Технология ремонта обмоток электрических машин — Ремонт обмоток якорей
Содержание материала
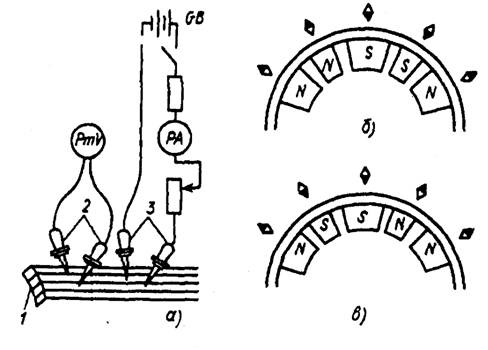
Часто у поступившего в ремонт якоря бывает трудно найти место замыкания обмотки на корпус. Для выявления замыкания надо покачивать обмотку в местах выхода ее из пазов. Целостность обмотки якоря можно проверять методом падения напряжения, позволяющим обнаружить междувитковые замыкания, обрыв, некачественные пайки, неправильное соединение обмоток с коллектором. Этот метод позволяет находить катушку, соединенную с корпусом якоря. Для этого один щуп от источника питания присоединяют к валу или пакету, а вторым поочередно касаются коллекторных пластин (рис. 17). Рис. 15. Кантователь статоров электродвигателей: 1 — кольцо неподвижное; 2— винт стопорный; 3 — кольцо подвижное; 4 — винт для поджа- тия статора к столу; 5 — площадка; 5 — косынка; 7— стол; 8— пластины, удерживающие кольцо от выпадания Рис. 16. Технологическая последовательность операций пайки и изоляции трубками межгрупповых соединений статорной обмотки из круглого провода: 1 — скрутка; 2 — трубки для изоляции концов катушечных групп; 3 — трубки для изоляции мест пайки; 4— электрод угольный; 5— электродомедный; 6— палочка медно- фосфористого припоя
Рис. 17. Схемы проверки электрических машин постоянного тока: а — качества паек в «петушках» и определения повреждений в обмотках; б — правильности чередования полюсов в двигателях и генераторах
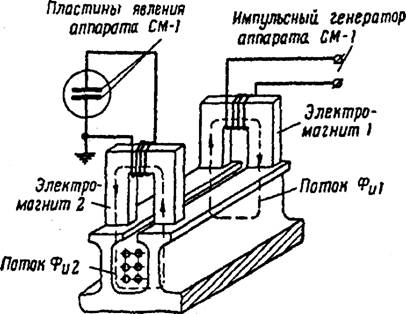
Рис. 18. Схема нахождения паза с короткозамкнутыми витками: Фи1 — магнитный поток, создаваемый током импульсного генератора; Фи2 — магнитный поток от тока, протекающего по короткозамкнутым виткам
Минимальное показание милливольметра будет при соприкосновении щупа с пластинами, к которым присоединена катушка, замкнутая на корпус. Для этих же целей можно использовать трансформаторный метод (рис. 18). Последовательность операций по ремонту обмоток якорей приведена в табл. Ремонт полюсных катушек. Последовательность операций по перемотке обмоток полюсных катушек приведена в табл.
Технологический процесс ремонта якоря
Операция
Оборудование, инструмент, приспособление
Осоединение обмотки от коллектора
Изготавливают и устанавливают клинья между петушками, распаивают петушки, поднимают концы обмотки, зачищают от излишка олова
Демонтаж старой обмотки
Снимают бандажи, осаживают клинья и выбивают их из пазов; удаляют обмотку и очищают пазы якоря; замеряют и изготавливают изоляцию, укладывают ее в пазы якоря
Изготовление новой обмотки
Наматывают секции обмотки якоря на станке, укладывают в пазы, изолируют лобовые части обмотки, изготавливают клинья и устанавливают их в пазы
Пропитка обмотки Бандажирова- ние
Пропитывают обмотку якоря лаком в ванне, просушивают в сушильной камере (до и после пропитки); проверяют изоляцию обмотки на корпус, заготавливают и укладывают изоляцию под бандажи; накладывают шнуровые и проволочные бандажи и запаивают последние
Выправляют петушки коллектора, лудят петушки и концы обмотки, разбирают концы согласно схеме и присоединяют их к петушкам, расклинивают перушки, пропаивают и зачищают
Обмотчик электрических машин — Ремонт обмоток статоров
Содержание материала
§ 83. РЕМОНТ ОБМОТОК СТАТОРОВ
Ремонт обмоток из круглого провода.
На все двигатели отечественного производства на ремонтных предприятиях должна быть техническая документация, содержащая полные обмоточные данные и чертежи обмоток. По этим данным заранее рассчитывают размеры шаблонов для намотки заготовок катушек. Если техническая документация отсутствует, все обмоточные данные и размеры обмотки определяют при разборке машины. После того как обмоточные данные установлены, из пазов статора удаляют старую обмотку. Обмотка из круглого провода укладывается в пазы через шлицы пазов. Если попытаться вынуть проводники старой обмотки также через шлицы пазов, то неизбежно повредятся тонкие усики зубцов, так как сцементированные лаком проводники будут отгибать их вверх. Чтобы обмотку из круглого провода вынуть из пазов, ее лобовые части вначале обрезают с одной стороны статора вровень с торцовой поверхностью сердечника. В небольших машинах эту операцию делают на токарных станках, в машинах больших размеров — с помощью пневматического зубила. Более производительно использовать специальные установки, оборудованные устройством для закрепления статора и фрезой для обрезки лобовых частей обмоток. После этого статор очищают, продувают сжатым воздухом и для ослабления цементирующего действия пропиточных лаков помещают в ванну с раствором кальцинированной соды, подогретым до 80—90°С. Хорошие результаты дает также метод «выжигания» изоляции в печи при 350—360°С. За несколько часов при такой температуре пазовые клинья и изоляция обмотки почти полностью утрачивают механическую прочность и обмотка легко вынимается из пазов.
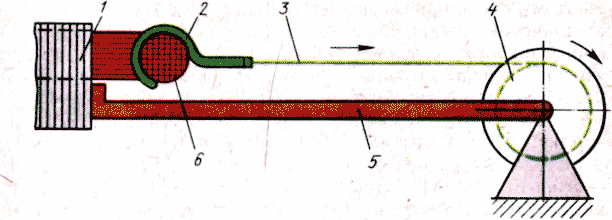
Рис. 190. Вытягивание всыпной обмотки из пазов с помощью лебедки
На специализированных электроремонтных заводах применяют также метод индукционного нагрева статоров перед выемкой старой обмотки. Статор с отрезанными с одной стороны лобовыми частями обмотки из круглого провода помещают в индуктор. Магнитный поток, создаваемый индуктором, замыкается по сердечнику статора и нагревает его. Теплота от сердечника передается обмотке (в первую очередь крайним, прилегающим к стенкам пазов, слоям изоляции и проводам). После нагрева обмотка легко удаляется из пазов. Этот способ используют при ремонте статоров с относительно небольшими диаметрами сердечников. Для удаления обмотки применяют электрические или ручные лебедки с крючьями (рис. 190). Лебедка 4 имеет упор 5, который устанавливается к торцу статора и препятствует отгибу крайних листов 1 при вытягивании обмотки из пазов. Крюк 2 захватывает лобовую часть 6 одной или нескольких катушечных групп обмотки и с помощью троса 3 вытягивает обмотку. Если предварительно не уменьшить механическую прочность изоляции, то при вытягивании могут либо оборваться проводники, либо деформироваться зубцы статора. В прочищенных и промытых статорах осматривают и проверяют крепление стали и устраняют мелкие дефекты, например выправляют погнутые кромки пазов, удаляют оплавления листов стали, образовавшиеся в местах замыкания обмотки на корпус, и т. п. Выправленные и очищенные статоры поступают на обмоточный участок для укладки обмотки. Технология заготовки изоляции, изолировки пазов и укладки всыпных обмоток во время капитального ремонта такая же, как при изготовлении новых машин. Отличительной особенностью этих работ является значительно меньшая, чем на электромашиностроительных заводах, механизация обмоточных работ. Это объясняется, в первую очередь, разнообразием типов и конструкций машин, поступающих в капитальный ремонт. Кроме того, значительная их часть — это машины старых серий, в пазы которых обмотка не может быть уложена механизированным способом. Поэтому и изолировку пазов и укладку как двухслойной, так и однослойной обмотки производят в основном вручную.
Ремонт обмоток из прямоугольного провода.
Обмотку из прямоугольного провода демонтируют также после предварительного ослабления механической прочности изоляции катушки. Катушки вынимают из пазов поочередно в последовательности, обратной их укладке. Если несмотря на ослабление изоляции катушки с трудом выходят из пазов, их приподнимают длинными клиньями, которые забивают с торцов статора под пазовые части катушек. Сильно деформировать катушки при выемке из пазов нельзя, так как перекрученные проводники обмотки могут застрять в пазу и работа по демонтажу обмотки усложнится. После того как вся обмотка вынута, статор очищают от остатков изоляции, продувают сжатым воздухом и тщательно осматривают. Устраняют все замеченные неисправности активной стали. Тщательно очищенный и осмотренный статор подается на обмоточный участок. Обмотка из прямоугольного провода, состоящая из подразделенных катушек, как правило, изготовляется на ремонтном предприятии по той же технологии, что и при производстве новых машин. В условиях ремонтного предприятия или на ремонтном участке могут быть также выполнены катушки с гильзовой изоляцией для обмоток машин на напряжение 3 и 6 кВ. Для опрессовки и запечки гильз применяют различные ручные или пневматические прессы с водяным или электрическим подогревом, конструкция которых описана в гл. VII. Обмотки с компаундированной изоляцией в ремонтных условиях не могут быть сделаны из-за сложности компаундных установок, которые должны быть рассчитаны на различные размеры катушек. Комплекты катушек обмотки с компаундированной изоляцией обычно заказывают на предприятиях, изготовляющих данный тип машин. Все операции по укладке обмотки, креплению ее пазовых и лобовых частей, а также приемо-сдаточные испытания проводятся так же и в таком же объеме, как и при производстве новых машин.
Технология ремонта обмоток электрических машин
Содержание материала
Определение объема ремонта.
Перед ремонтом обмоток необходимо точно определить характер неисправности. Часто направляют в ремонт исправные электродвигатели, ненормально работающие в результате повреждения питающей сети, приводного механизма или неправильной маркировки выводов.
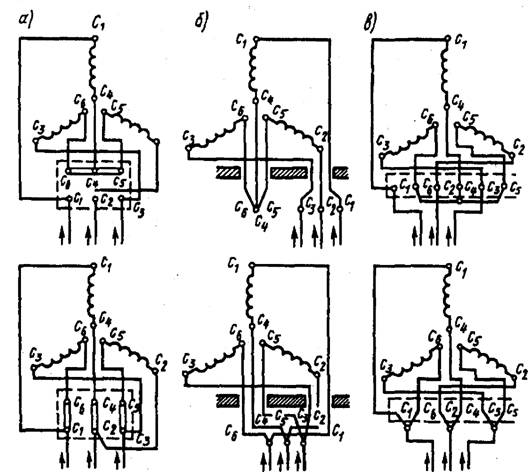
Рис. 12. Схемы соединения обмоток при фазных исполнениях выводов и наличии: а — у двигателя щитка с зажимами; б — двух выводных отверстий; в — выводов, расположенных в один ряд
Основой якорной обмотки машин постоянного тока служит секция, т. е. часть обмотки, заключенная между двумя коллекторными пластинами. Несколько секций обмотки обычно объединяют в катушку, которую укладывают в пазы сердечника. Схемы однофазных обмоток составляют в основном по тем же правилам, что и схемы трехфазных обмоток, только у них рабочая фаза занимает 2/3 пазов, а пусковая 1/3. У конденсаторных двигателей половину пазов занимает главная фаза и половину — вспомогательная. Назначая ремонт, следует помнить, что у электродвигателей мощностью до 5 кВт с двухслойной обмоткой при необходимости замены хотя бы одной катушки выгоднее перемотать статор полностью. У двигателей мощностью 10—100 кВт с обмоткой из круглого провода одну-две катушки можно заменить методом протяжки без подъема неповрежденных катушек.
Обмотки электрических машин и способы их соединений.
Основой фазной обмотки машин переменного тока служит катушка, т. е. комплект проводов, которому придают форму, удобную для укладки в пазы сердечника, отстоящие друг от друга на величину шага обмотки. Одна или несколько рядом лежащих катушек, принадлежащих одной фазе и расположенных под одним полюсом, образуют катушечную группу. Катушечную группу в мягких обмотках наматывают целиком одним и несколькими параллельными непрерывными проводами, а в некоторых случаях наматывают целиком фазу обмотки. Варианты соединения обмоток при фазных исполнениях выводов показаны на рис. 12.
Ремонт статорных обмоток электрических машин.
Для записи обмоточных данных при перемотке используют приведенную ниже форму обмоточной карточки. Ф о р м а 2 Обмоточная карточка
Род обмотки (двухслойная, однослойная концентрическая, цепная, однослойная концентрическая внавал и т. д.) .
Схема обмотки . . .
Форма лобовых частей (для двухплоскостных и трехплоскостных однослой- ных обмоток) . . . . . . . . . . .
Вылет лобовых частей (расстояние от торца пакета до наиболее удаленной точки лобовых частей обмотки):
со стороны схемы, мм . . . . . . . . . с противоположной стороны, мм . . . . . . . .
Ремонт обмоток машин переменного тока
Технология и оборудование электрообмоточного цеха
Обмоточный цех состоит из участка восстановления обмоточных проводов, изоляционно-заготовочного участка (изготовление гильз, катушек статоров и трансформаторов, роторных стержней, катушек различных аппаратов и приборов) и участка намотки обмоток статоров и роторов. В этом цехе также производят пропитку, сушку и лужение обмоток электрических машин. В зависимости от производительности площадь обмоточного цеха мастерской равна 80—100 м 2 . Участок восстановления проводов предназначен для удаления старой изоляции путем постепенного обжига в электропечи. Затем провода промывают в ванне, травят и нейтрализуют. На участке имеются различные приспособления для волочения восстанавливаемых проводов, оплетки и пропитки их изоляционными лаками. На изоляционно-заготовочном участке сосредоточены следующие оборудование и приспособления: верстак для раскроя и заготовки изоляции; роликовые и рычажные ножницы для резки электрокартона и других изоляционных материалов и для заготовки пазовой изоляции; приспособления для изготовления гильз и изолирования стержней; шаблоны и приспособления для рихтовки; намоточные станки для намотки катушек, электродвигателей, трансформаторов, пускателей, контакторов и др.; прессы и обкаточные станки для опрессовки гильз, роторных стержней и горячей обкатки роторных и статорных стержней. На участке восстановления обмоток роторов и статоров имеются постаменты для статоров крупных машин, поворотные столы для статоров небольших машин, козлы для установки роторов, приспособления для пайки и сварки проводов и станок для наложения бандажей роторов. В пропиточно-сушильном отделении расположены стальные баки для пропитки обмоток электрических машин, установка для пропитки и сушки обмоток в вакууме и под давлением, а также сушильные камеры и шкафы. Для ремонта обмоток в цехе предусмотрены универсальные ступенчатые шаблоны, оправка-шаблон, наборы инструментов обмотчиков, поворотные столы, приспособления для поворота статора, сушильная печь и др. Машину, обмотка которой подлежит ремонту, разбирают и обдувают сжатым воздухом под давлением. Загрязненные обмотки (при наличии на них слоя грязи с маслом) протирают тряпками или мягкой кистью, смоченной в бензине (или уайт-спирите). Сильно загрязненные обмотки, которые трудно очистить бензином, промывают в баке струей горячей воды температурой 70 — 80 ° под давлением.
Неисправности обмоток электрических машин
Основные неисправности обмоток электрических машин, которые встречаются в ремонтной практике, следующие: понижение сопротивления изоляции; пробой изоляции на корпус, между витками и между фазами; распайка соединений проводников; обрыв; механическое разрушение; неправильные соединения секций (катушек) и др. Сопротивление изоляции на корпус определяется мегомметром. При наличии клеммника, сопротивление измеряют до и после отсоединения выводных концов статора от зажимов. Тем самым проверяют исправность изоляции зажимов. Если мегомметр показывает нулевое сопротивление, то имеет место пробой изоляции на корпус. Для нахождения места повреждения обмотку разъединяют на отдельные фазы, а каждую фазу — на отдельные участки и мегомметром или на «лампочку» устанавливают поврежденный участок. Для дальнейшего уточнения места заземления можно прибегнуть к прожиганию изоляции значительным током до появления дыма, показывающего место повреждения. Для суждения о состоянии изоляции двигателя проверяют состояние не только самой обмотки, но и эластичность и тепловой износ подбандажной изоляции. В двигателях, поступивших для ремонта, но не выдержавших испытаний до разборки и имеющих неудовлетворительное состояние изоляции производят замену (перемотку) обмоток. При этом для двигателей, работающих в условиях высокой температуры и тяжелых режимах, целесообразно взамен изоляции класса А применять теплостойкую изоляцию, в частности кремнийорганическую, а для двигателей, работающих в сырых помещениях, пропитывать обмотку лаком или битумами и покрывать влагостойкой изоляцией. При ремонте обмоток стремятся улучшить заводские электрические и технические характеристики электрических машин старых конструкций, а также повысить надежность их работы. Для этого применяют новые электроизоляционные материалы, влаго- и теплостойкие лаки, обмоточные провода с тонкой и механически прочной изоляцией и т.д. Большое влияние на качество обмоток оказывает совершенствование технологии их выполнения. Технологический процесс изготовления новой обмотки при ремонте машин состоит из следующих основных этапов: заготовки пазовой и междуфазной изоляции и изолирования пазов; намотки катушек статоров и укладки их в пазы со сборкой схемы. При перемотке обмоток электрических машин необходимо точно соблюдать параметры старой обмотки: вид обмотки, класс, изоляции, марку и диаметр обмоточного провода, толщину пазовой изоляции, количество проводников в пазу и параллельных проводов в витке, шаг по пазам, среднюю длину витка, соединение фаз и т.д. Эти данные приводятся в соответствующих каталогах и справочниках. При их отсутствии необходимо произвести расчеты и составить схему параметров обмоток.