Ремонт корпуса масляного насоса двигателя
Главное меню
Судовые двигатели
Корпус масляного насоса (рис. 68) двигателя СМД-14 (дет. 14-0901-1) и двигателя СМД-7 (дет. СМД7-0901А) изготавливают из чугуна СЧ 15-32. Корпусы масляных насосов двигателей СМД-14 и СМД-7 не взаимозаменяемы.
Корпус масляного насоса подлежит восстановлению при наличии следующих дефектов:
2) излом лапы (ушка) крепления корпуса к блок- картеру;
3) износ или повреждение резьбы;
4) износ поверхности соприкасающейся с торцом шестерни до глубины более 36,40 мм;
5) износ поверхности отверстий под установочный штифт;
6) коробление (неплоскостиость поверхности, прилегающей к крышке более 0,05 мм);
7) ослабление посадки валика ведомой шестерни в корпусе.

Корпус масляного насоса выбраковывают при:
1) изломе (кроме излома лапы);
2) трещине, проходящей через одну из поверхностей отверстий под шестерню, под вал и ось шестерни, под корпус предохранительного клапана и под нажимную втулку трубы к маслофильтру;
3) износе поверхностей Р и Н (рис. 68) до диаметра гнезд под шестерни 59,96 мм и более.
Заварка трещин. Подготовка трещины к заварке заключается в накернивании и засверливании сверлом диаметром 3 мм концов трещины и в снятии с помощью крейцмейселя или зубила с кромки трещины фаски З?30°. Трещину заваривают ацетилено-кислородным пламенем чугунным прутком марки «Б» (ГОСТ 2671—44) или медно-железным электродом ОЗЧ-1 диаметром 3 мм. При этом применяют наконечник № 3.
С помощью обдирочно-шлифовального станка ЗА382 с гибким валом сварочный шов зачищают заподлицо с основной поверхностью. Шов должен быть плотным, без трещин и пережога. Допускаются одиночные раковины размером не более 5% всей наваренной поверхности при условии расположения их на расстоянии не менее 5 мм от краев корпуса насоса и отверстий.
Приварку отломанного кронштейна
Приварку отломанного кронштейна крепления корпуса насоса к блок-картеру производят дуговой сваркой чугунным прутком марки «Б» (ГОСТ 2671—44) или медножелезным электродом ОЗЧ-1 диаметром 3 мм. Перед приваркой по всему контуру излома с обеих сторон отломанной части кронштейна и корпуса насоса снимают фаску 2?30°.
Сварочный шов зачищают заподлицо с основной поверхностью металла. Непараллельность поверхности Л относительно поверхности Е и Ж ( рис. 68 ) допускается не более 0,1. мм на длине 100 мм.
Ремонт резьбовых отверстий
Ремонт резьбовых отверстий под болты крепления крышки производится прогонкой метчиком М8?1,25Д при срыве не более двух ниток резьбы, а при износе или срыве более двух ниток резьбы — нарезанием резьбы ремонтного размера.
Отверстия с изношенной или сорванной резьбой рассверливают до диаметра 8,3 мм на глубину 20 мм, нарезают в этих отверстиях ремонтную резьбу М10 на глубину 15 мм и снимают фаску 0,5?45°. Резьба должна быть полной и чистой без сорванных ниток.
При нарезании резьбы ремонтного размера в корпусе маслонасоса под болты крепления крышки необходимо рассверлить в крышке корпуса маслонасоса отверстия под болты до диаметра 11 мм, а из стали 35 или из стали Ст. 3 изготовить болты М10?20. Сорванную или поврежденную резьбу под корпус предохранительного клапана и под нажимную втулку трубы к маслофильтру восстанавливают прогонкой метчиками соответственно М22?1.5Е и М30?1,5Е. Резьба должна быть полной и чистой. Допускается срыв не более 4 ниток резьбы.
Проверку резьб производят резьбовыми пробками или новыми болтами (корпусом предохранительного клапана, нажимной втулкой) соответствующего размера и класса точности.
Восстановление привалочных плоскостей.
Коробление поверхности Г, прилегающей к крышке корпуса, и износ поверхности М, соприкасающейся с торцами шестерен, устраняют проточкой данных поверхностей на токарно- винторезном станке до выведения следов износа, выдержав в последнем случае размер 36 +0Л0 мм.
Крепят корпус на станке на специальном приспособлении или на оправке отверстием Е и Ж.
Чистота обработки поверхности М должна соответствовать 5-му классу, а поверхности Г 6-му классу. Неплоскостность поверхности, прилегающей к крышке, допускается не более 0,05 мм. Неперпендикулярность поверхности Г, прилегающей к крышке корпуса, к поверхности лапы Л допускается не более 0,1 мм на длине 100 мм. Проверку неперпендикулясности поверхностей «Г» и «Л» производят на поверочной плите 450?500 мм с помощью угольника с широким основанием 315?200 мм и щуп-набора № 3. Проверку неплоскостности производят на той же плите щупом 0,05 мм.
Ремонт отверстий под установочные штифты.
Износ поверхности отверстия под установочный штифт устраняют развертыванием отверстия под ремонтный размер до диаметра 5,5 -0,013 мм.
Развертывают отверстия под установочный штифт прямой или винтовой разверткой диаметром 5,5 мм совместно в корпусе и крышке в собранном состоянии. Правильность сборки корпуса с крышкой перед развертыванием отверстия под установочные штифты обеспечивается центрирующей скалкой, вставляемой в отверстия под втулки в корпусе и крышке насоса. Проверяют отверстия пробкой-калибром или штифтом ремонтного размера.
Если в корпусе и крышке масляного насоса развертывают отверстия под установочные штифты увеличенного размера, из стали 45 изготавливают штифты ремонтного размера диаметром 5,5 -0,008 мм и длиной 15 -0,43 мм. Чистота обработки цилиндрической поверхности штифтов ремонтного размера должна соответствовать 9-му классу; на торцах штифтов снимают фаску 1?60°.
Ремонт посадочного отверстия под валик ведомой шестерни
Ремонт посадочного отверстия под валик ведомой шестерни производят его развертыванием под увеличенный ремонтный размер валика до диаметра 20,5 -0,019 -0,042 мм. В этом случае в отверстие запрессовывают валик ведомой шестерни с увеличенным наружным диаметром 20,5 -0,014 мм, а втулку ведомой шестерни развертывают до диаметра 20,5 +0,04 +0,08 мм.
Замеряют диаметры отверстий микрометром для внутренних измерений пределом измерения 0—35 мм.
Ремонт масляного насоса двигателя
Насос, снятый с ремонтируемого двигателя, после очистки подвергают безразборному диагностированию. При отсутствии наружных дефектов техническое состояние насосов оценивают по торцовому зазору между корпусом и нагнетающими шестернями и по зазору в подшипниках ведущего валика. Увеличение торцового зазора приводит к снижению производительности насоса.
Торцовый зазор определяют индикаторным приспособлением по величине осевого перемещения ведущего валика насоса. Для двигателей СМД-60, А-41, А-01М допустимый без ремонта зазор — 0,30 мм, а для остальных дизелей — 0,25 мм. Зазор в подшипниках оценивают по радиальному перемещению шейки ведущего валика.
Если зазоры находятся в пределах допустимых значений, то насос испытывают на стенде и определяют для дизельных двигателей его объемную подачу, а для карбюраторных — давление подачи при прокачке через жиклер определенного сечения. В случае недопустимо больших перемещений валика насос разбирают и ремонтируют.
Основные дефекты деталей масляных насосов:
- износ корпуса насоса и крышки в местах соединения с торцами шестерен и стенок корпуса около всасывающих отверстий, торцовой поверхности шестерен, поверхностей валиков, оси и втулок
- потеря герметичности клапана, срыв резьбы и износ шлицев валика
При разборке не допускается раскомплектовывать пары шестерен с корпусами.
Изношенные отверстия под втулки развертывают на увеличенный размер, а изношенные втулки заменяют новыми. Гнезда под шестерни восстанавливают наплавкой электродами ОЗЧ-2 или чугунным прутком марки Б с предварительным подогревом детали. Можно восстанавливать гнезда железнением или составами на основе эпоксидных смол. В качестве наполнителя применяют железный порошок. Состав наносят на стенки гнезд слоем 1-2 мм и прикатывают специальным раскатником. После наращивания гнезда растачивают до номинального размера.
Коробление плоскости прилегания крышки насоса устраняют фрезерованием. Поверхность гнезда предохранительного клапана зачищают зенковкой, и клапан, выполненный в виде стакана, притирают к гнезду. Изношенный шариковый клапан заменяют новым, который осаживают в гнездо ударами молотка через наставку, чтобы улучшить прилегаемость.
Изношенную крышку корпуса насоса шлифуют или фрезеруют.
Валик ведущей шестерни восстанавливают наращиванием плазменной наплавкой, хромированием или газотермическим напылением с последующей обработкой под номинальный размер. Изношенные шлицы наплавляют и фрезеруют. Шпоночный паз заплавляют электродом Э-50 и фрезеруют новый паз на другом месте.
Шестерни выбраковывают при изломах зубьев, при износе зуба по толщине и высоте, а также при износе шестерен по высоте до значений, превышающих допустимые.
Торцовые поверхности шестерен с незначительными износами шлифуют или притирают на плите шлифовальной шкуркой. При износе шестерен по высоте на такой же размер уменьшают глубину гнезд в корпусе шлифованием плоскости крышки.
Перед сборкой насоса запрессовывают втулки в ведомую шестерню с натягом 0,015-0,060 мм, а в корпус и крышку — с натягом 0,08-0,12 мм. При запрессовке следят, чтобы отверстия для масла во втулке и шестерне совпали. Втулку по внутреннему диаметру подгоняют по оси шестерни и запрессовывают ось в корпус с натягом 0,015-0,065 мм. Устанавливают крышку на корпус и одновременно развертывают втулки в корпусе и крышке под опорные поверхности валика. Снимают крышку и устанавливают валик и шестерни насоса. Радиальный зазор между стенкой гнезд и вершинами зубьев должен быть 0,12-0,20 мм. Затем закрепляют болтами крышку насоса и собирают предохранительный клапан.
После сборки масляный насос обкатывают и испытывают на специальных стендах КИ-5278М, КИ-9158 и др. Масляные насосы дизелей обкатывают и испытывают на смеси, состоящей из 50% дизельного масла и 50% дизельного топлива. При температуре 20—25°С вязкость рабочей жидкости — 21-29 мм2/с, что соответствует вязкости картерного масла при рабочей температуре.
Масляные насосы карбюраторных двигателей обкатывают и испытывают на смеси, состоящей из 90% керосина и 10% машинного масла.
При испытании проверяют и регулируют давление, развиваемое насосом, его подачу при частоте вращения вала, установленной техническими условиями.
Ремонт масляного насоса смазочной системы
Масляный насос подлежит ремонту при давлении масла в смазочной системе двигателя ниже значений, указанных в руководстве по эксплуатации.
Вначале нужно проверить состояние редукционного клапана насоса. Для этого необходимо вынуть редукционный клапан в сборе и проверить состояние его деталей.
Детали клапана, очищенные от масляных осадков и промытые в керосине, должны свободно перемещаться в корпусе редукционного клапана. Длина пружин клапана должна соответствовать значениям, заданным заводом-изготовителем при определенной нагрузке. Если при проверке наблюдается отклонение от указанных контрольных значений, то необходимо разобрать насос.
Разбирать масляный насос рекомендуется в следующем порядке:
- промыть насос в обезжиривающем растворе, закрепить его в тисках и выпрессовать штифты;
- отвернуть три болта крепления корпуса нижней секции (для двухсекционного насоса), вынуть болты, снять корпус нижней секции с прокладкой, снять ведомую шестерню нижней секции и вынуть ось из корпуса масляного насоса с помощью съемника, слегка постукивая деревянным молотком;
- вывернуть пробку и вынуть редукционный клапан (пружину и плунжер);
- спрессовать центрирующую муфту и вал в сборе с двумя ведущими шестернями и промежуточной крышкой на верстачном прессе;
- снять прокладку верхнего корпуса насоса, ведомую шестерню верхней секции и выпрессовать ось;
- закрепить вал насоса в тисках с мягкими подкладками и снять с вала ведущую шестерню нижней секции, затем вынуть первую шпонку из паза вала насоса, снять стопорное кольцо с помощью отвертки и промежуточную крышку;
- спрессовать ведущую шестерню на верстачном прессе и вынуть вторую шпонку из паза вала масляного насоса.
Детали разобранного масляного насоса нужно промыть и проверить их геометрические размеры.
Диаметры отверстий в корпусе масляного насоса под ведущий вал насоса должны соответствовать допустимым значениям. При увеличении диаметра отверстия более допустимых значений нужно заменить корпус или отремонтировать отверстия. Глубина полостей под шестерни верхней секции должна соответствовать допустимым значениям. При увеличении глубины более допустимого значения корпус необходимо заменить или отремонтировать. Диаметры полостей под шестерни в корпусе и крышке также нужно проверить на соответствие допустимым значениям. При увеличении диаметра более допустимого корпус или нижнюю крышку нужно заменить или отремонтировать.
Также требуют проверки следующие размеры:
- диаметры отверстий под оси ведомых шестерен в корпусе и в нижней крышке насоса;
- диаметры осей ведомых шестерен;
- глубина полостей под шестерни в нижней крышке насоса;
- диаметр ведущего вала масляного насоса и ширина шпоночной канавки вала.
Односторонний износ осей недопустим. Изношенные оси следует выпрессовать и заменить новыми.
Разъемные поверхности промежуточной крышки насоса, соприкасающиеся с торцами шестерен, должны быть плоскими и параллельными. Допуск параллельности не должен превышать 0,03 мм на дайне 50 мм. Допуск плоскостности поверхностей крышки или выработка не должен превышать 0,04 мм. Допускается шлифование крышки на величину не более 0,15 мм с каждой стороны. Поверхность корпуса нижней секции насоса, соприкасающаяся с торцами шестерен, должна быть плоской. Допуск плоскостности поверхности крышки или выработка соответствует 0,04 мм, допуск параллельности — не более 100 мм.
Для контроля герметичности и выявления течи через невидимые трещины рекомендуется корпус масляного насоса, промежуточную крышку и корпус нижней секции проверять путем подачи воды под давлением 0,4 МПа.
Сборку насоса проводят в последовательности, обратной разборке. Все бумажные прокладки при сборке насоса следует заменить новыми. Прокладки смазывают тонким слоем герметика УН-25 или другим средством, отвечающим требованиям завода-изготовителя.
При установке ведущего вала насоса должны быть обеспечены зазоры между валом и отверстием корпуса и между осью и отверстием шестерни. При сборке насоса необходимо уделять особое внимание следующему. Ось ведомой шестерни должна быть запрессована в корпус с натягом 0,032… 0,077 мм. Центрирующая муфта на ведущем валу должна быть посажена с натягом 0,004… 0,048 мм. Если муфта на валу качается (имеется зазор), ее следует заменить. При напрессовке центрирующей муфты нужно выдержать размер от торца насоса до верхнего края муфты в соответствии с требованиями завода-изготовителя.
Щупом и линейкой необходимо проверить зазоры масляного насоса:
- зазор между зубьями шестерен и стенками корпуса — 0,100…0,175 мм (предельно допустимый зазор 0,25 мм);
- зазор в зацеплении зубьев шестерен — 0,14…0,24 мм (предельно допустимый зазор 0,25 мм);
- зазор между торцами шестерен и плоскостью корпуса верхней секции при установленной прокладке толщиной 0,17 мм — 0,120…0,195 мм (предельно допустимый зазор 0,20 мм);
- зазор между торцами шестерен и плоскостью корпуса нижней секции — 0,135 …0,188 мм (предельно допустимый зазор 0,20 мм).
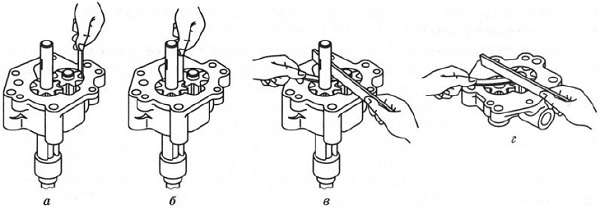
Рис. Проверка зазоров масляного насоса с помощью щупа и линейки:
а — проверка зазора между зубьями шестерен и стенками корпуса; б — проверка зазора в зацеплении зубьев шестерен; в — проверка зазора между торцами шестерен и плоскостью корпуса; г — проверка зазора между торцами шестерен и плоскостью корпуса нижней крышки
Ведущий вал насоса, установленный в корпусе насоса, после затяжки всех болтов должен легко проворачиваться от руки без заклинивания. При наличии заклинивания допускается добавление одной прокладки толщиной не более 0,06 мм. Собранный насос рекомендуется испытать на специальном стенде. Значения подач масла насосом должны быть в пределах значений, указанных заводом-изготовителем.