Техническое обслуживание механизма газораспределения
В процессе эксплуатации двигателя детали ГРМ (газораспределительного механизма) функционируют в условиях значительных ударных нагрузок, а также при постоянном воздействии газов (с высокой температурой и содержанием агрессивных компонентов) на клапаны. К трущимся поверхностям основных деталей газораспределительного механизма подача смазки ограничена. Данные условия могут привести к следующему:
1) – износу и искажению геометрической формы посадочных поверхностей седла клапана и его тарелки;
2) – образованию нагара на седле и тарелке клапана;
3) – износу рабочих поверхностей толкателей, а также кулачков распределительного вала;
4) – износу рабочих поверхностей коромысел, штанг, направляющих втулок и стержней клапанов;
5) – потере упругости клапанных пружин;
6) – износу сопрягаемых с клапанными пружинами деталей.
Данные причины влекут за собой нарушение в механизме газораспределения установленных зазоров, а также снижение герметичности клапанов.
Увеличение зазора свыше допустимого приводит к неполному открытию клапана, вследствие чего значительно ухудшается очистка цилиндра от отработавших газов, а также его последующее наполнение свежим зарядом. Это влечёт за собой не только снижение экономичности и мощности двигателя, но и увеличение шумности работы газораспределительного механизма и ускоренный износ его деталей.
Уменьшение зазора приводит к тому, что клапан неплотно садится в седло, в связи с чем происходит утечка раскалённых газов, а также обгорание посадочных поверхностей седла и клапана. Это влечёт за собой падение компрессии, снижение экономичности и мощности двигателя, а также его перегрев.
Операции технического обслуживания механизма газораспределения:
1) – периодический осмотр и контроль состояния креплений и деталей ГРМ;
2) – проверка и (в случае необходимости) регулировка теплового зазора между бойками коромысел и клапанами;
3) – проверка и (в случае необходимости) регулировка осевого перемещения распределительного механизма (в механизмах, где данное перемещение ограничивается посредством упорного винта).
Если выполнение данных операций не привело к нормальной работе двигателя, то необходимо:
1) – снять головку цилиндров;
2) – очистить от нагара клапаны и стенки камер сгорания;
3) – проверить состояние фасок сёдел и клапанов (притереть их в случае необходимости и проверить на герметичность).
В случае, когда притирка не позволяет добиться герметичности клапана – необходимо шлифовать фаски клапана и фрезеровать седла конусной фрезой. По завершении данных работ следует произвести притирку клапанов, промыть головку цилиндров и установить клапаны на место (перестановка клапанов на другие места недопустима), а затем проверить на герметичность.
В процессе крепления головки цилиндров на двигателе, а также стоек клапанных коромысел требуется строго соблюдать последовательность [рис. 1, Е] и момент затяжки шпилек либо болтов в соответствии с инструкцией по эксплуатации. Перед тем как выполнять затяжку стоек клапанных коромысел следует увеличить зазор путём выворачивания регулировочных винтов либо болтов из коромысел, чтобы исключить возможную деформацию штанг.

А) – С воздействием валика на толкатель;
Б) – С поднятием короткого плеча коромысла посредством специальной штанги;
В) – С нажатием валика на длинное плечо коромысла;
Г) – С нажатием болта на длинное плечо коромысла;
5) – Штанга декомпрессионного механизма;
Д) – Регулировка тепловых зазоров в механизме газораспределения;
Е) – Порядок затяжки гаек крепления головки блока.
К регулировке теплового зазора следует приступать только после предварительной проверки затяжки шпилек либо болтов крепления стоек клапанных коромысел и головки цилиндров. Далее необходимо полностью закрыть клапаны первого цилиндра, чтобы освободить передаточные детали для дальнейшей проверки и регулировки теплового зазора. Для этого поршень первого цилиндра устанавливается в в.м.т. в конце такта сжатия посредством установочной шпильки на картере маховика либо указателя в.м.т. на моховике, а также прочими способами. Такт сжатия определяется в цилиндре при медленном проворачивании коленвала либо путём закрывания отверстия для искровой свечи зажигания пробкой, либо наблюдением за работой клапанов (перед сжатием сначала откроется выпускной, потом впускной клапан, после чего при сжатии закроются оба эти клапана). Зазор во впускном и выпускном клапанах первого цилиндра проверяется щупом [рис. 1, Д]. Зазор должен соответствовать значениям, указанным в заводской инструкции. В случае необходимости регулировки следует освободить контргайку регулировочного болта либо винта и провернуть его до получения требуемого зазора. Удерживая винт или болт ключом либо отвёрткой от проворачивания, нужно затянуть контргайки и снова проверить зазор.
По завершении регулировки клапанов первого цилиндра переходят к регулировке теплового зазора в клапанах остальных цилиндров, для чего проворачивают коленвал на угол, которые равен интервалу чередования одноимённых тактов (рабочих ходов). Проверка и регулировка зазоров в клапанах очередного цилиндра должна проводиться согласно порядку работы цилиндров двигателя.
Вместе с регулировкой зазоров в клапанах производится проверка и регулировка зазоров в декомпрессионном механизме этого же цилиндра.
В случае переборки двигателя шестерни распределения необходимо устанавливать согласно нанесённым на них меткам, что обеспечит правильность установки фаз газораспределения. Если привод механизма газораспределения цепной, то помимо установки по меткам, необходимо звёздочки распределительного вала и шкива проверить и отрегулировать натяжение цепи.
Ремонт газораспределительного механизма (ГРМ)
Ремонт распределительного вала
Основными дефектами распределительного вала являются:
- износ опорных шеек;
- износ винтовой шестерни привода масляного насоса;
- износ кулачков;
- прогиб;
- увеличение осевого зазора.
Опорные шейки при износе ремонтируют двумя способами:
- шлифованием их на меньший диаметр
- хромированием
Первый способ ремонта применяют в тех случаях, когда опорами для шеек вала служат сменные втулки, запрессованные в гнезда блока. Если распределительный вал вращается в гнездах, выполненных непосредственно в блоке, то опорные шейки ремонтируют хромированием.
Шейки шлифуют на круглошлифовальном или токарном станке супортно-шлифовальным приспособлением.
Перед шлифованием вал проверяют в центрах по индикатору и выправляют под прессом, если биение превышает 0,05 мм. При шлифовании шеек необходимо учитывать высоту кулачков, так как иначе может создаться положение, при котором вал нельзя будет установить во втулки уменьшенного ремонтного размера. Высота кулачка должна быть меньше самой малой опорной шейки вала на 1—1,5 мм.
После шлифования шеек из блока выпрессовывают старые опорные втулки и запрессовывают новые полуобработанные, внутреннее отверстие которых необходимо обработать под размер шеек развертыванием.
Втулки двигателя ГАЗ-51 имеют два диаметрально расположенных отверстия, из которых одно — большего диаметра — служит для подвода смазки и должно точно располагаться против смазочного канала, а другое, меньшего размера, служит для закрепления втулки и должно располагаться против лунки в гнезде блока.
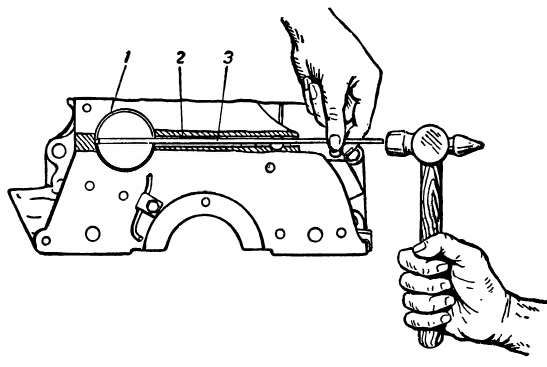
Рис. Установка опорной втулки распределительного вала:
1 — опорная втулка; 2 — масляный канал; 3 — бородок.
Втулку закрепляют длинным бородком, устанавливаемым в масляный канал, при помощи которого раскернивают малое отверстие втулки; образующийся при этом выступ входит в лунку гнезда блока.
После закрепления втулок их развертывают длинной раздвижной разверткой, обеспечивающей сохранение параллельности осей коленчатого и распределительного валов. При отсутствии сменных втулок (автомобили ГАЗ-MM, «Москвич») гнездам в блоке придают правильную геометрическую форму развертыванием, а опорные шейки хромируют и прошлифовывают на требуемый размер.
Кулачки с небольшим износом и задирами зачищают вначале крупной, а затем мелкой наждачной бумагой, которая должна облегать не менее половины профиля кулачка.
При большом износе кулачков вал заменяют или наплавляют изношенные места газовой сваркой сплавом сормайт. При этом вал помещают в ванну с водой, оставляя на поверхности только часть кулачка, подлежащую наплавке. При наплавке поверхность кулачка достаточно нагреть до состояния «потения», и расплавленный сормайт будет хорошо растекаться по поверхности. При отсутствии сормайта наплавлять можно проволокой от старых клапанных пружин при помощи газовой или электродуговой сварки.
После наплавки сормайтом последующая обработка заключается только в зачистке, а при наплавке сталью необходима закалка. При значительном износе приводной шестерни масляного насоса распределительный вал следует заменить.
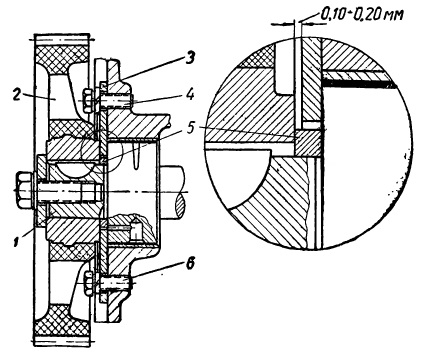
Рис. Крепление распределительного вала:
1 — распределительный вал; 2 — шестерня; 3 — упорная шайба; 4 и 6 — болты крепления упорной шайбы; 5 — распорное кольцо.
Увеличенный осевой зазор распределительного вала устраняют путем регулировки упорного болта, помещенного в крышке распределительных шестерен (автомобили ЗИС-5 и ЗИС-150). Для этого болт завертывают до упора в торец вала, а затем, отвертывают на 1/6 оборота и закрепляют контргайку. Если распределительный вал от осевого смещения удерживается упорной шайбой (автомобили М-20 «Победа», ГАЗ-51), то уменьшение осевого зазора до нормальной величины 0,10—0,20 мм достигается заменой изношенной упорной шайбы. Если же это окажется недостаточным, то следует уменьшить толщину распорного кольца, установленного между задним торцом ступицы распределительной шестерни и торцом первой опорной шейки распределительного вала.
Ремонт клапанов
Дефектами клапана могут быть:
- износ и обгорание рабочей фаски;
- коробление головки;
- износ поверхности и торца стержня;
- погнутость стержня.
Небольшой износ рабочей фаски клапана устраняется притиркой клапана к седлу.
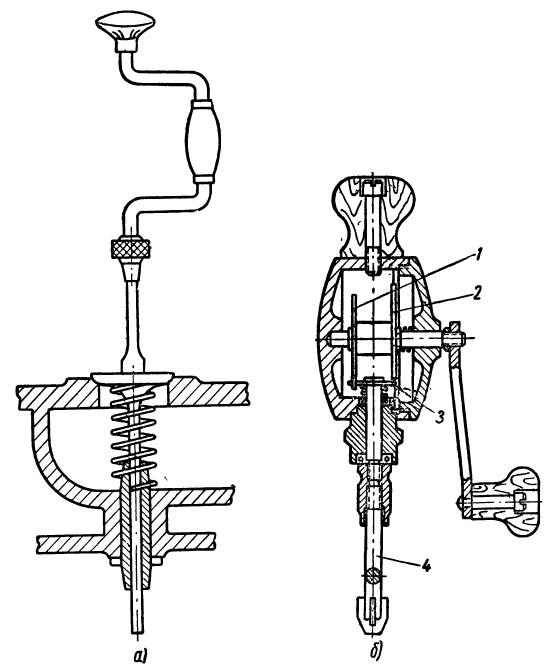
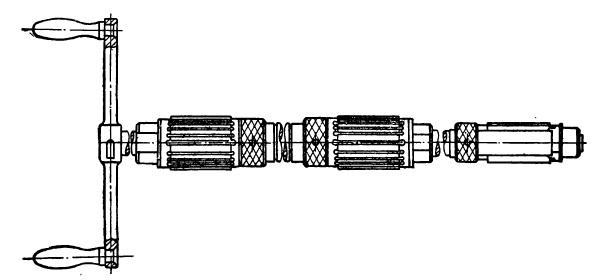
Рис. Приборы для притирки клапанов:
а — коловорот; б — притирочная дрель; 1 — ведущая шестерня с шестью зубьями; 2 — ведущая шестерня с девятью зубьями; 3 — ведомая шестерня шпинделя; 4 — шпиндель.
Для притирки клапана проделывают следующие операции:
- Надевают на стержень клапана слабую пружину и устанавливают клапан в направляющую втулку.
- Рабочую фаску клапана смазывают притирочной пастой и при помощи коловорота (рис. а) или специальной притирочной дрели (рис. б) вращают клапан вправо и влево на 1/4 оборота, постепенно поворачивая клапан кругом. При пользовании специальной притирочной дрелью ее рукоятку повертывают все время в одну сторону, причем ведомая шестерня и шпиндель вращаются попеременно то в одну, то в другую сторону. Достигается это тем, что две ведущие шестерни, вращаемые рукояткой, имеют по своей окружности неполное число зубьев (у одной шесть зубьев, у другой — девять), расположенных на противоположных сторонах. При вращении клапан прижимают к седлу, а при изменении направления вращения отпускают, причем клапан приподнимается от седла пружиной. В процессе притирки необходимо добавлять пасту.
- Конец притирки определяют появлением на рабочей фаске ровного матово-серого кольца без пятен.
- Герметичность клапана проверяют специальным прибором (рис. а) под давлением воздуха. При проверке стакан прибора плотно прижимают к поверхности блока и резиновой грушей создают давление 0,6—0,7 ат. Если в течение 1/2 мин. давление по манометру не падает, — герметичность хорошая. Герметичность клапана проверяют и более простым прибором (рис. б), причем поверхность вокруг клапана вытирают и припудривают мелом. Прибор устанавливают на клапан, затем рукояткой плотно прижимают резиновый присос книзу и отпускают его. Если клапан хорошо притерт, то прибор прочно удерживается на поверхности блока (прибор слегка покачивают рукой за головку).При недостаточной герметичности прибор держаться не будет. При наличии глубоких раковин и рисок рабочую фаску клапана сначала прошлифовывают, а затем только притирают. Шлифование фаски клапана выполняют на приборах с ручным или электроприводом.Клапан закрепляют под определенным углом по отношению к шлифовальному камню (45 или 30°) в патроне прибора. При работе прибора шлифовальный камень вращается с числом оборотов 4000—5000 в минуту, а патрон с клапаном — 120—140 в минуту.Подача патрона с клапаном и бабки с камнем осуществляется рукоятками.
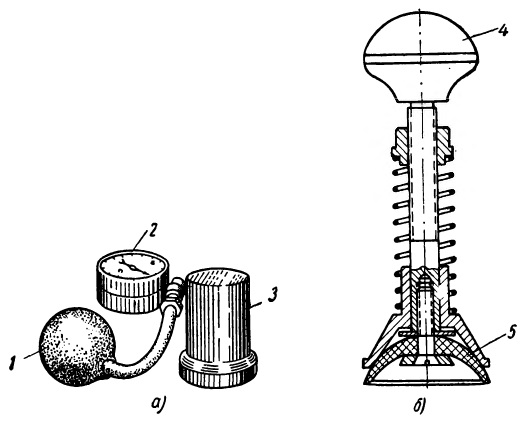
Рис. Приборы для проверки герметичности клапанов:
а — прибор с манометром; б — прибор с присосом; 1 — резиновая груша; 2 — манометр; 3 — стакан; 4 — головка; 5 — резиновый присос.
Изношенные головки клапанов восстанавливают до нормального размера путем их раздачи, при этом головку клапана нагревают до 900—1000°, устанавливают клапан в матрицу и оправкой под прессом или ударами молотка производят раздачу. Затем головка подвергается механической обработке способами, указанными выше. Клапаны, головки которых имеют коробление, заменяют новыми.
Погнутые стержни клапанов выправляют под прессом, а затем проверяют индикатором на биение в центрах. Биение стержня не должно превышать 0,03 мм.

Рис. Прибор для шлифования клапанов с электроприводом:
1 — рукоятка для подвода клапана к шлифовальному камню; 2 — патрон для закрепления клапана; 3 — клапан; 4 — шлифовальный камень; 5 — подвижная шлифовальная бабка; 6 — электродвигатель; 7 — рукоятка для осевого перемещения бабки.
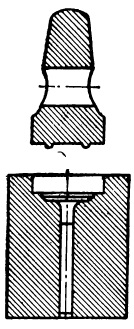
Рис. Матрица и оправка для раздачи головки клапана.
Изношенные стержни клапанов шлифуют под ремонтный размер или восстанавливают до номинального или ремонтного размеров хромированием.
Изношенный торец стержня при регулируемых клапанах шлифуют до получения гладкой поверхности, а при нерегулируемых клапанах (автомобиль ГАЗ-MM) торец наплавляют сталью от старого клапана и затем обрабатывают до требуемого размера. При наплавке во избежание коробления стержня клапан помещают в ванну с водой, оставляя на поверхности только торец высотой 20—25 мм.
Регулировка зазора между клапаном и толкателем
Для регулировки зазора необходимо:
- повернуть рукояткой коленчатый вал до полного закрытия регулируемого клапана;
- удерживать толкатель ключом в течение всей регулировки;
- отвернуть вторым ключом контргайку болта на 0,5—1 оборот и поворотом регулировочного болта установить зазор, в котором вставленный щуп соответствующей толщины будет проходить с небольшим усилием;
- завернуть контргайку, повернуть коленчатый вал на два оборота и щупом снова проверить правильность зазора.
В такой последовательности надо регулировать и остальные клапаны.
В двигателях автомобилей ГАЗ-MM зазор при эксплуатации не регулируют, а устанавливают при ремонте, удлиняя стержень клапана (для уменьшения зазора) в холодном состоянии на оправке или подпиливая торец стержня (для увеличения зазора).
Ремонт толкателей
К основным дефектам толкателей относится износ стержня и торцевой поверхности тарелки. Стержень толкателя восстанавливают шлифованием его на меньший ремонтный размер. Шлифуют стержни на токарном станке с супортно-шлифовальным приспособлением или на круглошлифовальном станке. При небольшом износе торцевой поверхности тарелки ее шлифуют, а при значительном износе поверхность тарелки наплавляют металлом газовой или электродуговой сваркой. Во избежание отпуска наплавку делают опуская стержень в водяную ванну.
В качестве присадочного материала можно использовать старые клапанные пружины.
После наплавки, не давая остыть металлу, толкатель быстро опускают в ванну с холодной водой и закаливают наплавленную поверхность. После закалки плоскость обрабатывают на наждачном точиле, а затем шлифуют на станке.