Ремонт головки цилиндров ЯМЗ-238
Демонтаж и монтаж головки цилиндров
Головку цилиндров снимать только для устранения неисправностей деталей цилиндро-поршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи
3. Снять крышку головки цилиндров
4. Отвернуть гайки скоб крепления форсунок (рис. 1), снять форсунки (рис. 2), предохраняя распылитель от ударов и засорения отверстий


5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.

6. Отвернуть гайки крепления головки цилиндров (рис. 3), соблюдая последовательность, обратную затяжке (рис. 4) не менее чем за три приема:
— I — прием — до 147…118 Нм (15…12 кгс·м)
— II — прием — до 49…39 Нм (5…4 кгс·м)
— III- прием — вывернуть гайки.
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8. Если необходимо, осторожно снять прокладку головки цилиндров.
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке.
Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головки цилиндров.
Повторное использование металлической прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов в зоне газового стыка.
Повторное использование резиновой прокладки и уплотнителей возможно только при отсутствии трещин, повреждений, затвердевания.
Обратить внимание на правильность установки резиновой прокладки и уплотнителей.
Резьба должна быть смазана чистым моторным маслом.

Гайки крепления головок цилиндров затягивать на холодном двигателе в порядке возрастания номеров, как показано на рис. 4 не менее чем за три приема:
— I — прием — 39…49 Нм (4…5 кгс·м);
— II — прием — 118…147 Нм (12…15 кгс·м);
— III — прием — 216…235 Нм (22…24 кгс·м).
После затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность.
Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей, а герметичность уплотнения не улучшится.
Притирка клапанов
Перед разборкой головок цилиндров очистить их от масла и нагара и пометить порядковые номера клапанов на торцах тарелок для того, чтобы при сборке установить их на свои места.
Для рассухаривания клапанов необходимо головку цилиндров без форсунок, коромысел, осей коромысел и шпилек крепления осей коромысел установить привалочной поверхностью на плиту так, чтобы обеспечить упор для клапанов.

Рассухаривание выполнять с помощью приспособления, изображенного на рис. 5.
Для этой цели ввернуть упорный болт 1 приспособления в отверстие под шпильку крепления оси коромысла, нажимную тарелку 2 приспособления установить на тарелку пружин соответствующего клапана и, нажимая на рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть сухари и снять все детали клапанного узла.
Таким же путем последовательно рассухарить все остальные клапаны и снять пружины клапанов и сопряженные с ними детали.
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок. Клапаны и седла тщательно очистить от грязи, нагара и масляных отложений, промыть в керосине или специальном моющем растворе, высушить и осмотреть для определения степени ремонта.
Восстановить герметичность клапана притиркой возможно только при наличии незначительных износов и мелких раковин на рабочей фаске и лишь в том случае, если тарелка и стержень не покороблены и нет местных прогаров на фасках клапана и седла.
При наличии таких дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных деталей.
Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива.
Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться.
Установить головку цилиндров на плиту или специальное приспособление привалочной поверхностью кверху.
Нанести на фаску клапана тонкий равномерный слой притирочной пасты, смазать стержень клапана чистым моторным маслом и установить его в головку цилиндров.
Допускается наносить пасту на фаску седла.
Притирку выполнять возвратно-вращательными движениями клапанов при помощи специального приспособления или дрели с присосом.
Нажимая на клапан с усилием 20…30 Н (2…3 кгс), повернуть его на ⅓ оборота в одном направлении, затем, ослабив усилие, на 1/4 оборота в обратном направлении.
Нельзя выполнять притирку круговыми движениями.

Периодически поднимая клапан и добавляя на фаску пасту, продолжать притирку, как указано выше, до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 6).
Разрывы матового пояска и наличие на нем поперечных рисок не допускается.
При правильной притирке матовый поясок «А» на фаске клапана седле должен начинаться у большего основания конуса, как показано на рисунке 6.
После окончания притирки клапаны и головку цилиндров тщательно промыть керосином или специальным моющим раствором и высушить.
Внимание! Наличие даже незначительных остатков притирочной пасты на клапане или головке цилиндров могут привести к надиру и ускоренному износу гильз цилиндров и поршневых колец.
Клапаны, пружины и детали их крепления установить на головку цилиндров и засухарить клапаны, используя приспособление (см. рис. 5).
Качество притирки сопряжения клапан-седло проверить на герметичность путем заливки керосина или дизельного топлива, заливая его поочередно во впускные и выпускные каналы.

Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты.
Допустима проверка качества притирки карандашом.
Для этого поперек фаски притертого чистого клапана мягким графитовым карандашом нанести через равные промежутки 10 – 15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая к седлу, повернуть его на ¼ оборота.
При хорошем качестве притирки все черточки на рабочей фаске клапана должны стереться.
При неудовлетворительных результатах проверки качества притирки ее необходимо продолжить.
Проверка и ремонт головки блока цилиндров
Головку цилиндров перед ремонтом разбирают. Отвернув гайки, снимают водяные трубы. Из каждой водяной трубы вывертывают четыре болта крепления крышек термостатов и извлекают термостаты для проверки. Затем отвертывают гайки крепления впускных и выпускных коллекторов, снимают коллекторы и устанавливают головку цилиндров привалочной плоскостью на чистый стол, обеспечивая сохранность плоскости от повреждения и царапин.
Клапаны снимают при помощи приспособления, изображённого на рис. 99

Головку цилиндров отливают из специального чугуна по химическому составу аналогичного отливке блока цилиндров. Твердость HB 183-235.
Основными дефектами головки цилиндров являются трещины, выработки, риски и раковины на седлах выпускных и впускных клапанов, нарушение уплотнения стакана форсунки, износ отверстий в направляющих втулках клапанов, ослабление посадки направляющих втулок в головке цилиндров, трещины на поверхности прилегания головки к блоку цилиндров и коробление этой поверхности, а также погнутость и ослабление осадки шпилек на головке цилиндров или повреждение резьбы на шпильках.
Головку цилиндров заменяют при наличии трещин, проходящих через отверстия под направляющие втулки клапанов, отверстия под стаканы форсунок и гнезда под седла клапанов, и трещин на стенках рубашки охлаждения в местах, недоступных для ремонта.
Наличие трещин устанавливают внешним осмотром, а также при испытании головок цилиндров на герметичность водой под давлением 0,4 МПа (4 кгс/см2). Герметичность рубашки охлаждения головки цилиндров можно проверить, подведя в нее сжатый воздух и погрузив головку в ванну с водой. Трещины будут видны по выходящим пузырькам воздуха. Трещины и пробоины на головке цилиндров не допускаются. Допускаются лишь мелкие трещины на привалочной плоскости между отверстиями под распылитель форсунки и клапаны, не захватывающие рабочей фаски впускного клапана и не нарушающие герметичность.
Если при испытании головки цилиндров на герметичность обнаружится нарушение уплотнения стакана форсунки, следует подтянуть гайку крепления стакана. Если при этом течь не устраняется, стакан снимают и заменяют уплотнительное кольцо и шайбу, а в случае необходимости и стакан.
Головки блока допускаются к сборке без ремонта:
- если неплоскостность поверхности, прилегающей к блоку, не более 0,1 мм на всей длине и не более 0,05 на длине 100 мм;
- если ширина рабочей фаски седла впускного клапана составляет 2,0-2,8 мм, выпускного — 1,5-2,3 мм;
- если утопание впускного клапана относительно нижней плоскости головки цилиндров — не более 2,2 мм, а выпускного — не более 2,7 мм;
- если диаметр внутренних поверхностей направляющих втулок клапанов — не более 12,060 мм и если в резьбе для шпилек не более двух сорванных ниток.
Неплоскостность поверхности, прилегающей к блоку, исправляют шлифованием, обеспечивая требуемую неплоскостность и высоту головки до кольцевого ребра не менее 131,5 мм; номинальный размер — 132-0,26 мм
При износе или срыве резьбы в отверстиях головки цилиндров нарезают резьбу ремонтного размера или ставят ввертыши. В головке цилиндров нарезают резьбы под ремонтные шпильки следующих размеров:
- водораспределительной трубы — М10х1,5Т на глубину 14 мм;
- впускного и выпускного трубопроводов — М12х1,75Т на глубину 15 мм;
- скобы форсунки — М14х2Т на глубину 22 мм.
При ремонте резьбовых отверстий постановкой ввертышей рассверливают отверстие с дефектной резьбой и нарезают резьбу под ввертыш. Затем смазывают ввертыш суриком или жидким стеклом и ввертывают его в резьбовое отверстие до отказа, запиливают торец заподлицо с плоскостью головки, раскернивают ввертыш в трех точках и калибруют резьбовое отверстие ввертыша. Отверстие под шпильку крепления форсунки восстановлению не подлежит.
Сборка головки цилиндров производится после притирки клапанов к их седлам. При сборке головки устанавливают клапаны в гнезда, к которым они притерты, головку цилиндров кладут на чистый ровный стол, предохранив привалочную плоскость от повреждений, устанавливают тарелки клапанных пружин, пружины, втулки, при помощи приспособления (см. рис. 99) сжимают пружины, вставляют сухари клапанов и проверяют герметичность поездки клапанов. Для этого последовательно во впускные и выпускные каналы головки заливают керосин. Просачивание керосина в течение 1,5 мин не допускается.
При неудовлетворительных результатах проверки притирку повторяют. После этого на головку устанавливают водяные трубы, впускные и выпускные коллекторы.
Переборка клапанов головки блока цилиндров двигателя ЯМЗ
В настоящее время мы перебираем двигатель ЯМЗ-238ДЕ2 на тягаче МАЗ-543205-226 который мы купили в составе сцепки за 350 000 рублей в марте 2020 года. Продавец сделал нам хорошую скидку так как двигатель сапунил — это и стало основной причиной его переборки.
Разборка двигателя предполагает снятие головок блока цилиндров, что приводит к замене 2 прокладок головок блока цилиндров, так как двигатель ЯМЗ-238ДЕ2 V-образный. Это достаточно трудоемкая процедура требующая новых прокладок ГБЦ и протяжку головки блока цилиндров. В связи с этим, если пришлось снимать головки блока, то нужно максимально внимательно проверить состояние всего двигателя, а в частности блока цилиндров, поршневой группы, головки цилиндров блока.
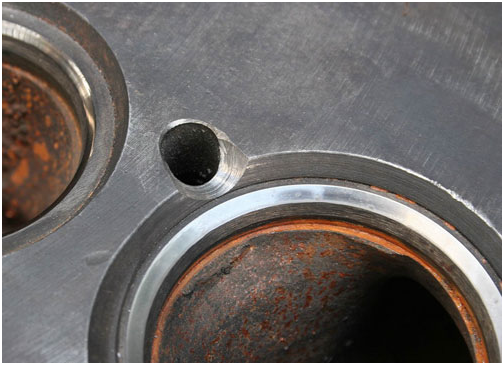
В нашем случае, одной из неисправностей которые мы обнаружили была сломанная пополам направляющая втулка клапана на головке цилиндра. Замена втулки клапана требовала рассухаривание клапана, замену втулки, её развертывание на 12мм и обратную сборку клапана. Также необходимо проверять состояние маслосъемных колпачков, в нашем случае все они были в плохом состоянии, а на некоторых клапанах просто-напросто отсутствовали. Поэтому приняли решение полностью перебрать клапана.
Для разборки и сборки клапанов нужен специальный съемник — рассухариватель клапанов, в продаже не было для двигателя ЯМЗ, поэтому купили для ГАЗ. Также для ремонта клапанов нам потребовалась регулируемая развертка — для развертки отверстия на 12мм в направляющей втулке клапана. Смотрите фото отчет и не забывайте нажимать на стрелочку.
Ремонт трещин на ГБЦ двигателя
Рассмотрим ремонт трещин на ГБЦ двигателей ЯМЗ-238 с помощью применения Димета. На приведенных ниже изображениях показан полный цикл ремонта. Данная ГБЦ выполнена из чугуна. Поврежденная поверхность (в данном случае участок с трещиной) в обязательном порядке обрабатывается абразивом К-00-04-16. На изображении 1 показан дефект поверхности ГБЦ двигателя ЯМЗ-238 — трещина. Производится разделка трещины. Результат представлен на изображении 2. Точно такие же манипуляции производятся, если трещины идут в обе стороны от форкамеры к седлам клапанов. Напыление производится порошковой смесью А-20-11 на втором режиме ДИМЕТ-403. Седла клапанов необходимо закрыть заглушками. Форсунку также следует заглушить. С приходом опыта в формировании новой поверхности Диметом, отверстие под форсунку получается само собой. После того, как необходимый слой металла нанесен нужно обработать поверхность с помощью фрезерования. Результат этого процесса можно увидеть на изображении 4. Аппарат ДИМЕТ 405 используют авторемонтные предприятия, которые специализируются на ремонте ГБЦ автомобилей различных марок, и в особенности грузовых, но при наличии участка разборки можно также применять и 412-ю модель.

Изображение 1. Трещина на поверхности ГБЦ двигателя ЯМЗ-238.
Изображение 2. Выборка трещины.

Изображение 3. Поверхность, после напыления составом А-20-11.