Неисправность воздушного компрессора на Камазе с двигателем Камминз (Cummins) 6ISBe, 4ISBe, ISBe. Часть 1

Неисправность воздушного компрессора на Камазе с двигателем Камминз (Cummins) 6ISBe, 4ISBe, ISBe. Причины и методы их устранения. Очень медленно растет давление воздуха, которое создает воздушный компрессор
Неисправность воздушного компрессора на Камазе с двигателем Камминз (Cummins) 6ISBe, 4ISBe, ISBe. Причины и методы их устранения. Часть 1.
Воздушная (пневматическая) система на автомобиле Камаз с двигателем Cummins состоит из компрессора с шестерней, подводящих и отводящих трубок компрессора, воздушного ресивера и регулятора.
Моторы Камминз оснащаются исключительно воздушным компрессором и трубками подачей воздуха, охлаждающей системы и системы смазки. Остальные узлы на автомобилях устанавливает производитель данной техники. В данной статье мы рассмотрим неисправности воздушного компрессора на камазе с двигателем камминз и методы их устранения.
Очень медленно растет давление воздуха, которое создает воздушный компрессор:
Причин неисправности и методы их диагностики и устранения может быть несколько, рассмотрим их поподробнее.
1) Повышенное сопротивление воздуха на входе в воздушный компрессор – попробуйте заменить фильтр воздуха на компрессоре если таковой имеется, проверьте трубки впускного воздуховода и сопротивление воздуха на входе в двигатель.
2) Утечка в воздушной системе автомобиля – нажатием на тормоз произведите проверку утечки в воздушной системе автомобиля, так же убедитесь в отсутствии утечек из-под прокладки, шлангов и трубок воздушного компрессора. Проверьте все фитинги, ресивера и клапаны пневматической системы.
3) Отложение нагара в нагнетательном воздуховоде, головке воздушного компрессора или в выпускных воздушных клапанах – при большом отложении нагара необходимо заменить выпускной воздуховод, провести ремонт головки компрессора или заменить воздушный компрессор cummins в сборе.
4) Неисправность в элементах пневматической воздушной системе – Необходимо проверить работоспособность обратных клапанов, осушителей и прочих деталей пневматической системы, которую установил производитель комплектовочного оборудования.
5) Неисправность разгрузочного клапана – обязательна проверка клапана и прокладки корпуса клапана.
6) Утечка воздуха через клапана (впускной или выпускной) компрессора – необходима проверка головки воздушного компрессора, а при выявлении неисправности необходим её ремонт или замена воздушного компрессора камминз в сборе.
Ремонт воздушного компрессора Cummins QSL
ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
- Отключите аккумуляторные батареи.
- Очистите компрессор паром. Очистите компрессор паром. Просушите сжатым воздухом.
- Слейте охлаждающую жидкость.
- Снимите гидравлический насос (при наличии).
- Снимите все крепления в задней части компрессора.
- Снимите магистрали системы водяного охлаждения с компрессора.
- Снимите воздушные патрубки с компрессора.
- Снимите регулятор давления воздуха или его сигнальную магистраль (при необходимости).
Снимите опорные кронштейны компрессора и болты.
Снимите 2 болта и воздушный компрессор.
ОЧИСТКА И ПРОВЕРКА ВОЗМОЖНОГО ПОВТОРНОГО ИСПОЛЬЗОВАНИЯ
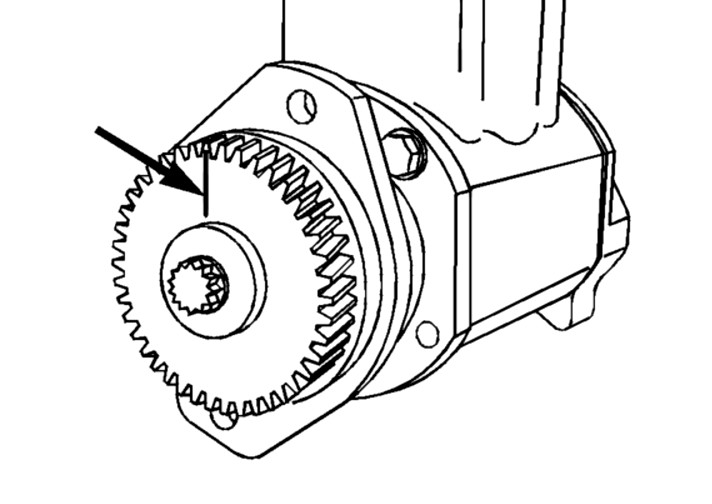
Проверьте корпус компрессора на отсутствие трещин или иных повреждений. Проверьте приводную шестерню на отсутствие трещин или иных повреждений.
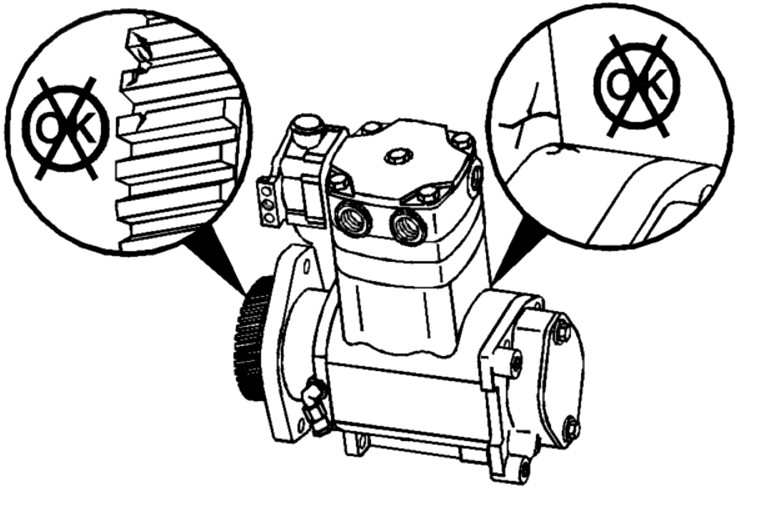
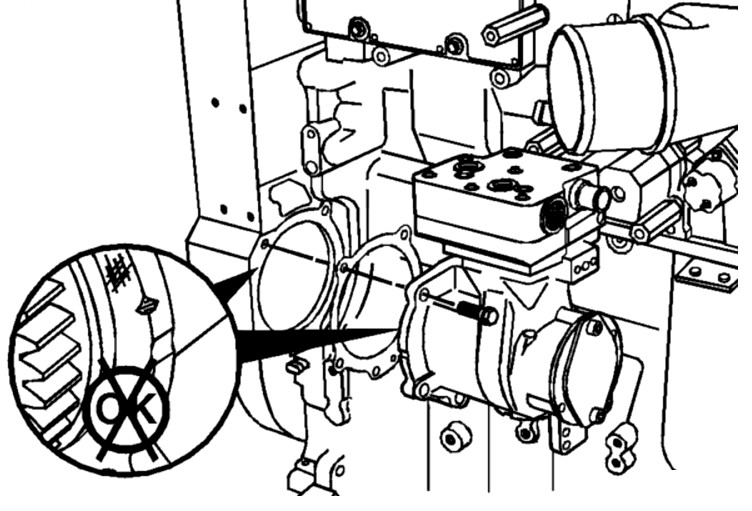
Поверхности под прокладку на картере распределительных шестерен и компрессоре должны быть чистыми и неповрежденными.
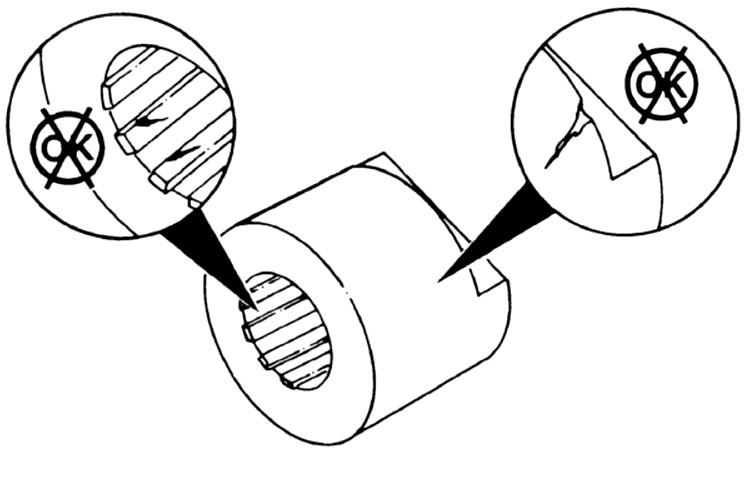
Проверьте муфту гидроусилителя рулевого управления на отсутствие трещин или износа.
Замените повреждённую муфту.
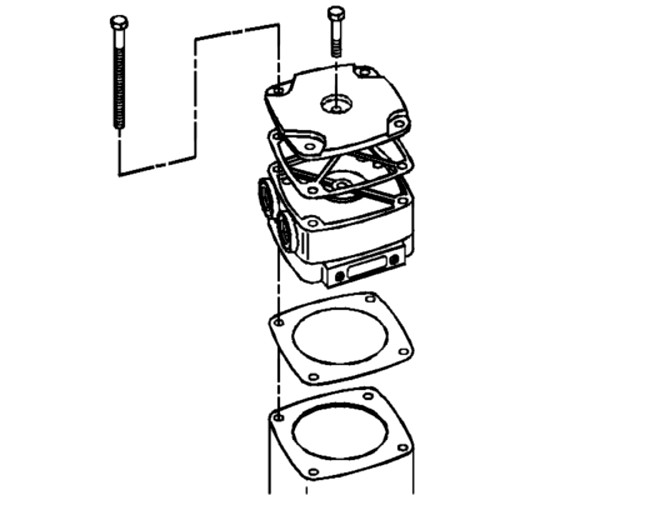
Снимите головку компрессора, если она ещё не снята.
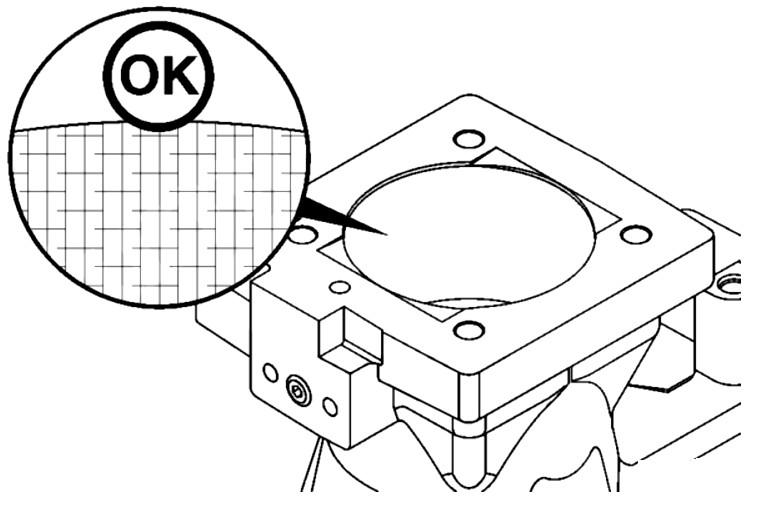
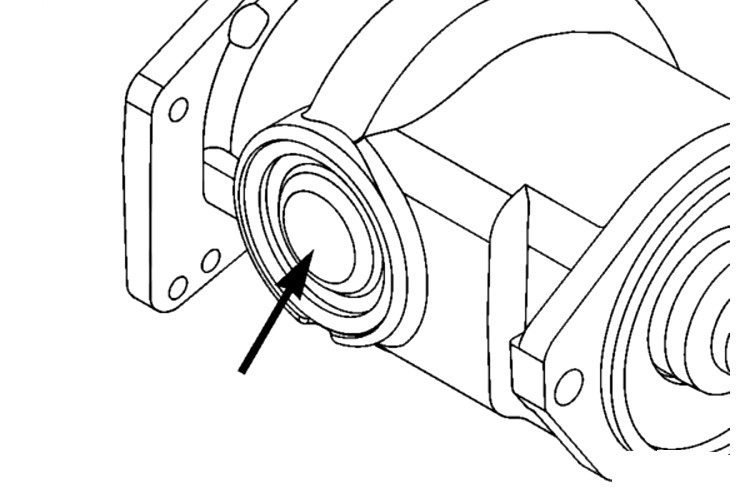
Проверьте, нет ли на внутренней поверхности гильзы цилиндра вертикальных царапин, которые можно почувствовать ногтем.
Если царапины ощущаются ногтем, то компрессор подлежит замене.
Проверьте внутреннюю поверхность на отсутствие задиров, потертостей или отполированных участков.
При снятии головки цилиндра Cummins QSL проверьте отверстие и вращающиеся детали внутри компрессора.
Проверьте отверстие компрессора на отсутствие царапин и истираний.
Если возникает подозрение в повреждении вращающегося узла (коленчатого вала, поршня и шатуна), необходимо снять заглушку в днище компрессора, чтобы иметь возможность проверить состояние вращающегося узла.
УСТАНОВКА
Синхронизация воздушного компрессора (только для одноцилиндровых компрессоров)
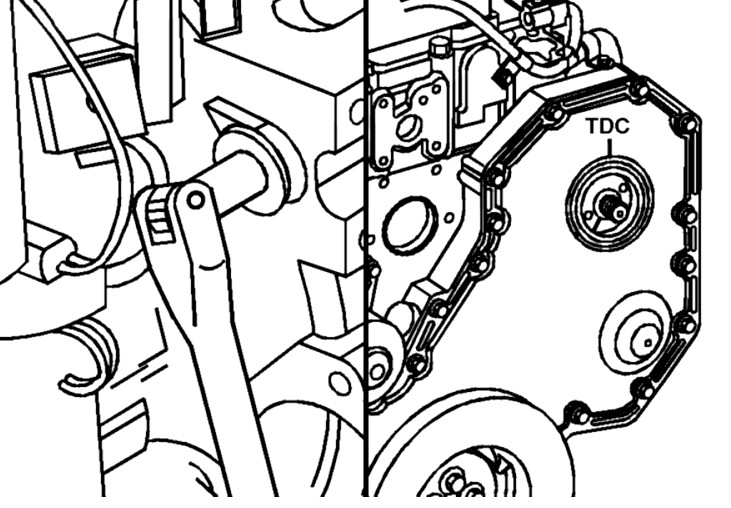
Проверните двигатель, чтобы поршень цилиндра №1 находился в верхней мертвой точке (ВМТ). Это выполняется совмещением метки синхронизации на шестерне топливного насоса с меткой верхней мертвой точки.
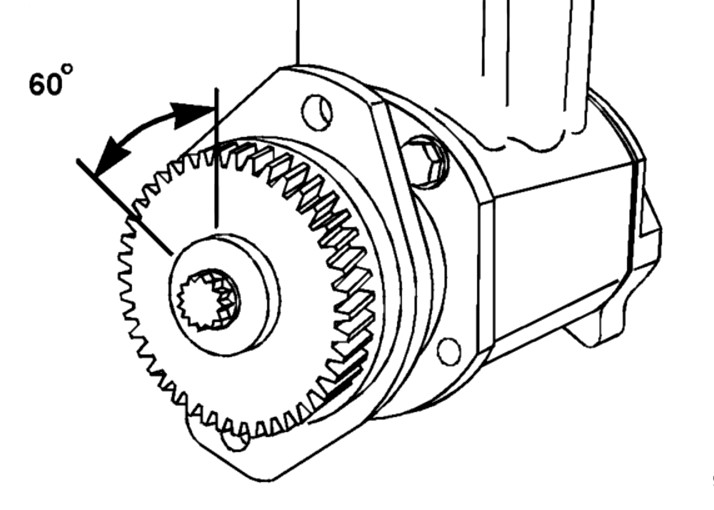
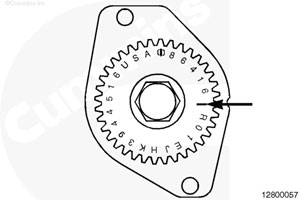
Одноцилиндровые компрессоры Камминз
Глядя на компрессор со стороны шестерни (с компрессором в вертикальном положении),поверните шестерню, чтобы метка синхронизации «I» оказалась в положении на 3 часа. Одноцилиндровый компрессор Cummins имеют углубление или сверление на корпусе в положении на 3 часа, чтобы упростить синхронизацию работы компрессора с двигателем. Когда метка синхронизации находится в положении на 3 часа, компрессор будет установлен на 60 градусов до верхней мертвой точки хода сжатия компрессора.
Воздушные компрессоры Holset
Глядя на компрессор со стороны шестерни (с компрессором в вертикальном положении),поверните шестерню, чтобы метка синхронизации «I» оказалась в положении на 12 часа. При этом компрессор будет установлен на 60 градусов до верхней мертвой точки хода сжатия компрессора.
Синхронизация воздушного компрессора (только для 1-цилиндровых компрессоров, кроме Holset® или Cummins)
Определите ВМТ на коленчатом вале компрессора, сняв разгрузочный клапан или головку. См. документацию для соответствующего компрессора. Устанавливать ВМТ точно нетребуется. Система допускает некоторое отклонение.
 Используйте чернила или маркировочный карандаш для нанесения метки на поверхности шестерни компрессора в положении верхней мертвой точки на 12 часов со стороны передней части.
Используйте чернила или маркировочный карандаш для нанесения метки на поверхности шестерни компрессора в положении верхней мертвой точки на 12 часов со стороны передней части.
 Поверните метку ВМТ компрессора на 60 градусов (или на 6 зубьев шестерни с 36 зубьями) до ВМТ. Это приблизительно соответствует положению на 10 часов со стороны передней части компрессора.
Поверните метку ВМТ компрессора на 60 градусов (или на 6 зубьев шестерни с 36 зубьями) до ВМТ. Это приблизительно соответствует положению на 10 часов со стороны передней части компрессора.
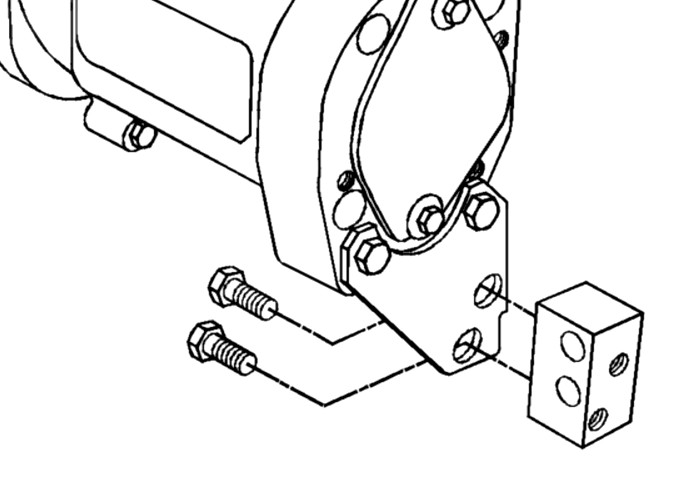
— Установите компрессор с новой прокладкой на картер распределительных шестерен.
— Установите кронштейн на компрессор.
— Установите болты крепления распорной втулки к кронштейну и затяните их от руки.
— Убедитесь в отсутствии зазоров между распорной втулкой и кронштейном, а также между распорной втулкой и блоком цилиндров.
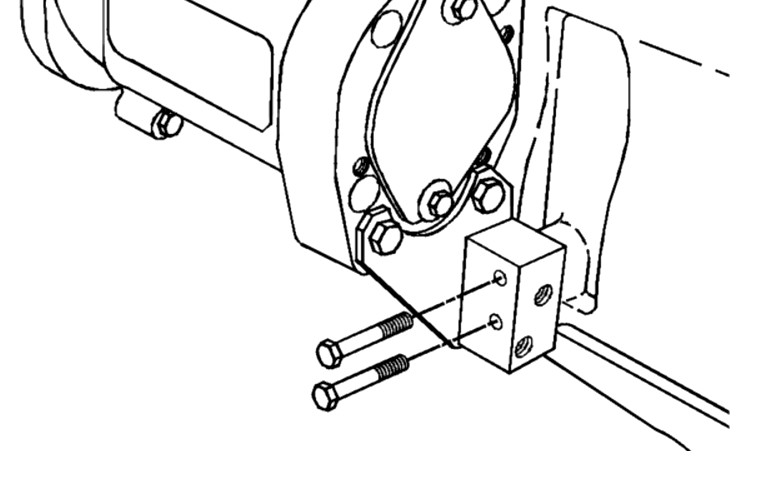
— Установите болты крепления распорной втулки к блоку цилиндров и затяните их от руки.
— Убедитесь в отсутствии зазоров между распорной втулкой и кронштейном, а также между распорной втулкой и блоком цилиндров.
ЗАВЕРШАЮЩИЕ ОПЕРАЦИИ
- Установите впускной и выпускной воздушные патрубки на компрессор.
- Установите регулятор давления воздуха или его сигнальную магистраль
- Установите магистрали системы охлаждения компрессора.
- Установите воздуховоды.
- Установите все крепления в задней части компрессора.
- Залейте жидкость в систему охлаждения.
- Подключите аккумуляторные батареи.
- Дайте двигателю поработать для выхода компрессора на рабочий режим и убедитесь в отсутствии утечек.
Блог о двигателе Cummins
Статьи, заметки, новости
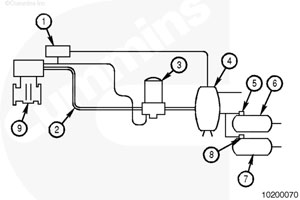
Пневматическая система двигателя Cummins ISL
Пневматическая система двигателя Cummins ISL состоит из компрессора с зубчатым приводом, воздушного регулятора, воздушных ресиверов и трубопроводов.
Основные узлы, входящие в состав пневмосистемы:
- Воздушный регулятор
- Нагнетательный воздуховод
- Осушитель воздуха
- Расходный ресивер
- Обратный клапан
- Основной ресивер
- Вторичный ресивер
- Обратный клапан
- Воздушный компрессор

На двигатель монтируется только компрессор с трубопроводами подачи воздуха и охлаждающей жидкости. Остальные узлы пневмосистемы двигателя поставляются производителем транспортного средства. Рассмотрим их поподробнее.
Воздушный компрессор
На двигателях Cummins ISL применяются несколько различных компрессоров. Бывают 1-цилиндровые и 2-цилиндровые модули. В зависимости от конструкции компрессоры могут быть с отбором воздуха от турбонагнетателя или без наддува.

В зависимости от модели компрессоры могут быть с низким и с высоким моментом: модели с низким моментом оборудованы задним фланцем SAE A (1), а модели с высоким моментом — задним фланцем SAE B (2).

Для того, чтобы компрессор не влиял на вибрацию двигателя, нужно синхронизировать работу компрессора с двигателем.
Основным фактором, по которому определяется надежность и продолжительность срока службы компрессора в системе, является рабочий цикл компрессора. Это длительность времени, в течение которого компрессор подает воздух при работе транспортного средства или машины.
Компрессоры не предназначены для непрерывной работы. Режим работы компрессора, при котором не нагнетается воздух, называется разгруженной работой. В это время рассеивается то большое количество тепла, которое выделяют компрессоры при нагнетании воздуха.
Операции по обслуживанию пневмосистемы помогают свести к минимуму рабочий цикл компрессора для обеспечения его надежности и продолжительности срока службы. Данные операции включают в себя следующее (не ограничиваясь указанным):
- Выявите и устраните все утечки в пневмосистеме. Утечки воздуха приводят к увеличению рабочего цикла компрессора вдвое или втрое. Внимание к устранению утечек воздуха чрезвычайно важно.
- Проверьте выходной канал компрессора, магистрали подачи сжатого воздуха и фитингов на отсутствие нагара. Если толщина нагара более 1,6 мм [0,06 дюйма] очистите или при необходимости замените детали.
- Проверьте все воздушные магистрали между выходным каналом осушителя воздуха и первым ресивером, установленным после осушителя воздуха, на отсутствие воды или масла. Необходимо, чтобы ресивер был сухим. При наличии масла замените поглотитель влаги на воздухоосушителе и при необходимости очистите установленные далее узлы и детали.

Головка цилиндра компрессора
Головка цилиндра компрессора охлаждается при помощи системы охлаждения двигателя. В цилиндре есть впускной и выпускной клапаны, которые управляют потоком воздуха в головку цилиндра и из нее.
Головки большинства компрессоров можно обслуживать без снятия компрессора с двигателя. При наличии внутренних повреждений в компрессоре необходимо его заменить.
Перед снятием цилиндра компрессора необходимо проверить наличие соответствующих запасных частей. На некоторых компрессорах головка цилиндра не допускает обслуживания отдельно от компрессора.

Компрессор работает непрерывно. Он может работать под нагрузкой и без нагрузки. Режим работы определяется регулятором давления и разгрузочным устройством компрессора. Регулятор давления обычно устанавливается на компрессоре и на шасси.
Когда давление в пневматической системе достигает заранее заданного значения, регулятор подает сигнал на разгрузочное устройство компрессора, открывающее или закрывающее впускной клапан компрессора. В итоге поступление сжатого воздуха в систему прекращается.
По мере расхода воздуха давление в системе падает, и как только оно достигнет заранее заданного значения, регулятор подает сигнал на разгрузочное устройство компрессора, и компрессор опять начинает подавать сжатый воздух в систему.
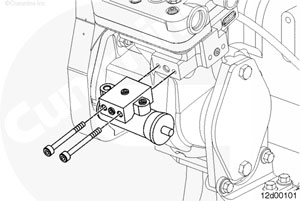
Схема пневматической системы

- Охлаждающая жидкость
- Подача воздуха
- Масло
Новости
Дизели Cummins ISBe: качество, ресурс и ремонт

Моторный завод «КАММИНЗ КАМА» из Набережных Челнов обеспечил поставку на вторичный рынок запчастей, локализованных в России и упрощающих ремонт двигателей Cummins ISBe. Кроме того, с учетом российского опыта эксплуатации проведена модернизация этих моторов.
В течение эксплуатации автомобиля необходимость в серьезном ремонте двигателя возникает практически всегда. В России грузовик или автобус только у первого владельца может находиться в эксплуатации около 7-10 лет (хотя бы по срокам амортизации), в соответствии с бухучетом, как основное средство. А затем, уже после продажи, у второго и третьего хозяина отработает еще столько же или больше.
В таких условиях даже средних ремонтов двигателя с восстановлением сопряжений по цилиндропоршневой группе и коленвалу может быть один-два, а то и три. Это как повезет. Капитальных ремонтов, с заменой главной корпусной детали – блока цилиндров, за всю жизнь автомобиля может и вовсе не быть, а могут идти чередой, финансово выматывая перевозчика, заставляя его разувериться в качестве приобретенного когда-то грузовика или автобуса. Порой даже в крупном автопредприятии, с давно налаженной технической службой, не удается добиться хорошего ресурса отремонтированного мотора. Виной тому или человеческий фактор при дефектовке и самом ремонте, или некачественные запчасти, или невыполнение элементарных технологических требований при восстановлении деталей, или ограниченность бюджета, выделенного на ремонт. А возможно, и различное сочетание этих причин. Схожая ситуация реально возникает и у специализированных ремонтных предприятий.
Во все времена лучший и наиболее качественный ремонт двигателя обеспечивал сам производитель мотора. Здесь исключаются все негативные факторы. Двигатели ЯМЗ восстанавливали на Тутаевском экспериментально-ремонтном заводе, который входил в объединение «Автодизель». А кроме ярославских моторов параллельно наладили и ремонт дизелей RABA-MAN автобусов Ikarus. Сейчас там изготавливают моторы ЯМЗ‑650, лицензионные Renault Trucks. А ремонт двигателей КАМАЗ сразу же организовали по-особому, с наиболее перспективным подходом. Использовался централизованный сбор агрегатов в обменный фонд и затем ремонт на специализированном предприятии. Для ремонта неисправных моторов, которые перевозчики сдавали в сервисные центры КАМАЗ по всему СССР, в Челнах построили завод «Ремдизель». После пожара на моторном производстве Камского автозавода именно там велась сборка дизелей для КАМАЗа – таким высоким оказался потенциал ремонтного предприятия. Завод «Ремдизель» жив и сейчас.
Российский Cummins ISBe
С необходимостью восстановления ресурса своих произведенных ранее двигателей столкнулось и одно из самых молодых моторостроительных производств России – совместное предприятие «КАММИНЗ КАМА». Оно существует с июня 2006 года, запуск сборочного конвейера в Набережных Челнах с полноценным производством двигателей состоялся в августе 2010 года. За это время выпущено более 50 тысяч моторов. Диапазон мощности российских четырех и шестицилиндровых Cummins ISBe составляет от 140 до 300 л. с. и от 550 до 1100 Н.м. крутящего момента. До 80 % выпускаемых дизелей это рядные «шестерки», их ставят на различные грузовики КАМАЗ и автобусы НЕФАЗ. Кроме того, в стране эксплуатируются камские автомобили, на которые раньше ставили двигатели Cummins ISBe, изготовленные в Англии или Китае. А еще надо не забывать об импортных грузовиках, привезенных в Россию, на которых стоят эти же моторы, но под другими марками: на DAF LF стоят дизели Paccar, у Iveco Euro Cargo на клапанной крышке написано «Tector», но на чешской AVIA – все же Cummins ISBe. Список автопроизводителей, применяющих эти моторы, можно продолжить, а еще в промышленном исполнении их ставят на различную сельскохозяйственную и строительную технику.
Одна из особенностей конструкции этих двигателей – негильзованный блок цилиндров. В нем нет ни «сухих», ни «мокрых» гильз – зато мотор не боится кавитации, и вода никогда не потечет в поддон. Еще одно конструктивное решение: в четырехклапанной чугунной головке блока нет сменных направляющих втулок клапанов. Посадочное отверстие для «ноги» каждого клапана засверлено прямо в соответствующей отливке головки. Казалось бы, не очень практично с точки зрения ремонта, но по другим маркам двигателей известны случаи, когда втулки клапанов вываливались из головки. А без втулки получается надежнее. Кроме того, то давний тренд у инженеров-конструкторов Cummins – уменьшить количество деталей в двигателе: с головкой блока объединены корпус термостата, водяной байпасный канал и впускной коллектор. А если вспомнить двигатели Cummins серии «В» – «литровые» моторы предыдущего поколения, то у них и седла клапанов были выполнены в отливке, то есть не заменялись при износе. У Cummins ISBe седла сменные.
Однако производство Cummins ISBe, кроме России, налажено еще в Великобритании, США, Бразилии, Индии и в Китае. За более чем 15 лет выпуска этих рядных «четверок» и «шестерок» изготовили свыше 4 миллионов. И всех перевозчиков двигатели вполне устраивали.
Cummins ISBe никак нельзя назвать неремонтопригодными и тем более «одноразовыми». Даже на богатых рынках Америки и Европы, с отлаженной там сервисной системой, все же пришлось обеспечить реализацию вполне вероятной потребности в ремонте. В случае ремонта предусмотрено увеличение диаметра поршня на 0,5 мм, под расточенный и отхонингованный блок цилиндров. Но это единственный размер, на который идут оригинальные ремонтные поршни компании Cummins. Если понадобится еще увеличивать диаметр цилиндра для устранения сверхнормативной выработки или надиров и повреждений, то придется растачивать блок еще больше под установку ремонтной сухой гильзы. Такая гильза тоже поставляется Cummins. Но после установки гильзы ее надо растачивать и хонинговать в номинальный размер. Хотя понятно, что твердость поверхности цилиндра вполне обеспечит и увеличение 1,0 под второй ремонт, и прочность блока от этого не пострадает. Более понятная ситуация – с коленвалом: у него есть вполне достаточные четыре ремонта, через 0,25 мм.
А в России к проблемам, связанным с естественным износом двигателя, добавляется несвоевременная и некачественная замена фильтров или вообще использование контрафакта, применение низкокачественного моторного масла и солярки, перегревы и холодный запуск, недостаточный опыт водителей и ремонтников. Причин много, а результат один: мотор, который должен без проблем отработать 700-800 тыс. км, приходится ремонтировать при пробеге 200-250 тысяч. То есть как только заканчивается гарантия или срок лизинга, автомобиль в целях экономии перестают обслуживать у дилера и начинается безоглядная «езда». И все усугубляется наемными водителями низкой квалификации. Поэтому у нас потребность в ремонте двигателей Cummins ISBe возникает чаще, чем в Европе.
Прошлифовать и расточить. Сколько стоит ремонт?
Конечно, проще всего и вроде бы дешевле ремонтировать эти моторы перешлифовкой коленвала, расточкой и хонингованием цилиндров, установкой ремонтных втулок под уменьшенные шейки распредвала. И давление масла, и компрессия у мотора будут в норме. Но не факт, что получится недорого и качественно. Во-первых, в прайс-листах многих фирм, специализирующихся на мехобработке коленвалов и блоков, в качестве стартовой указаны цены чуть ли не на двигатель «Оки». Вроде все правильно: полная шлифовка вала – 2 тыс. руб, расточка блока – еще 3 тысячи. Но цилиндров-то всего два, а шеек – пять. В России нет мотора меньше «Оки»… Для иномарок и тем более для «больших» дизелей у этих компаний совсем другие цены. Расточка и хонингование одного цилиндра будут стоить около 1,5-2,5 тыс. руб., а если блок надо гильзовать, то затраты на один цилиндр увеличиваются до 4,5-5 тысяч. Итого на шестицилиндровый мотор придется затратить от 9 до 15 тысяч рублей, в худшем случае – от 27 до 30 тысяч.
Будущее коленвала напрямую зависит от того, как долго работал мотор при явном стуке. Если у двигателя только появился подозрительный стук, а у водителя хватило сообразительности заглушить его, тогда все не так плохо. Часто бывает, что водитель ничего не слышит или не хочет слышать, и вал приходится перешлифовывать через размер, а то и два. Если коленвал сильно погнут, то его придется выправлять на прессе. Такая «рихтовка» стоит около 2-4 тыс. рублей, но гарантию на эти работы не дают. Шлифовку коленвала шестицилиндрового мотора оценивают в 12-15 тысяч рублей, но это еще не все. Если на шейках необходимо восстановить галтели – плавные переходы с поверхности шеек на тело кривошипа, уменьшающие вероятность усталостной поломки вала, – то придется доплатить еще 50 % от стоимости шлифовки. Кроме того, после шлифовки поверхность шеек не очень гладкая, поэтому нужна полировка. Пренебрегать такой доводкой – сократить ресурс вкладышей. За полировку одной шейки просят от 200 до 250 рублей. На рядной «шестерке» с полноопорным валом таких шеек набирается 13, следовательно, надо доплатить от 2600 до 3250 рублей. Если шейка надрана очень сильно и по размеру просажена даже с учетом выправления коленвала, то поврежденную поверхность могут восстановить газоплазменным напылением металла. Это около 15-20 тысяч рублей за единицу. Итого ремонт коленвала может обойтись от 14,5 при простой шлифовке/полировке и до 45-50 тысяч рублей при серьезном ремонте. Кроме того, перед сборкой мотора вал и блок надо тщательно промыть и продуть… Еще немаловажная особенность двигателей Cummins ISBe: на заводе перед хонингованием образующих поверхностей цилиндров на блок сверху монтируется специальная плита, которая прикручивается болтами. Момент затяжки – как при окончательной сборке. Это для того, чтобы имитировать те напряжения в блоке, которые возникают при установке головки. То есть опять-таки идеальная геометрия цилиндра достигается именно в напряженном состоянии. Сомнительно, что такая плита есть на предприятии, где возьмутся расточить и отхонинговать блок Cummins ISBe.
Но одно дело, когда потеряна компрессия, низкое давление масла – моргает или горит «лампочка», и совсем другое, когда мотор застучал. При провернувшемся шатунном вкладыше придется менять шатун или восстанавливать нижнюю головку в размер. Новый шатун может не совпадать по массе с остальными пятью – надо подгонять. Каждая из этих работ стоит денег. А если провернуло коренные вкладыши в блоке – это вообще кошмар для владельца автомобиля. И не на каждом ремонтном предприятии есть возможность устранить эти повреждения. Тем более что на заводе «КАММИНЗ КАМА» блок и бугели после расточки постелей потом еще и хонингуют.
То есть чтобы определиться с возможными затратами на восстановление мотора, нужно его серьезно продефектовать. И в лучшем случае, без учета других запчастей, ремонт блока и коленвала встанет в 25-30 тыс. руб, в худшем – в 70-80 тысяч рублей. Добавим стоимость поршней, колец, пальцев, прокладок, возможное восстановление масляного насоса или приобретение нового. Еще легко наберется 20-30 тысяч рублей. То есть суммарно ремонт мотора встанет в 50-110 тысяч рублей. Но ведь двигатель еще надо и собрать… Хорошо, если у автопредприятия есть не просто моторный участок, а хорошая техническая служба в целом и опытные мотористы, которым ежемесячно выдают зарплату. В другом случае придется отдавать дизель на сборку куда-нибудь на сторону, а это тоже расходы.
Ремонт по заводским технологиям
Совершенно новое направление в деятельности моторного завода «КАММИНЗ КАМА» – вывод на российский рынок проекта «Сервисный ремонтный двигатель». У него благая цель: оптимизация затрат перевозчика при ремонте двигателя Cummins ISBe. В основном это касается «шестерок», причем не только автомобильных версий уровня Евро‑3, Евро‑4 и Евро‑5, но и моторов в индустриальном, или по-другому – в промышленном исполнении Cummins QSB уровня TIER‑3. Конструктивно эти моторы очень близки друг к другу. Есть моторы в двух комплектациях. Первая, так называемый Short block (в переводе с английского «короткий блок») – это «подсобранный» блок с коленвалом, шатунами, поршнями, кольцами и поршневыми пальцами. Что важно: все эти детали взяты с конвейера, они полностью кондиционные и прошли 100 % контроль качества Cummins. Причем эти же запчасти, локализованные в России, можно купить отдельно.
Комплектация Short block – это двигатель без поддона, головки блока и передней крышки, хотя все важнейшие отверстия закрыты технологическими заглушками. К сожалению, нет распредвала и масляного насоса, однако тому есть свое объяснение. Дело в том, что в соответствии с анализом неисправностей двигателей Cummins ISBe и Cummins QSB, проведенным специалистами «КАММИНЗ КАМА», выяснилось, что основные проблемы были с износом поршневой группы из-за попадания пыли в двигатель, а также с коленвалом – из-за применения низкокачественного масла и фильтров, холодного пуска и т.п. Использование Short block при ремонте позволяет быстро и качественно решить все эти проблемы. А распредвал и масляный насос – практически «вечные», и их, как и все остальное навесное оборудование, просто переставляют с ремонтируемого двигателя. Кроме того, как бонус в комплект входит и набор прокладок. Если же нужно дополнить этот комплект какими-то деталями, это можно обговорить со специалистами «КАММИНЗ КАМА».
Мотор во второй комплектации – Long block. Это почти полностью собранный двигатель, «закрытый» со всех сторон. Разве что нет маховика. И нет «навески»: выпускного коллектора, турбокомпрессора, фильтров, водяного насоса, насоса ГУР. По электрике – не устанавливают электронный блок управления, генератор, стартер и жгуты проводки. По топливной аппаратуре (напомним, здесь она электронноуправляемая Common Rail) не ставят ТНВД, зато смонтированы форсунки и сама рампа. Опять-таки по статистике неисправностей, больше всего проблем у форсунок, а также засоряется рампа, но ТНВД ходит без нареканий или выходит из строя значительно позже первого, а может быть, и второго комплекта форсунок. Цены на Cummins ISBe в комплектациях Short block и Long block надо уточнять у дилеров, но они должны быть вполне демократичные. Кроме того возможны и скидки.
Если для сборки двигателя из «короткой» версии все же необходим моторист, то для практически собранного мотора Long block достаточно привлечь автослесаря уровня 3-го разряда или опытного водителя. Примерно такой же уровень квалификации нужен и для установки собранного двигателя на автомобиль. Вообще при высокой одномарочности автотранспортного предприятия есть смысл создать обменный фонд основных агрегатов. И двигатель – один из первых претендентов на свою полку на складе агрегатов. Тем более что сейчас нет необходимости регистрировать замену двигателя в ГАИ. Не вдаваясь в подробности, скажем, что на 10-15 грузовиков с годовым пробегом 70-100 тысяч после 3-4 лет эксплуатации нужен один резервный двигатель Cummins ISBe. Это существенно сократит простои автомобиля в ремонте. Конечно, организация выпуска «подсобранных» двигателей выгодна заводу: так лучше загружаются производственные мощности. Но не менее заинтересованы в этом и перевозчики. Моторы ведь можно поставить не только на современные самосвалы КАМАЗ‑65115 и бортовые КАМАЗ‑65117, но и на старые грузовики Iveco и DAF, ввезенные лет 15 назад из Европы. А также на грузовики и автобусы других марок, где Cummins ISBe никогда не ставили, но вполне реально провести модернизацию, тем самым получить хорошую мощность и прогнозируемый ресурс.
Наверное, следующим этапом в развитии сервиса дизелей Cummins ISBe в России должен стать организованный на заводе «КАММИНЗ КАМА» капитальный ремонт двигателей. Так, чтобы перевозчик за один день сдал свой мотор, заплатил за ремонт с зачетом стоимости сданного агрегата и получил взамен двигатель не хуже нового. А пока приобрести запчасти для ремонта Cummins ISBe или моторы проекта «Сервисный ремонтный двигатель» можно в сервисных центрах ПАО «КАМАЗ» (их около 190 по всей стране) или в специализированных центрах Cummins (их в России около 30).
Еще одним аргументом для автоперевозчика в пользу приобретения «Сервисного ремонтного двигателя» является тот факт, что на заводе «КАММИНЗ КАМА» в последние годы была проведена модернизация двигателей Cummins ISBe именно с учетом российского опыта эксплуатации моторов на автомобилях КАМАЗ. Работы осуществлялись специалистами «КАММИНЗ КАМА» при участии Научно-технического центра ПАО «КАМАЗ».
Изменения в первую очередь коснулись системы очистки воздуха для устранения повышенного абразивного износа поршневой группы. В 2013 году была разработана новая двухступенчатая система впуска, исключающая попадание пыли. В корпус воздушного фильтра устанавливаются два картонных фильтрующих картриджа: основной и дополнительный внутри него. Кроме того, на всех автомобилях КАМАЗ забор воздуха в двигатель осуществляется с наименее загрязненной пылью зоны – от уровня крыши кабины и проходит через предварительный фильтр-циклон. Применены герметичные воздуховоды от корпуса фильтра до двигателя, изготовленные из высокопрочной пластмассы, и усиленные хомуты на резиновых патрубках.
Для сохранности прецизионных деталей топливной аппаратуры Common Rail применили новые фильтры очистки топлива увеличенной почти в два раза грязеемкости и существенно более тонкой дисперсности очистки. Фильтров тонкой очистки теперь просто два, а не один. При этом фильтры на заводе специально предохраняют от дополнительного окрашивания: так они более узнаваемы, и перевозчику лишний раз напоминают о необходимости применения оригинальных фильтров. А в случае наличия воды в фильтрах на панели приборов загорается индикатор ошибки – и электронный блок управления ограничивает мощность двигателя.
Ряд изменений внесен и в систему охлаждения: изменена схема монтажа приводного ремня генератора и водяного насоса, изменена конструкция натяжного ролика. В процессе эксплуатации были отмечены случаи, когда натяжитель не натягивал поликлиновый ремень с надлежащим усилием. Ослабнувший ремень самопроизвольно перемещался с ролика на 1-2 ручейка, а далее при работе надрезался, расслаивался и рвался. Особенно часто эта ситуация возникала зимой, причем в теплой Европе эта проблема практически не существовала. Завод «КАММИНЗ КАМА» дважды провел модернизацию ременного привода – в 2012 и 2014 годах. Начиная с 2014 года введен в производство самый современный и надежный вариант, когда натяжной ролик устанавливается в нижней части блока цилиндров, под генератором и водяным насосом. Ролик в этом исполнении работает не по наружной части ремня, а по внутренней, поэтому на поверхности ролика имеются аналогичные ручьи, как и на других шкивах. Ручьи на натяжном ролике позволяют дополнительно фиксировать положение ремня, что предотвращает его смещение и возможный обрыв. Шкив вентилятора также имеет аналогичные канавки, тем самым устраняются вибрации ремня и полностью исключается возможность его самопроизвольного соскакивания. Увеличился угол охвата поликлинового шкива водяного насоса: вместо 90 градусов он стал почти 120 градусов. Угол охвата шкива генератора составляет практически предельные 180 градусов. Увеличивается сила трения на шкивах генератора и насоса, тем самым появляется возможность уменьшить силу натяжения в механизме регулировки. Благодаря этому уменьшается нагрузка на подшипники генератора и насоса, возрастает их ресурс.
Владельцы автомобилей с моторами до 2012 года выпуска могут поменять привод ремня на более позднюю конструкцию, но потребуется замена опоры крепления силового агрегата с вырезом под натяжитель. Как защиту от повреждений некачественным антифризом можно рассматривать применение заглушек блока цилиндров из нержавейки. Изменена конструкция уплотнения водяного насоса – здесь применен новый сальник. В его конструкцию добавили уплотнительное кольцо, сохраняющее часть ОЖ рядом с зоной уплотнения. Это позволяет избежать сухого трения (ТОСОЛ, как известно, маслянистая жидкость) в уплотнителе после долгого простоя двигателя. Оба насоса, старый и нового образца, взаимозаменяемы.
С сентября 2013 года все выпускаемые двигатели Cummins ISBe оснащаются воздушным компрессором Wabco объемом – 318 см3 и, соответственно, увеличенной производительности. Раньше применялся пневмокомрессор объемом 225 см3. Одна из причин использования компрессора большей производительности в том, что много шестицилиндровых двигателей Cummins ISBe устанавливается на тягачи, работающие в составе автопоезда, и автобусы. А там расход сжатого воздуха гораздо больше. Большой компрессор и более долговечный.
Компрессор Wabco можно установить и на двигатели прошлых лет выпуска. Но при замене компрессора потребуется также замена насоса ГУРа.
На все выпускаемые ныне шестицилиндровые двигатели Cummins ISBe устанавливают стартеры Bosch взамен стартеров Prestolite. Одна из проблем со стартерами Prestolite – плохая герметичность, попадание влаги внутрь и коррозия деталей. Вторая распространенная неисправность стартеров Prestolite, к сожалению, оказалась связана с водителями. У этих стартеров наблюдался перегрев обмоток, и они «горели». Все происходило из-за продолжительной работы преимущественно при пуске двигателя в холодное время года или при неисправностях топливной аппаратуры, а также системы подогрева воздуха во впускном трубопроводе – спирали накаливания. Стартер Bosch несколько мощнее, чем Prestolite: 6,5 кВт против 6,0 кВт. На нем еще введена электронная система защиты – по прошествии 30 секунд в электронный блок записывается код, благодаря которому легко можно доказать, что стартер работал с перегревом. Стартеры Prestolite и Bosch полностью взаимозаменяемы. Применена дополнительная герметизация коннекторов в жгуте электропроводки блока управления двигателем.
Все эти мероприятия – и по поставкам запчастей, и по модернизации двигателей – конечно же, работают на улучшение взаимоотношений между заводом «КАММИНЗ КАМА» и российскими перевозчиками. И это выгодно всем.