ГЛАВА 21. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
21.1. Класс деталей «корпусные»
К корпусным деталям автомобиля относят блок и головку блока цилиндров, крышку распределительных шестерен, корпус масляного и водяного насосов и различные картеры — сцепления, коробки передач, раздаточной коробки, мостов, рулевого механизма и другие детали. Они, как правило, изготавливаются в виде отливки из чугуна (блоки двигателей КамАЗ из серого чугуна СЧ-21, ЯМЗ — из легированного чугуна и т.д.) и алюминиевых сплавов АЛ4 и АЛ9 (блок цилиндров двигателя ЗМЗ, головки цилиндров КамАЗ, ЗМЗ и др.).
Корпусные детали предназначены для крепления деталей агрегата, имеют: отверстия, отверстия для установки подшипников, втулок, вкладышей, валов, гильз, штифтов и резьбовые отверстия для крепления деталей; плоскости и технологические плоскости. Общим конструктивно-технологическим признаком для большинства корпусных деталей является наличие плоской поверхности и двух установочных отверстий, используемых в качестве установочной базы как при изготовлении, так и при восстановлении деталей данного класса.
В процессе эксплуатации корпусные детали подвергаются химическому, тепловому и коррозионному воздействию газов и охлаждающей жидкости, механическим нагрузкам от переменного давления газов, динамическим нагрузкам, вибрации, контактным нагрузкам, влиянию абразивной среды и т.д. Для данного класса деталей основными видами износа являются коррозионно-механический и молекулярно-механический, которые характеризуются следующими явлениями — молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла с агрессивными элементами среды.
При эксплуатации машин в корпусных деталях возможно появление следующих характерных дефектов:
механические повреждения — повреждения баз; трещины на стенках и плоскостях разъемов, поверхностях под подшипники и на опорных поверхностях; забоины установочных, привалочных или стыковых поверхностей; обломы и пробоины частей картера; обломы шпилек; забитость или срыв резьбы; выпадание заглушек; нарушение геометрических размеров, формы и взаимного расположения поверхностей — износ посадочных и рабочих поверхностей, резьбы; кавитационный износ отверстий, через которые проходит охлаждающая жидкость; несоосность, неперпендикулярность, нецилиндричность и некруглость отверстий; коробление, или деформация обработанных установочных, привалочных или стыковых поверхностей.
Дефекты корпусных деталей, которые устраняются с помощью слесарных операций:
пробоины — постановкой металлической накладки на клею (составы на основе эпоксидной смолы) с закреплением ее болтами; обломы — приваркой обломанной части с закреплением ее болтами или с постановкой усиливающей накладки;
трещины — заделыванием с помощью фигурных вставок (разд. 1.3); нанесением состава (разд. 18.2) на основе: эпоксидной смолы, эпоксидной смолы с наложением накладок из стеклоткани, эпоксидной смолы с наложением металлической накладки и закреплением ее болтами; сваркой (разд. 13.2); сваркой с последующей герметизацией шва полимерным составом (разд. 18.2), с помощью фигурных вставок и эпоксидной смолы;
повреждения и износ резьбовых отверстий — прогонкой метчиком, нарезанием резьбы увеличенного размера, установкой ввертыша (резьбовой пробки) и нарезанием резьбы нормального размера, нанесением полимерных материалов на резьбовые поверхности (разд. 18.3), установка резьбовых спиральных вставок (разд. 11.4); обломы болтов, шпилек — удалением обломанной части с помощью бора или экстрактора, с помощью гайки или прутка;
коробление привалочных поверхностей — шлифованием, фрезерованием или шабрением;
ослабление посадки и выпадание штифтов — развертыванием отверстий под штифты и установкой штифтов увеличенного размера (по диаметру).
Восстановление корпусных деталей начинают с удаления обломанных шпилек и болтов, повреждений резьбовых отверстий а также устранения трещин и других повреждений, требующих применения сварочных операций, так как сварка может повлечь за собой коробление обработанных плоскостей деталей. Последовательность операций технологического процесса восстановления корпусных деталей приведена в табл. 21.1.
Лекция 13 Технологические процессы ремонта типовых деталей (стр. 1 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 |
Лекция 13 Технологические процессы ремонта типовых деталей
Лекция 13 Технологические процессы ремонта типовых деталей
13.1 Ремонт корпусных деталей
К корпусным деталям относятся блок цилиндров, головка блока цилиндров и различные картеры — сцепления, коробки передач, раздаточной коробки, ведущих мостов, рулевых механизмов, масляных насосов и другие детали. В большинстве случаев эти детали изготавливаются отливкой из серого чугуна СЧ21-40, ковкого чугуна КЧ35-10 или из алюминиевых сплавов АЛ4 и АЛ9. Характерным для этих деталей является наличие на них конструкторских, технологических и измерительных баз, привалочных плоскостей, отверстий в соответствии с точным расположением их осей под подшипники валов, плоскостей разъемов, резьбовых отверстий.
При эксплуатации машин в корпусных деталях возможно появление следующих дефектов: износ или повреждение баз, несоосность отверстий, трещины на стенках и плоскостях разъемов, поверхностях 1тод подшипники и на опорных поверхностях; обломы частей картера, обломы шпилек; забитость, срыв или износ резьбы, коробление, забоины или деформация обработанных установочных, привалочных или стыковых поверхностей; кавитационный износ отверстий, через которые проходит охлаждающая жидкость; выпадание заглушек водяной рубашки блоков цилиндров. Для выявления дефектов для каждой детали разработаны технические условия на контроль и рекомендации для устранения их.
Ремонт корпусных деталей (блок цилиндров и т. п.) следует начинать с восстановления технологических баз, удаления обломанных шпилек и болтов, повреждений резьбовых отверстий, а также устранения трещин и других повреждений, требующих применения сварочных операций, так как сварка может повлечь за собой коробление обработанных плоскостей деталей.
Дефект коробления плоскостей устраняется, как правило, шлифованием, до устранения неплоскостности, так как оно соизмеримо с припуском на шлифование. При значительных короблениях плоскости фрезеруют, при этом используют для установки деталей базовые поверхности, созданные на деталях заводом-изготовителем, восстановленные поверхности или, что реже, изготовленные ремонтным заводом. Износ внутренних цилиндрических поверхностей в блоке цилиндров устраняется разными «способами:
— посадочные пояски в блоке под гильзы цилиндров растачиваются под ремонтный размер (табл.1);
— поверхности отверстий под толкатели клапанов развертываются под ремонтный размер;
— поверхности под вкладыши и втулки ремонтируются механической обработкой под ремонтный размер или методом наплавки, напыления металла, электроискровой обработкой, гальваническим наращиванием металла, полимерными покрытиями, дополнительными ремонтными  деталями с последующей механической обработкой до размера по рабочему чертежу. Ремонт с применением дополнительных ремонтных деталей является процессом трудоемким, так как требуется предварительная расточка отверстий (соосных — с одной установки), запрессовка или вклеивание втулок, однако простота способа и надежность отремонтированных отверстий позволяют широко использовать его в практике ремонтных предприятий.
деталями с последующей механической обработкой до размера по рабочему чертежу. Ремонт с применением дополнительных ремонтных деталей является процессом трудоемким, так как требуется предварительная расточка отверстий (соосных — с одной установки), запрессовка или вклеивание втулок, однако простота способа и надежность отремонтированных отверстий позволяют широко использовать его в практике ремонтных предприятий.
Резьбовые поверхности на картерных деталях ремонтируют, как правило, под чертежный размер завода-изготовителя. Технология восстановления поврежденной резьбы производится в следующей последовательности: прогонка, срез поврежденной наружной резьбы или рассверливание отверстия до большого диаметра под заварку, заварка отверстия, удаление наплывов, сверление и нарезание новой резьбы. Возможен ремонт поврежденных резьбовых отверстий применением спиральных вставок или установкой резьбовых втулок. В случае ослабления резьбы при установке шпилек возможно применение полимерных уплотняющих материалов — герметиков на основе эпоксидных смол.
Трещины в картерных деталях устраняют заваркой (пайкой) или применением полимерных клеевых композиций (паст). Трещины предварительно ограничивают засверливанием по концам, а затем разделывают под углом 45 и 60° по всей длине, тщательно очищают от загрязнений, масла и следов коррозии и заваривают (пропаивают). При применении для заделки трещин полимерных клеевых композиций (паст) разделанная трещина должна быть хорошо обезжирена. После заделки трещины корпусная деталь испытывается на герметичность.
Как показывает практика ремонта деталей, не все возможные дефекты образуются одновременно на каждой детали. Как правило, они находятся в определенных сочетаниях. С учетом всех возможных дефектов корпусной детали устраняются они в последовательности, указанной в табл. 2. При восстановлении деталей определенного наименования необходимо выбрать способ устранения каждого из имеющихся на ней дефектов, а затем уже, руководствуясь приведенной последовательностью устранения дефектов, проектировать технологический процесс ремонта детали.

13.2 — Ремонт деталей класса «Круглые стержни»
К таким деталям относятся коленчатый и распределительный валы, валы коробок передач и редукторов, карданный вал, полуось ведущего моста, поворотная цапфа, рулевой вал и другие подобные детали. Валы изготавливаются из конструкционных среднеуглеродистых и легированных сталей, высокопрочного чугуна и в зависимости от назначения и условий работы могут иметь шейки, отверстия, резьбу, шпоночные канавки, шлицы, выточки, галтели, зубья, кулачки, торцовые поверхности, фланцы и другие поверхности, работающие при различных видах трения и нагрузках. При нормальных условиях работы одним из основных дефектов валов является износ. Перегрузка и усталость металла, нарушение смазки трущихся поверхностей вызывают нагрев и деформацию детали, износ, задиры и схватывание на поверхностях трения. Усталость материала детали, как правило, влечет за собой поломку деталей. Под действием многих факторов условия работы детали изменяются, поэтому изменяется скорость изнашивания их поверхностей, а сочетания дефектов случайны.

Характерными дефектами валов являются износ шеек, повреждение или износ резьбовых поверхностей, неплоскостность, биение привалочных поверхностей фланцев, износ гнезд под подшипники, износ эксцентриков и кулачков, износ шлицов, повреждения установочных поверхностей, износ зубьев. Валы с трещинами, выкрашиваниями, с цветами побежалости (пониженной твердостью шеек), большими задирами выбраковываются.
Износ устраняется различными способами — обработкой под ремонтный размер, пластической деформацией, установкой дополнительной ремонтной детали,- накаткой, наплавкой, напылением металлов и полимеров, гальванопокрытиями и др. Выбор способа ремонта валов обусловливается в основном условиями работы детали, качеством ее поверхности, производственной программой, экономическими факторами. Устранение дефектов на валах при реализации типового технологического процесса производится в последовательности, указанной в табл. 3.
Рассмотрим для примера процесс ремонта коленчатого вала двигателя КамАЗ-740, изготовленного из стали 42ХМФА-Ш. Вал имеет четыре шатунных и пять коренных шеек, на носке вала установлена шестерня масляного насоса, на хвостовике — распределительная шестерня. От осевых смещений вал фиксируется четырьмя сталеалюминиевыми полукольцами, установленными в выточке задней коренной опоры. В полостях шатунных шеек установлены бронзовые втулки для центробежной очистки масла, полости закрыты заглушками.
Для контроля технического состояния ремонтируемых коленчатых валов разработаны технические условия на контроль и рекомендации по устранению выявленных дефектов. Устранение радиального биения вала производится при биении более 0,05 мм. Правят вал на прессе, для чего устанавливают его на призмах крайними коренными шейками. Усилие штока пресса передается на среднюю коренную шейку.
Износ, риски и задиры шеек вала устраняются шлифованием под ремонтный размер на круглошлифовальных станках, для чего предусмотрены 10 ремонтных размеров через 0,5 мм.
Последовательность шлифования шеек: сначала шлифуют коренные шейки при установке коленчатого вала в центрах станка, затем шлифуют шатунные шейки, для чего вал устанавливается в центросместителях. После шлифования шейки полируют пастой ГОИ № 10 или полировальной лентой ЭБ220 (белый электрокорунд зернистостью 220).
13.3 Ремонт деталей класса « Полые стержни»
К этому классу можно отнести гильзы цилиндров, втулки, ступицы колес и другие детали. Принято к этому классу относить детали, у которых отношение высоты к наибольшему диаметру одной из поверхностей не менее 0,5. Как правило, детали этого класса изготавливаются из чугуна СЧ21-40, СЧ24-44, СЧ36, специального высокопрочного легированного чугуна. Иногда в гильзах используются вставки из высоколегированного чугуна или стали.
При механической обработке в качестве базовых поверхностей используются внутренние и наружные поверхности, а также торцовые поверхности деталей. Рассмотрим ремонт деталей класса «полые стержни» на примере гильз цилиндров двигателей. Основными дефектами гильз двигателей, поступающих в ремонт, являются износ, конусообразность, некруглость, задиры, риски на внутренней рабочей поверхности, износ посадочных поясков и опорных буртов, кавитационные разрушения на наружной поверхности, коррозия, накипь и трещины.
Рабочая (внутренняя) поверхность гильзы изнашивается наиболее интенсивно, так как на эту поверхность попадают абразивные частицы из топливно-воздушной смеси, из масла. Детали сопряжения гильза—поршень—поршневые кольца работают при высоких температурах, затрудненной смазке, повышенном давлении, в агрессивной среде, что также является причиной интенсивного износа внутренней поверхности гильз. Коррозионные и кавитационные разрушения бывают весьма значительными.
Обычно гильзы при определении технического состояния выбраковывают в случае наличия трещин, глубоких задиров и рисок на внутренней поверхности, сколов, износе внутренней рабочей поверхности более 0,4 мм и опорного бурта по высоте более 0,3 мм.
Ремонт корпусных деталей, рам, кабин, облицовки тракторов и автомобилей
Рама. Наиболее часто встречаются следующие дефекты рам: погнутость элементов, трещины, ослабление заклёпочных соединений и другие.
Трещины продольных балок (лонжеронов) и поперечных брусьев заварить электродами УОНИ-13/55У, ОЗС-4 и другими. Концы трещин засверлить сверлом (диаметром 6-8 мм), а кромки разделать с двух сторон на глубину 4-5 мм под углом 45 градусов. Сварочный шов и зону термического влияния упрочнить наклёпом в два-три прохода. В качестве инструмента использовать пневматические молотки КЕ-16 – КЕ-19 со сферическим бойком (радиусом 3-5 мм). Хорошее качество ремонта рам обеспечивается при использовании сварки в среде углекислого газа на постоянном токе обратной полярности проволокой Св-08ГС, Св-08Г2С, Св-18ХГСА.
При значительном повреждении продольной балки рамы её следует ремонтировать приваркой одной из частей, которую нужно вырезать из выбракованной по другим дефектам рамы. Для этого продольную балку надо обрезать по шаблону под углом 45 градусов [рисунок 120], кромки соединяемых частей перед сваркой нужно зачистить и разделать, затем с помощью шаблона надо состыковать соединяемые части и сварить с двух сторон.
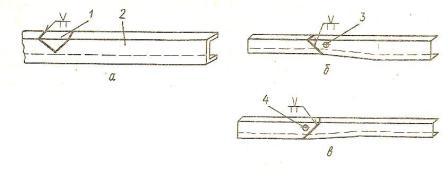
Рис.120. Восстановление продольной балки:
а) – приваркой вставки;
б) – приваркой встык передней части балки;
в) — приваркой встык задней части балки;
3) – технологическое отверстие;
4) — технологическое отверстие.
В некоторых случаях ставят усиливающую накладку. Но перепад жёсткости рамной конструкции, который вызван постановкой накладки, приводит к скачкообразному изменению деформации и увеличению вероятности образования трещин вблизи неё.
Погнутость элементов рамы. Этот дефект устраняется правкой в собранном виде, используя при этом гидравлические либо винтовые распорки, стяжки и другие приспособления [рисунок 121].
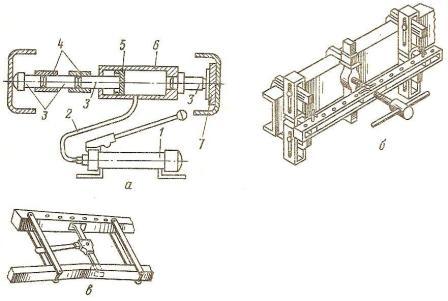
Рис. 121. Правка рам с помощью приспособлений:
4) – соединительные втулки;
6) – рабочий цилиндр;
Если рама имеет значительную деформацию, то её следует разобрать, погнутые части править на гидравлических прессах. Остаточный прогиб балок рамы не должен превышать 2 мм на базовой длине в 1 метр. Продольные балки следует соединять с поперечными при помощи специальных кондукторов и технологических болтов. Чтобы проверить перекос рамы, нужно установить контрольную линейку по диагонали между крайними отверстиями продольных балок. Результаты измерения двух диагоналей должны быть одинаковыми.
Ослабленные заклёпки следует удалить, срезав их головки ручным пневматическим зубилом либо пламенем газовой горелки. Оставшуюся часть заклёпки выбить выколоткой. В том случае, если отверстия под болты или заклёпки изношены, их рассверливают и развёртывают на нормальный размер. Если требуется заменить все заклёпки в соединении, то отверстия рассверливают и развёртывают по кондуктору.
Заклёпки следует ставить холодным или горячим способом, формируя их головку вручную, гидравлическим либо пневматическим инструментом.
Холодным способом достигается лучшее качество клёпки за счёт упрочения материала. При холодном пластическом деформировании исключается усадка заклёпки, она заполняет весь объём изношенного отверстия.
Изношенные втулки шарнирных устройств тракторов «Кировец» и Т-150К, а также втулки коленчатой оси тракторов тягового класса 3 выпрессовывают. Изношенные оси вертикального шарнира тракторов «Кировец» и Т-150К следует восстанавливать наплавкой под слоем флюса либо вибродуговой. Изношенную поверхность трубы горизонтального шарнира наплавляют проволокой Св-08, Св-30ХГСА (под слоем флюса) протачивают и шлифуют.
Изношенные опорные поверхности на брусьях рам наплавляют электродами УОНИ-13/55У, затем обрабатывают до размеров, указанных в технических требованиях.
Корпусные детали. Наиболее часто встречаются следующие дефекты корпусных деталей: трещины в перемычках между отверстиями, износ посадочных отверстий под подшипники и их стаканы, повреждения резьбовых поверхностей, износ установочных штифтов.
Изношенные отверстия под подшипники (стаканы подшипников) необходимо расточить, соблюдая межосевые расстояния, согласно техническим требованиям. В том случае, если предусматривается постановка (запрессовка) дополнительных колец, то диаметр отверстия нужно увеличить на 6 мм. По наружному диаметру эти промежуточные кольца обрабатываются таким образом, чтобы их посадка была с натягом 0,035 — 0,095 мм. Чтобы исключить проворачивание кольца закрепляют штифтами, электросваркой либо клеевыми составами.
При износе отверстий до 1,0 мм наносятся гальванопокрытия (железнение).
Все поверхности отверстий, которые подлежат восстановлению, очищают, формируют местную ванну и проводят наращивание, используя электролит на основе двуххлористого железа. Для компенсации неравномерного износа поверхности анод нужно сместить в сторону наибольшего износа. По окончании электролиза электролит надо слить, деталь промыть горячей водой, нейтрализовать 10%-ным раствором щёлочи, провести ополаскивание в моечном растворе.
Восстановленные гальванопокрытием либо постановкой дополнительных колец отверстия под подшипники следует расточить на вертикально-расточных станках, используя приспособления – кондукторы, которые обеспечивают соосность и межцентровые расстояния либо на координатно-расточных станках.
Изношенные отверстия также могут быть восстановлены приваркой стальной ленты. Заготовку вырезать либо вырубить из стальной ленты (толщина ленты 1 мм), затем установить в предварительно расточенное по диаметру увеличенное на 1,0-1,2 мм отверстие в корпусе. Ленту рекомендуется приваривать на установке ОКС-011-1-10 либо ОКС-011-1-11. Всю последующую механическую обработку выполнить шлифованием либо растачиванием на номинальный размер с соблюдением всех технических требований.
Восстановление посадочных мест под подшипники в корпусных деталях возможно установкой стальных тонкостенных свёртных втулок с последующим раскатыванием. Такая технология предложена институтом ГосНИТИ и ВНПО «Ремдеталь».
Втулки изготавливаются штамповкой или гибкой в валковом приспособлении из стальной холоднокатанной ленты (толщина ленты 0,8-1,7 мм). Для фиксации втулки применяется клеевой состав на основе эпоксидной смолы либо клей ВС-10Т. Вот один из возможных способов фиксации: на поверхности отверстия, расточенного под втулку, нарезать винтовую канавку с шагом 1 мм и глубиной 0,30-0,35 мм. После установки втулки в отверстие её нужно раскатать при частоте вращения роликового раскатника 60-300 мин -1 и подаче 0,1-0,3 мм/об с охлаждением эмульсией либо индустриальным маслом. Если не предусматривается последующее растачивание, то раскатник настраивают на размер, который больше номинального на 0,03-0,05 мм.
Незначительно изношенные отверстия в корпусных деталях (зазор не более 0,15 мм) рекомендовано восстанавливать с использованием полимерных покрытий, герметиков, эпоксидных смол. Полимеры наносятся на обезжиренные поверхности тонким слоем, запрессовывается подшипник. Затем удаляются наплывы и подтёки и отверждается полимер.
Трещины в чугунных деталях завариваются электродуговой сваркой в холодном состоянии проволокой ПАНЧ-11 либо ПАНЧ-12, специальными электродами МНЧ-2, НЧ-3А, ЦЧ-4, ОЗЧ-2 и другими. Для того, чтобы заварить трещины в корпусных деталях используется также и комбинированный способ – сварка с герметизацией полимерными материалами. Для этого после сварки шов и прилегающая к нему поверхность зачищается заподлицо с основным металлом и двукратно обезжиривается ацетоном. Затем на обезжиренную поверхность тонким слоем (до 1 мм) наносится эпоксидный состав. Слой полимера обеспечивает хорошую плотность. Трещины и другие дефекты корпусных деталей из алюминиевых сплавов (картер маховика, картер коробки передач некоторых автомобилей и другие) устраняются электродуговой, газовой, аргонно-дуговой сваркой.
Кроме вышеуказанных способов, возможно применение стягивающих фигурных вставок, постановка накладок с использованием полимерных материалов.
Изношенные установочные штифты заменяются новыми увеличенного размера после развёртывания отверстий либо, если позволяет конструкция, штифтовое соединение выполняется в новом месте.
Повреждённые резьбовые отверстия в корпусных деталях восстанавливаются путём нарезания резьбы ремонтного размера, постановкой спиральных вставок и другими.
Кабина, оперение, капот, облицовка могут иметь следующие дефекты: пробоины, трещины, вмятины, коррозионные повреждения и другие. На рисунке 122 представлены наиболее вероятные места расположения дефектов.
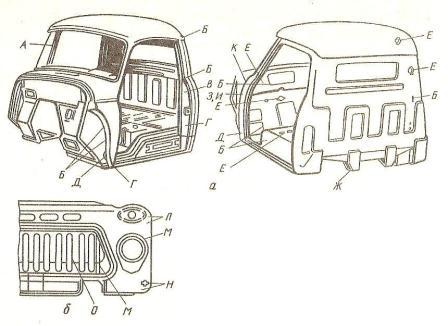
Рис. 122. Расположение дефектов.
а) – Кабины автомобиля ГАЗ-53А;
б) – Облицовки радиатора;
А) – Деформация стоек ветрового стекла;
В) – Разрушение мест крепления защёлки замка;
Г) – Разрушение сварных швов;
Д) – Повреждение каркаса;
Е) – Износ отверстий;
З) – Ослабление крепления дверных петель;
И) – Износ отверстий под ось;
Н) – Разрушение отверстий в местах крепления бампера.
Лакокрасочное покрытие удаляется в том случае, если имеются пузыри, отслаивания, сетка трещин и прочее. Для того чтобы облегчить отворачивание крепёжных деталей, нужно нагреть их пламенем газовой горелки, а места точечной сварки высверлить либо срубить тонким зубилом. Мелкие неровности и вмятины рекомендовано править (рихтовать) ударами специального выколоточного молотка. На рисунке 123 приведена траектория перемещения точки приложения удара.
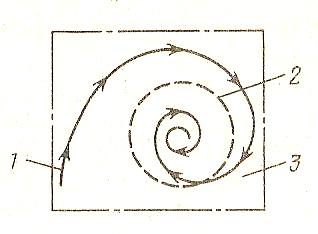
Рис. 123. Траектория перемещения точки приложения удара при правке выпуклости тонколистовых изделий.
1) – Начало ударов;
2) – Граница выпуклости;
3) – Направление правки.
Неглубокие неровности рекомендовано править местным нагревом газовой горелкой до температуры 650-850 градусов Цельсия. Нагрев ведётся с выпуклой стороны вмятины. Ширина зоны нагрева не должна превышать пятикратную толщину листа. Пятна нагрева должны быть расположены по контуру выпуклости. Нагрев мест, подлежащих правке, производится только один раз. Правку местным нагревом можно сочетать с ручной правкой. Если часть изделия (кабина, капот, облицовка) имеет значительные повреждения и не поддаётся устранению, то рекомендовано вырезать повреждённую часть. Края выреза при этом делать прямолинейными, с плавными закруглениями. Ремонтную деталь либо заплату нужно вырезать по шаблону, который соответствует вырезанной части, установить её по месту и прихватить точечной сваркой. После проведения подгонки и зачистки вырез приваривается по всему периметру.
Разрывы, пробоины, трещины завариваются газовой сваркой либо сваркой в среде углекислого газа при помощи шланговых полуавтоматов А-547, А-929. При этом используется электродная проволока Св-08ГС, Св-08Г2С, Св-18ХГСА диаметром 0,8-1,2 мм.
Подлежащие сварке места предварительно нужно выправить и зачистить. После наложения швов на лицевой поверхности швы зачищаются заподлицо с основным металлом при помощи пневмошлифовальных либо электрошлифовальных машин.