цельную неразборную конструкцию. Палец может быть плавающим и фиксированным.

В первом случае в верхнюю головку пальца впрессовываются бронзовые или биметаллические втулки. Но это относится не ко всем двигателям. Существуют модификации, где этих втулок нет, а сам палец свободно вращается в отверстии головки шатуна благодаря зазору. Для обеспечения работоспособности подобной детали важно обеспечить смазывание поршневого пальца.
Для установки фиксированных пальцев в головке шатуна проделывается отверстие цилиндрической формы, изготовленное с очень высокой точностью. Диаметр этого отверстия меньше, чем диаметр поршневого пальца. Благодаря этому обеспечивается необходимый натяг при соединении двух деталей.
Верхняя головка шатуна имеет форму трапеции. Это позволяет увеличить опорную площадь поверхности при работе поршня и снизить разрушительное воздействие очень высоких нагрузок.
Кривошипная головка
Кривошипная головка служит для соединения шатуна и коленвала. В большинстве шатунов этот элемент разъемный, что обусловлено методом сборки двигателя. Крышка головки фиксируется на шатуне болтами, но в некоторых случаях для этих целей используют штифты или бандажное крепление.
На шатуне можно использовать лишь ту крышку, которая была установлена на заводе. Это обусловлено тем, что она имеет определенный вес и размер, и потому не может быть заменена на другую.
Разъем головки относительно расположения стержня может быть прямым (90° к оси) или косым (под определенным углом к оси). В V-образных ДВС применяется последний вид.
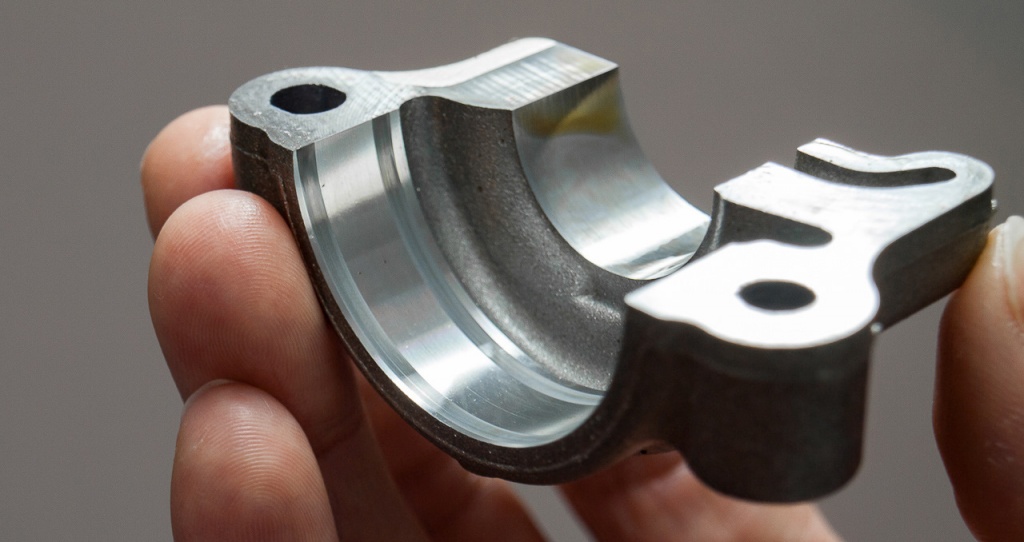
В нижней части шатунной головки находятся подшипники скольжения, схожие с коренными вкладышами коленчатого вала. Для их производства используется стальная лента, с внутренней стороны покрытая антифрикционным материалом, который обладает высокими противоизносными характеристиками. Данный слой работает исключительно при наличии моторного масла, в противном случае он быстро разрушается.

Для подшипников скольжения шатунов, коренных подшипников коленвала, юбок поршней, распределительных валы, втулок пальцев, в дроссельной заслонке подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Данный материал эффективно снижает трение и износ, предотвращает заклинивание поршня в цилиндре и задир поверхностей. Он не разрушается при длительном воздействии моторного масла, предотвращает движение рывками, работает в режиме масляного голодания.
Благодаря аэрозольной упаковке с выверенными параметрами распыления нанесение покрытия не вызывает затруднений. Полимеризация материала происходит как при комнатной температуре, так и при нагреве.
Силовой стержень
Стержень шатуна имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях, в отличие от бензиновых, шатуны более прочные и массивные. В спорткарах для производства этих деталей используется алюминий, что способствует снижению массы автомобиля.
Все шатуны в двигателе должны иметь одинаковую массу. В противном случае при работе ДВС будут сильные вибрации. Это требование распространяется также на обе головки детали. Для выравнивания веса шатунов их взвешивают на очень точных весах. После этого, выбрав самый легкий шатун, подгоняют массу других деталей под него путем снятия части металла на головках детали и с бобышек на стержне.
Конструкционные материалы для шатунов
Каждый автопроизводитель стремиться снизить затраты на производство и уменьшить вес деталей кривошипно-шатунного механизма. Но, ввиду того, что при работе шатуны испытывают высокие нагрузки, уменьшение их массы может отрицательно отразиться на прочности.
Для бензиновых серийных ДВС при массовом производстве шатунов применяется метод литья из специального чугуна. При такой технологии изготовления обеспечивается идеальный баланс между себестоимостью и прочностью детали.

Шатуны для дизельных силовых агрегатов производятся методом горячей ковки или штамповки из легированной стали, так как использование литья для таких ДВС неуместно. Прочность таких изделий гораздо выше, чем у литых, но их стоимость и производство обходится дороже.
В автомобилях с форсированными ДВС и спорткарах используются шатуны из алюминиевых и титановых сплавов. Это позволяет повысить мощность двигателя и снизить его вес. Вес таких деталей на 50 % меньше, чем у стальных и чугунных шатунов.
Болты крепления крышки шатунной головки изготавливают из высоколегированной стали. В отличие от обычной углеродистой стали предел текучести такого материала в 2-3 раза выше.
Причины поломки
Износ деталей – основная причина выхода из строя шатуна. Ремонт верхней головки производится редко, а срок службы втулки эквивалентен ресурсу всего ДВС. Но существуют явления, при которых шатун может изогнуться или полностью разрушаться. Это происходит вследствие столкновения поршня с головкой блока, гидроудара или попадания в камеру абразивных веществ и посторонних предметов.

Подшипники нижней головки изнашиваются по причине неудовлетворительного смазывания. Об этом свидетельствует удлинение шатунных болтов, изменение цвета частей вкладышей (чернеют) и шатунной головки (становится темно-синей), замятие вкладышей. В случае, если смазывание обеспечивалось должным образом, причиной поломки служит разрушение или износ самих подшипников.
Причинами поломки шатуна может быть засорение фильтров, недостаточный уровень моторного масла и его несвоевременная замена, потеря маслом рабочих свойств, попадание в цилиндр загрязнений и абразивов.
Способы ремонта шатуна
Ремонт шатунов возможен в следующих случаях:
При деформации стержня
При износе зазора в верхней головке
При износе зазора и поверхности нижней части головки
Ремонтные работы начинаются с тщательного осмотра деталей. В первую очередь производится измерение овала и диаметра, зазоров в верхней и нижней части шатуна. Для этого используется нутрометр. При нормальных показателях замена шатуна не нужна. При деформации стержня отверстия головок непараллельны, в результате чего происходит перекос цилиндра, износ коленвала, головки шатуна, поршня и стенок цилиндра. Об этом свидетельствует повышение шумности ДВС при работе на высоких оборотах. Существует еще один способ проверки шатуна на деформацию – деталь устанавливается на проверочную плиту и раскачивается.
После осмотра можно производить ремонт. Качество работ напрямую зависит от точности специального оборудования.
Добиться нужного размера зазора нижнего шатуна позволяет снятие некоторого количества металла с поверхности крышки головки. Затем крышку следует установить на штатное место и зафиксировать при помощи болтов.

При расточке отверстия головки нужно учитывать заданный размер детали. Операция выполняется на расточном или универсальном станке. После этого выполняется хонингование.
При увеличенном зазоре под поршневой палец необходимо поменять бронзовую втулку под верхнюю головку. Новая деталь в процессе приработке примет нужный размер. Следует учитывать, что отверстия втулки и головки должны совместиться, иначе моторное масло, выходящее из поршня, не попадет на поршневой палец.
После расточки следует взвесить шатуны и подогнать их по массе. Для этой процедуры используется самая легкая деталь.
Шатунные вкладыши дополнительно следует обработать антифрикционным покрытием MODENGY Для деталей ДВС.