О фирме ПКФ «МОТОР ТЕХНОЛОГИИ»
Производственно-коммерческая фирма ООО ПКФ «Мотор Технологии» была организована в 2002 году на базе цеха №2 известной в области ремонта двигателей фирмы «Мотор Технологии» (Санкт-Петербург). В настоящее время ПКФ «Мотор Технологии» является самостоятельной компанией и предлагает полный комплекс услуг по восстановлению деталей двигателей внутреннего сгорания (ДВС) автомобильной, мотоциклетной и спецтехники всех марок. Фирма сохраняет преемственность в технологическом опыте, полученном в прошлые годы, и имеет в своем цехе комплекс профессионального высокоточного оборудования SERDI и AMC-Schou для ремонта деталей ДВС, станочный парк других производителей, таких как Hekert, Newall, Napomar, Shipman, Jarocin, TOZ, располагает современными технологиями и достоверной технической информацией. Наша работа и наше хобби — ремонт двигателей внутреннего сгорания.
НОВОСТИ
Алмазная прецизионная хонинговальная головка новое в ремонте головок цилиндров и шатунов
Хонингование направляющих втулок и головки шатунов, корпусов тормозных цилиндров и прочих классных отверстий — это новое направление в ремонтных технологиях для повышения точности и качества мехобработки отверстий, что благоприятно влияет на ресурс деталей и узлов в послеремонтной эксплуатации. Диапазон алмазных абразивов от 2.90 до 35 мм! Нам потребуются считанные минуты для того, чтобы приспособить SERDI DH 100 к разнообразным размерам.
Не стандартые работы
Рады сообщить посетителям нашего сайта о наших некоторых сложнейших не стандартных работах которые производились и производятся на нашем механическом участке
Ремонт БЦ двигателя
Ремонт БЦ двигателя в Москве
Необходим ремонт блока цилиндров двигателя? С радостью поможем! Большой опыт, передовое оборудование и профессионализм персонала позволяет выполнить все необходимые работы в короткие сроки и по низкой стоимости. Обращайтесь!
Цены на Ремонт БЦ двигателя
В таблице размещены ориентировочные цены. Чтобы узнать точную стоимость — свяжитесь с нами по телефону +7 (495) 644-22-48
| наименование | Стоимость за работу |
|---|---|
| мойка техническая | от 125 руб. |
| Мойка повторная после хонинговки | бесплатно |
| Расточка блока цилиндров с хонинговкой | от 800 руб. |
| Гильзовка блока цилиндров с хонингованием | от 1400 руб. |
| Обработка плоскости блока цилиндров | от 420 руб. |
Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.


Все работы по ремонту и восстановлению блока цилиндров осуществляется на современном высокоточном оборудовании с применением передовых технологий ремонта двигателя.
Все технологии восстановления блоков цилиндров отвечают жестким требованиям производителей автодвигателей.
Оснащение нашего ремонтного цеха позволяет нам выполнять полный перечень услуг по ремонту БЦ.
 Вставки под гильзы Komatsu 6D155
Вставки под гильзы Komatsu 6D155
В комплексный ремонт блока цилиндров входит:
- Расточка БЦ
- Хонинговка БЦ
- Гильзовка БЦ
- Восстановление геометрии (плоскостности) БЦ
- Ремонт, восстановление постелей коленчатого вала
- Заделка трещин
Любой ремонт начинается с мойки деталей. Без качественной очистки деталей невозможно осуществить ремонт современного двигателя. Для очистки деталей мы используем струйные моечные машины Magido L102, Magido L190 и ультразвуковую мойку Tierra Tech MOT350. Парк моечных машин также представлен отечественным оборудованием производства компании Mizotty: автоматическая мойка АМ1400 и ручная мойка АМ 1200РМ
После очистки деталей мы определяем её ремонтопригодность, для этого необходимо провести опрессовку деталей. Для опрессовки деталей мы используем стенды для проверки герметичности Carmec PTR1600 и Mizotty УГ1500.
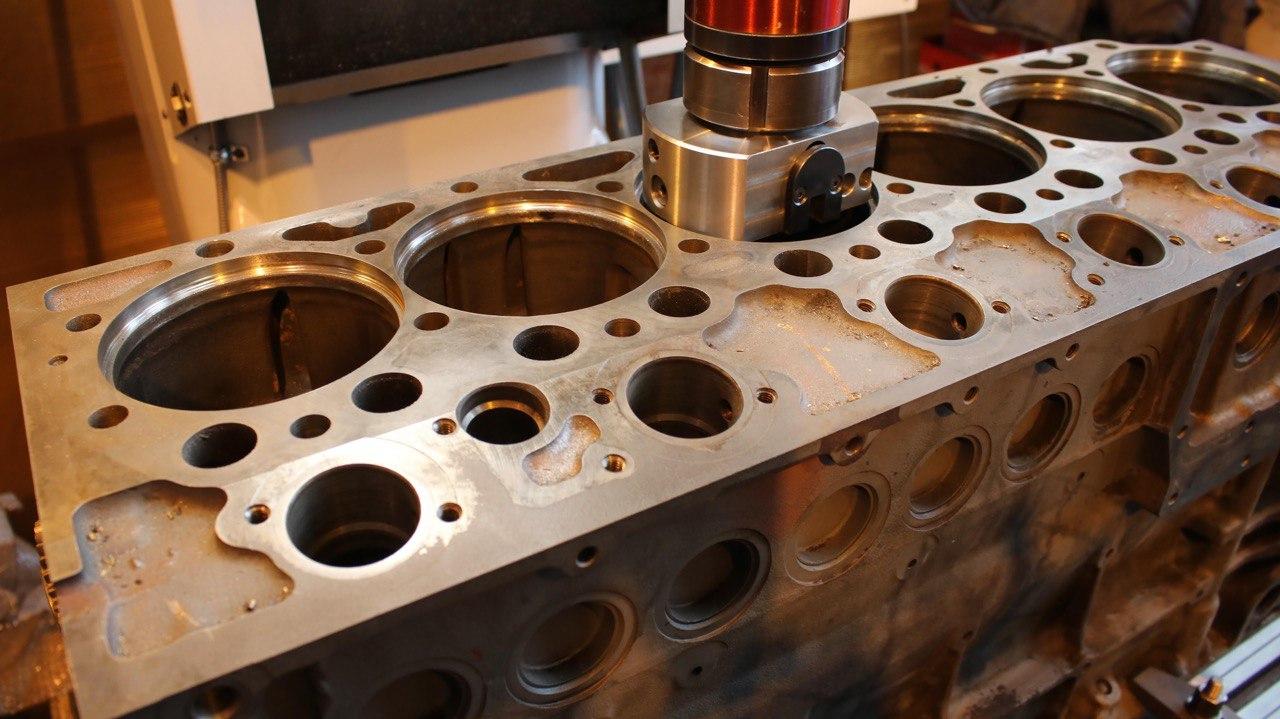
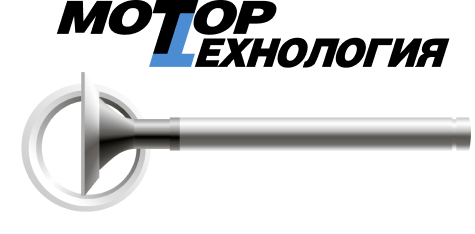
Расточка блоков цилиндров осуществляется на станке Berco ACP 160. Благодаря элементам ЧПУ на станке можно устанавливать программу расточки с максимальной точностью. Станок самостоятельно производит необходимые замеры и растачивает строго по программе без каких либо отклонений. Специалист, который работает на этом станке может одновременно работать на нескольких станках, что существенно сокращает сроки ремонта в нашем сервисно-техническом центре.
Другой станок, на котором мы растачиваем блоки цилиндров — это AZ VB 182М. Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей длиной более 2000 мм мы используем высокоточный станок AZ VB260.
Для хонингования блоков цилиндров в нашем сервисно-техническом центре используется станок Sunnen CV-616 и Sunnen CK-21. Благодаря применению плавных регулировок (изменений) скорости возвратно-поступательного движения шпинделя и его частоты вращения оптимизируются режимы хонингования как абразивным, так и алмазным инструментом. Отработанная технология хонингования на этом оборудовании позволяет обрабатывать поверхность с наилучшим результатом.
Восстановление геометрии (привалочной плоскостности) БЦ осуществляется на станке AZ SP1600 серии PLC. Это современный станок с элементами ЧПУ, что позволяет проводить ремонт с высокой точностью, срезать только на необходимую глубину, что несомненно сохраняет ресурс обработанной детали.
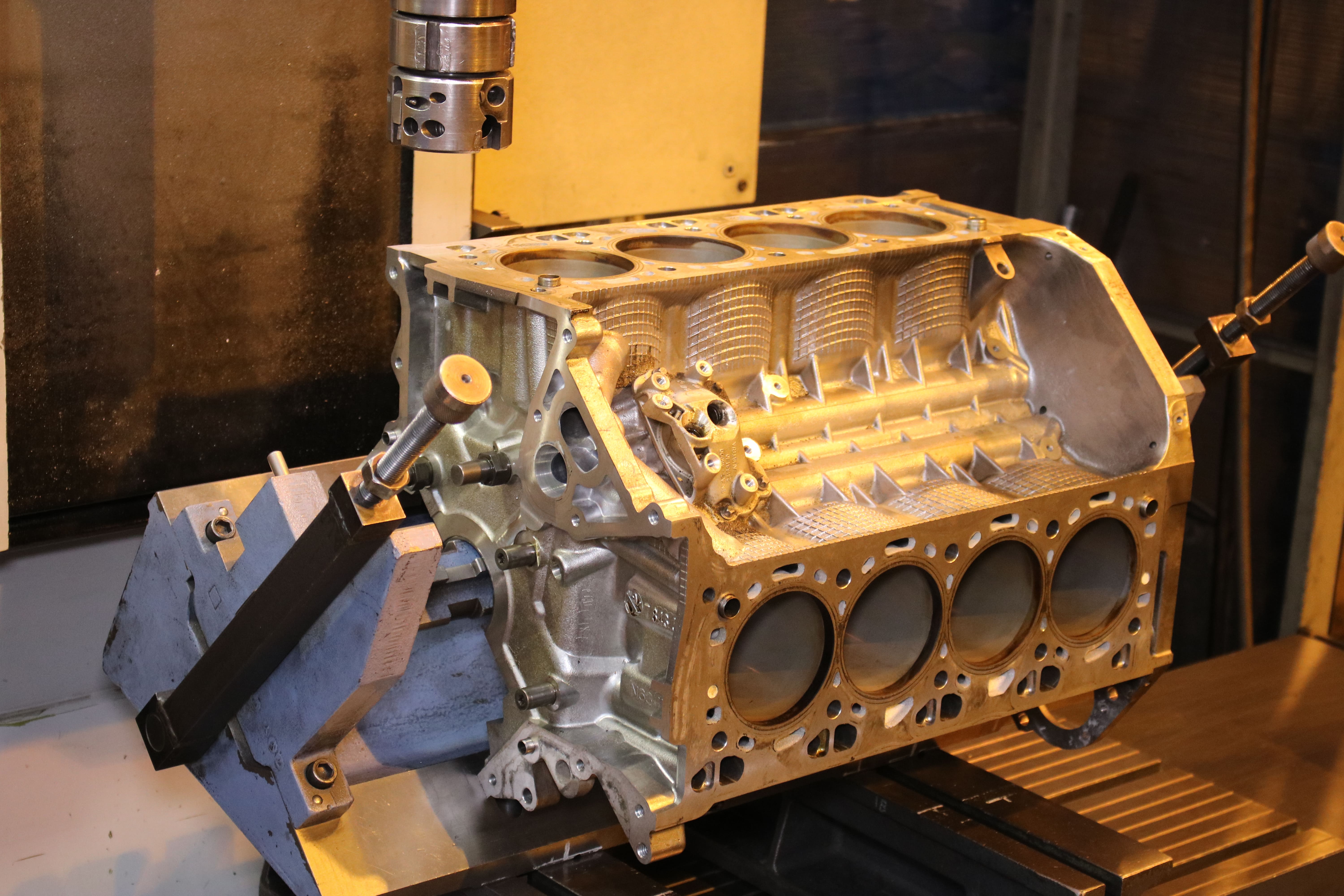
Ремонт постелей коленчатого вала, как и в случае с ремонтом постелей распредвала в ГБЦ, производится на станке AZ BAC 2000. Этот станок успешно используется нами для ремонта постелей благодаря своей высокой точности в обработке. Благодаря плавной регулировки подачи шпинделя, частоты вращения шпинделя, хромированным борштангам и многому другому, этот станок является наиболее удачным среди себе подобных.
Другие работы по ремонту и восстановлению блоков цилиндров мы производим на современном, технологичном оборудовании отечественного и импортного производства. Например, для напыления металлов при различных видах ремонта мы используем отечественную установку для напыления Димет. При помощи этой установки мы можем напылять металлы на различные поверхности быстро и эффективно.
Расточка и гильзовка блоков цилиндров в техническом центре Мотортехнология
Хонинговка блоков цилиндров в техническом центре Мотортехнология
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Ремонт ГБЦ двигателя
Ремонт ГБЦ двигателя в Москве
Необходим ремонт ГБЦ двигателя? С радостью поможем! Большой опыт, передовое оборудование и профессионализм персонала позволяет выполнить все необходимые работы в короткие сроки и по низкой стоимости. Обращайтесь!
Цены на Ремонт ГБЦ двигателя
В таблице размещены ориентировочные цены. Чтобы узнать точную стоимость — свяжитесь с нами по телефону +7 (495) 644-22-48
| наименование | Стоимость за работу |
|---|---|
| мойка техническая | от 90 руб. |
| мойка повторная | бесплатно |
| Опресовка ГБЦ | от 320 руб. |
| Замена направляющей втулки | от 110 руб. |
| Обработка седла клапана | от 100 руб. |
| Шлифовка фаски клапана | от 60 руб. |
| Обработка плоскости ГБЦ | от 275 руб. |
| Засухаривание клапана с заменой МСК | от 60 руб. |
Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.
ГБЦ — головка блока цилиндров, важнейший из узлов автомобиля, отвечающий за контроль над процессом сгорания топлива в двигателе и отводом отработавших газов.
 Ремонт ГБЦ, обработка сёдел
Ремонт ГБЦ, обработка сёдел
Ремонт ГБЦ в техническом центе мотор технология
Можно выделить основные механизмы и детали головки блока цилиндров:
- Корпус головки блока, в котором размещены все механизмы, каналы системы охлаждения, маслопровод и камера сгорания.
- Отверстия с резьбой или посадочной плоскостью для монтажа свечей зажигания или форсунок.
- Прокладка головки блока.
- Камера сгорания, в которой происходит воспламенение рабочей смеси.
- Газораспределительный механизм.
- Привод газораспределительного механизма.
- Посадочные плоскости и резьбовые крепления для впускного и выпускного коллектора.
К несъемным деталям головки блока относят седла клапанов, которые необходимы для обеспечения герметичности газораспределительного механизма (ГРМ) и направляющие втулки клапанов. Эти детали впрессовываются в картер головки блока «на горячую», и подлежат замене только при использовании специального инструмента и термического оборудования. В гаражных условиях не рекомендуется проводить замену седел клапанов и направляющих втулок, поскольку вследствие неравномерного прогрева головки она может изменить свою геометрию, нарушится плоскость прилегания к блоку цилиндров и ГБЦ придет в негодность, или же возникнет необходимость проводить серьезные восстановительные работы.
Ремонт и обслуживание головки блока цилиндров
Все узлы и агрегаты автомобиля нуждаются в обслуживании, диагностике, а иногда и ремонте. Головка блока — не исключение. В первую очередь, повышенного внимания требуют те детали, которые нагружены больше всего. Это детали газораспределительного механизма — клапаны, сальники клапанов, сальники распредвала, прокладка головки блока. На износ деталей и правильную работу ГБЦ влияет множество факторов, но основные из них касаются обслуживания и диагностики.
Затяжка гаек без соблюдения момента усилия, который контролируется динамометрическим ключом, нарушение порядка затяжки болтов или гаек крепления головки — все это может привести к короблению корпуса головки, что ведет к выходу двигателя из строя. Есть целый ряд операций, предполагающих демонтаж головки блока — расточка цилиндров, опрессовка седел клапанов и втулок клапанов, замена самих клапанов или ремонт, доработка и шлифовка седел, шлифовка привалочной плоскости головки, и много других операций, предполагающих ее демонтаж.
При наличии определенного опыта и знаний все эти работы можно провести самостоятельно, своими руками и в гаражных условиях, за исключением тех работ, для выполнении которых необходимо иметь высокоточное оборудование. Самым же основным инструментом при ремонте и обслуживании ГБЦ является понимание процесса ее работы и знание конструкции.
Дефекты ГБЦ, не подлежащие ремонту
К сожалению, не все дефекты, возникшие при эксплуатации головки блока цилиндров, возможно отремонтировать:
- трещины, возникшие во впускном либо выпускном канале головки нельзя отремонтировать из-за невозможности подачи в данные места инструмента;
- глубокие трещины, которые скрываются с поверхности головки в форкамеру.
В случае обнаружения вышеперечисленных дефектов, ремонт невозможен, необходимо произвести замену всего узла.
Участок по ремонту ГБЦ в сервисно-техническом центре Мотортехнология
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Ремонт ГБЦ за 1 день в техническом центре Мотортехнология

Ремонт ГБЦ за 1 день в техническом центре Мотортехнология
Технологический процесс ремонта ГБЦ в компании Мотортехнология состоит из следующих этапов:
Этап №1 Приёмка
Это первый этап в технологическом процессе, заключается в следующем:
- прием детали в работу,
- её первичный осмотр на механические повреждения
- проверка привалочной плоскости на прогиб.
Большинство деталей, которые приносят к нам цех грязные. При таких загрязнениях трудно произвести дефектовку, а уж тем более невозможно обрабатывать. Поэтому следующим этапом в ремонте ГБЦ (и других деталей) является мойка.
 Проверка привалочной плоскости на прогиб
Проверка привалочной плоскости на прогиб  Проверка сопряжения седло-клапан вакуум тестером Mira
Проверка сопряжения седло-клапан вакуум тестером Mira  Первичный осмотр на механические повреждения
Первичный осмотр на механические повреждения
Этап №2 Мойка деталей
Мойка деталей двигателя в нашем цеху производится на высококачественном моечном оборудовании компании Magido. Для небольших деталей мы используем мойку Magido L-102, а для больших деталей Magido L-190. Благодаря использованию двух моек разного размера мы можем более оптимально использовать ресурсы и возможности этих моек.
 Такая деталь приходит в работу
Такая деталь приходит в работу  Такой она становится после мойки
Такой она становится после мойки

После автоматической мойки необходимо промыть деталь вручную, чтобы смыть остатки моющей жидкости и избавиться от точечных загрязнений, оставшихся после мойки.
Данный этап помогает выявить ГБЦ с трещинами в рубашке охлаждения, т.к. при перегреве двигателя в ГБЦ образуются трещины, которые не всегда можно увидеть.
ГБЦ устанавливается на опрессовочный стенд, (в нашем сервис центре мы используем стенд Carmec PTR 1600), с помощью резиновых заглушек закрываются все отверстия, после чего погружается в ванну с водой, нагретую до 70 градусов Цельсия, что имитирует рабочую температуру двигателя. Далее в рубашку охлаждения подаётся воздух (с рабочим давлением от 2-х до 6-х атмосфер) и производится осмотр на утечку воздуха.
Данный этап является наиболее важным в диагностике ГБЦ перед ремонтом, благодаря ему можно выявить серьёзный дефект в ГБЦ и отбраковать неремонтопригодные головки.
 ГБЦ устанавливается на стенд
ГБЦ устанавливается на стенд  На фото видно как воздух выходит через трещину, образовавшуюся в результате перегрева двигателя. Такая ГБЦ к дальнейшей эксплуатации не пригодна.
На фото видно как воздух выходит через трещину, образовавшуюся в результате перегрева двигателя. Такая ГБЦ к дальнейшей эксплуатации не пригодна.  Погружаем в разогретую до 70 градусов воду, имитирующую рабочую температуру детали.
Погружаем в разогретую до 70 градусов воду, имитирующую рабочую температуру детали.  ГБЦ погружена в воду, в рубашке охлаждения создается рабочее давление
ГБЦ погружена в воду, в рубашке охлаждения создается рабочее давление
Этап №4 Разборка
Если опрессовка дает положительный результат, далее ГБЦ разбирается. Для этого мы используем пресс Carmec VGP-1200 или рассухариватель Carmec PWS-900 разбираем ГБЦ.
Этап №5 Дефектовка
Этап на котором происходят замеры всех основных параметров:
- Износ направляющих втулок;
- Износ стеблей клапанов, проверка на биение (кривизну);
- Состояние сёдел клапанов;
- Состояние резьбы;
- Наличие механических повреждений.
 Износ направляющих втулок
Износ направляющих втулок  Проверка на биение фаски клапана
Проверка на биение фаски клапана  Проверка состояния сёдел
Проверка состояния сёдел
После проведения дефектовки согласовывается объём работ с клиентом.
Этап №6 Замена втулок
Технологический процесс по замене направляющих втулок состоит из нескольких этапов. Сначала ГБЦ помещается в печь и нагревается до температуры 120 градусов. Далее из нагретой ГБЦ выбиваются старые втулки и замеряются. По данным замера подбираем новые втулки, собираем оправку, далее охлаждаем новые втулки жидким азотом и запрессовываем втулки в ГБЦ.
 Нагреваем ГБЦ
Нагреваем ГБЦ  Производим замер втулок
Производим замер втулок  Устанавливаем втулку на оправку
Устанавливаем втулку на оправку  После того, как втулки забиваются на место, происходит процесс разворачивания втулок с помощью специальных разверток.
После того, как втулки забиваются на место, происходит процесс разворачивания втулок с помощью специальных разверток.  ГБЦ с новыми втулками
ГБЦ с новыми втулками  Выпрессовываем втулки на грузовых ГБЦ с помощью пресса Carmec
Выпрессовываем втулки на грузовых ГБЦ с помощью пресса Carmec  Охлаждение втулок в жидком азоте
Охлаждение втулок в жидком азоте  Забиваем втулку в ГБЦ
Забиваем втулку в ГБЦ  Специальная развертка
Специальная развертка
Этап №7 Работы по восстановлению клапана
По результатам дефектовки клапана, которые признаются ремонтопригодными, очищаются с помощью пескоструйной машины, после чего обрабатываются (рабочая фаска, торец, заходная фаска под м.с.к.) на станке Kwik-Way.
 Клапан до обработки
Клапан до обработки  Обработка клапана на пескоструйной машине Lampugnani
Обработка клапана на пескоструйной машине Lampugnani  Обработка клапана на станке Kwik-Way SVS SERIES II DELUXE
Обработка клапана на станке Kwik-Way SVS SERIES II DELUXE  Обработанный клапан
Обработанный клапан
Этап №8 Замена сёдел
При необходимости мы производим замену сёдел. Данный этап состоит из нескольких процессов:
- Вырезание (удаление) старого седла и обработка посадочного места. Это делается на станке AZ Spa VV-80;
- Изготовление нового седла. Измеряется посадочное место под седло и из заготовок для сёдел изготавливается седло нужного размера для обеспечения необходимого натяга;
- Нагреваем ГБЦ;
- Охлаждаем седло с помощью жидкого азота;
- Устанавливаем седло в посадочное место с помощью специальной оправки.
 Нагреваем ГБЦ в печи
Нагреваем ГБЦ в печи  Забиваем седло в посадочное место
Забиваем седло в посадочное место  Результат: седло готово к обработке
Результат: седло готово к обработке  Охлаждаем седло
Охлаждаем седло  Далее седло необходимо обработать под нужный профиль.
Далее седло необходимо обработать под нужный профиль.
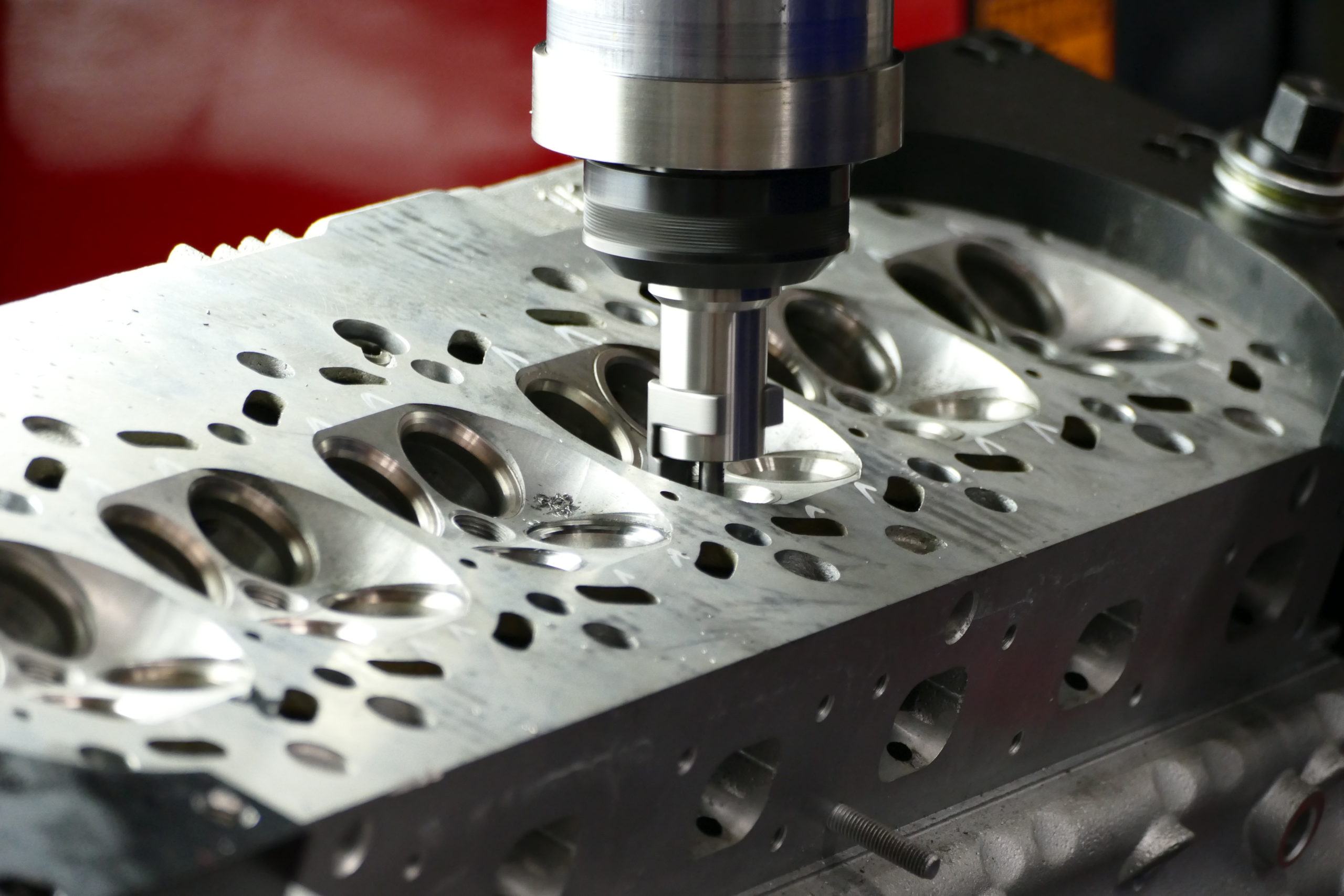
Этап №9 Обработка сёдел
Обработка сёдел производится на станке Newen Contour-BB. Для этого ГБЦ устанавливается на станок, из списка готовых профилей выбирается нужный или заносятся данные для нового, после чего начинается обработка, которая занимает несколько минут.
 Обработка сёдел
Обработка сёдел  Обработка седла на станке Newen Contour-BB
Обработка седла на станке Newen Contour-BB  Станок для обработки сёдел ГБЦ Newen Contour-BB
Станок для обработки сёдел ГБЦ Newen Contour-BB
Этап №10 Обработка привалочной плоскости
Обработка привалочной плоскости производится непосредственно перед сборкой ГБЦ для осуществления наиболее плотного прилегания прокладки между привалочными плоскостями ГБЦ и блока цилиндров. Для этого в компании Мотортехнология используется станок AZ Spa.
 ГБЦ до обработки
ГБЦ до обработки  Обработка плоскости
Обработка плоскости  Обработка ГБЦ на станке AZ Spa SP-1600 PLC
Обработка ГБЦ на станке AZ Spa SP-1600 PLC  ГБЦ после обработки
ГБЦ после обработки
Этап №11 Сборка ГБЦ, проверка вакуум тестером
Последний технологический процесс при ремонте ГБЦ — это сборка. Она осуществляется с помощью раcсухаривателя или пресса, в зависимости от габаритов ГБЦ.
 Проверка сопряжение седло-клапан с помощью вакуум тестера Mira
Проверка сопряжение седло-клапан с помощью вакуум тестера Mira  Сборка ГБЦ пресс Carmec VGP-1200
Сборка ГБЦ пресс Carmec VGP-1200
Заключение. Контроль качества, упаковка
ГБЦ проверяется последний раз перед тем как её забирает клиент. ГБЦ упаковывается.
 Проверка плоскости
Проверка плоскости  Упаковка
Упаковка  Окончательный результат
Окончательный результат
Как же мы этого достигаем Компания Мотортехнология постоянно модернизирует парк станочного оборудования, благодаря чему мы уменьшаем сроки выполнения работ, при этом улучшая качество обработки деталей двигателей. Так например, при помощи станка для обработки седел клапана Newen Contour-BB скорость обработки седла увеличилась в несколько раз.
О качестве обработки поверхности седла можно писать долго, но мы предлагаем Вам посмотреть видео ролик работы станка, в котором показан процесс и результат обработки. Мы не смогли бы достичь таких результатов без профессионального коллектива. Каждый из наших сотрудников имеет большой опыт в своей области. В сервисном центре компании Мотортехнология действует строгая система отбора и обучения сотрудников. Руководство цеха не допускает к работам неподготовленных специалистов.
Каждый из сотрудников, кроме общего образования имеет как минимум средне-специальное, а многие из них и высшее техническое образование. Для работы на станках каждый сотрудник проходит индивидуальное обучение, в том числе и с выездом к производителю, после чего проходит аттестацию и по её итогам получает доступ к оборудованию. К каждому заказу наши сотрудники относятся как к индивидуальному, со многими из наших клиентов мы работаем уже много лет и стараемся понять проблематику и специфику работы техники в той или иной компании.
Мы всегда готовы дать рекомендации по эксплуатации конкретного мотора в зависимости от его изношенности. Работу сотрудников нашего сервис-центра можно сравнить с работой хирургов, которые имея большой опыт работы, бережно относятся к каждому своему пациенту. Все перечисленные работы по ремонту ГБЦ осуществляются на современном оборудовании, качественно и в кратчайшие сроки:
Сервис центр компании Мотортехнология выполняет и другие виды работ, качественно и в кратчайшие сроки.