Ремонт двигателя ямз вкладыши
Замена вкладышей коренных и шатунных подшипников двигателя ЯМЗ-236
Коленчатые валы двигателей ЯМЗ-236 обладают высокой износостойкостью. После 80—100 тыс. км пробега рекомендуется профилактическая замена вкладышей, которая продлит срок службы коленчатого вала до перешлифовки. Для замены вкладышей коренных и шатунных подшипников двигатель рекомендуется снять с автомобиля. Вкладыши необходимо заменять в условиях, исключающих попадание грязи на подшипники и шейки коленчатого вала. Новые вкладыши должны иметь номинальные размеры.
Шатунные вкладыши менять по порядку, начиная с подшипника первого цилиндра. Снятые вкладыши тщательно осмотреть. При наличии повреждений, имеющих характер неестественного износа, определить их причину. Масляные каналы коленчатого вала очистить от загрязненного масла и отложений. Протереть шейку мягкой чистой ветошью и внимательно осмотреть ее. Шейка должна быть гладкой, без глубоких рисок, заусенцев и наволакивания металла.
Перед установкой подшипников на вал шейку вала и вкладыши смазывают дизельным маслом. Болты крепления шатунных подшипников затягивают с приложением момента 16—18 кГм.
Вкладыши коренных подшипников можно заменять при помощи штифта, не снимая коленчатый вал. Штифт представляет собой стальной стержень длиной 25 мм, диаметром 6 мм и с головкой диаметром 15 мм и высотой 3 мм. Для снятия верхнего вкла-
дыша коренного подшипника штифт вставляют в отверстие масляного канала коренной шейки. Вращая коленчатый вал, выталкивают тем самым вкладыш. Для установки вкладыша в постель ее накладывают на шейку и усилием руки частично вводят в зазор между шейкой и постелью. Затем вставляют штифт в отверстие масляного канала и, проворачивая вал, устанавливают вкладыши на место. Болты крепления крышек коренных подшипников затягивают с приложением момента 30—32 кГм.
Для ремонта коленчатого вала (перешлифовки шеек) предусмотрены шесть ремонтных размеров вкладышей. Номер ремонтного размера, а также соответствующее ему уменьшение диаметра шейки коленчатого вала выбивают на наружной стороне вкладыша.
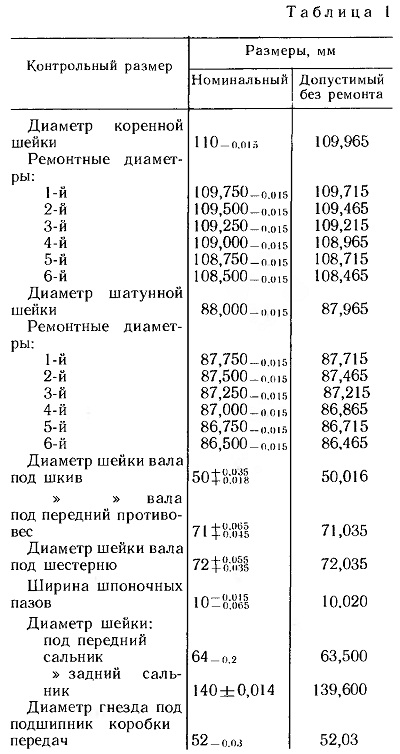
Вкладыши подшипников при перешлифовке шеек коленчатого вала должны иметь те же ремонтные размеры, под которые были перешлифованы шейки. Основной и ремонтные размеры шеек коленчатого вала и вкладышей в их средней части приведены в табл. 1.
Ремонт двигателя ямз вкладыши
Ремонт коленчатого вала двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
Коленчатый вал заменяют при наличии трещин любого размера и расположения, задиров на шатунных и коренных шейках и биении коренных шеек, не устраняемых шлифованием под последний ремонтный размер. Биение средних коренных шеек относительно крайних допускается не свыше 0,08 мм. Проверка производится индикатором при установленных на призмы крайних коренных шейках.
При износе хотя бы одной коренной или одной шатунной шейки сверх допустимого (табл. 1), а также при наличии хотя бы на одной из шеек глубоких
рисок или задиров все коренные или шатунные шейки перешлифовывают под один ремонтный размер. Номер ремонтного размера шатунных шеек может отличаться от номера ремонтного размера коренных шеек.
Шлифовка шеек коленчатого вала под ремонтные размеры производится в пределах величин, приведенных в табл. 1. При этом необходимо выполнение следующих условий:
переход цилиндрических участков шеек в галтели должен быть плавным (радиус галтелей 5,5—6,0 мм), без подрезов, прижогов, грубых рисок; шероховатость поверхностей шеек не должна превышать 0,20 мкм, шероховатость галтелей не ниже 0,32 мкм;
величина радиусов осей всех кривошипов вала должна быть 70±0,12 мм;
непараллельность осей средних коренных шеек относительно общей оси крайних коренных шеек не должна превышать 0,010 мм, непараллельность осей шатунных шеек относительно общей оси крайних коренных шеек должна быть не более 0,015 мм;
овальность, конусность, вогнутость и бочкообразность коренных и шатунных шеек не допускаются более 0,01 мм.
Отсутствие трещин проверяют магнитным дефектоскопом с обязательным последующим размагничиванием.
При каждом снятии коленчатого вала с двигателя для замены вкладышей полости шатунных шеек рекомендуется очищать, предварительно удалив заглушки, которыми закрыты полости. Повторное использование заглушек не допускается.
Перед установкой заглушек вспученный металл у кромок отверстий от предыдущей раскерновки запиливают, промывают вал и продувают масляные каналы. Заглушки запрессовывают на глубину 5—6 мм и раскернивают
внутри отверстии в трех точках, равномерно расположенных по окружности, для предотвращения самопроизвольного выпрессовывания заглушек.
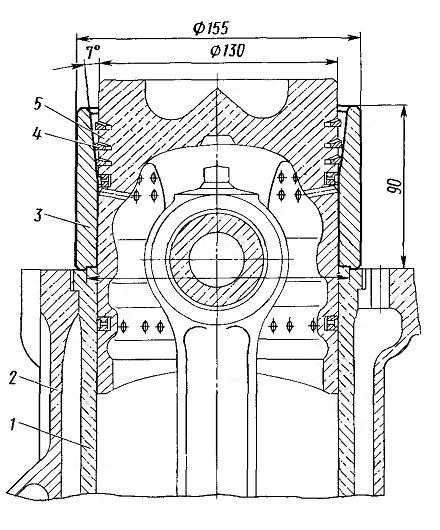
Рис. 10. Оправка для установки поршня в гильзу цилиндра:
I — гильза цилиндра; 2— блок цилиндров; 3— обжимное приспособление; 4 — поршневые кольца;
5 — поршень
Шестерню коленчатого вала заменяют при контактном разрушении зубьев, сколах, трещинах, выработке в виде канавок, а также при боковом зазоре в зацеплении с шестерней распределительного вала свыше 0,3 мм. Шестерню коленчатого вала можно заменить без снятия коленчатого вала с двигателя. При снятых шкиве и передней крышке блока передний противовес и шестерня спрессовываются с помощью съемника. Перед установкой шестерню и передний противовес необходимо нагреть до температуры 105 °С и последовательно под-прессовывать их до упора с помощью специального приспособления.
Замена вкладышей коренных и шатунных подшипников. Коленчатые валы двигателей ЯМЗ обладают высокой износостойкостью. После 80-—100 тыс. км пробега рекомендуется профилактическая замена вкладышей, которая продлит срок службы коленчатого вала до перешлифовки. Для замены вкладышей коренных и шатунных подшипников двигатель снимают с автомобиля. Вкладыши необходимо заменять в условиях, исключающих попадание грязи на подшипники и шейки коленчатого вала. Новые вкладыши должны иметь номинальные размеры.
Шатунные вкладыши меняют по порядку, начиная с подшипника первого цилиндра. Снятые вкладыши тщательно осматривают. При наличии повреждений, имеющих характер неестественного износа, определяют их причину. Масляные каналы коленчатого вала очищают от загрязненного масла и отложений, протирают шейку мягкой чистой ветошью (шейка должна быть гладкой, без глубоких рисок, заусенцев и наволакивания металла).
Перед установкой подшипников на вал шейку вала и вкладыши смазывают моторным маслом. Болты крепления шатунных подшипников затягивают с приложением момента 20—22 кгс-м.
Вкладыши коренных подшипников можно заменять при помощи штифта, не снимая коленчатый вал. Штифт
представляет собой стальной стержень длиной 25 мм, диаметром 6 мм и имеет головку диаметром 15 мм, высотой 3 мм. Для снятия верхнего вкладыша коренного подшипника штифт вставляют в отверстие масляного канала коренной шейки. Для выталкивания вкладыша коленчатый вал вращают. Для установки вкладыша в постель ее накладывают на шейку и усилием руки частично вводят в зазор между шейкой и постелью. Затем штифт вставляют в отверстие масляного канала и, проворачивая вал, устанавливают вкладыши на место. Вертикальные болты крепления крышек коренных подшипников затягивают с приложением момента 43—47 кгс-м, а горизонтальные— 10—12 кгс-м.
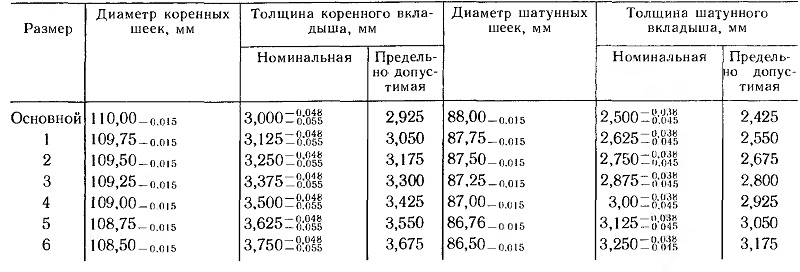
Необходимость замены вкладышей определяется величиной износа по толщине и диаметральным зазорам в сопряжении (табл. 2). Если износ по толщине превышает 0,05 мм или если диаметральный зазор более 0,23 мм, вкладыши заменяют новыми. Толщина вкладыша измеряется в его середине. Зазор проверяют измерением диаметра шейки коленчатого вала и внутреннего диаметра подшипника (после затяжки болтов крепления крышки). Вкладыши подшипников заменяются, если на них имеются забоины, трещины, смятие усика для удержания вкладыша в гнезде.
При повторной установке вкладыши устанавливают только в те постели, из которых они были вынуты ранее. Верхний и нижний вкладыши подшипника коленчатого вала невзаимозаменя-емы, так как в верхних вкладышах имеются отверстия для подвода масла и канавки для его распределения. Оба вкладыша нижней головки шатуна взаимозаменяемы.
Для ремонта коленчатого вала предусмотрено шесть ремонтных размеров вкладышей. Клеймо ремонтного размера нанесено на тыльной стороне вкладыша недалеко от стыка. Номер ремонтного размера вкладыша должен соответствовать номеру ремонтного размера соответствующей шейки коленчатого вала. Вкладыши подшипников коленчатого вала следует заменять только полностью на всем двигателе.
Восстановление герметичности клапанов. Для восстановления герметичности клапанов нужно снять головку (или головки) цилиндров, как указано выше; очистить их от масла и нагара, а затем нанести метки на тарелках клапанов, чтобы при сборке установить их в те же седла. Пользуясь приспособлением (рис. 11), сжать пружины, вынуть сухари и, освободив пружины, снять клапаны, тщательно очистить их от нагара, промыть в керосине и внимательно осмотреть для определения степени ремонта.
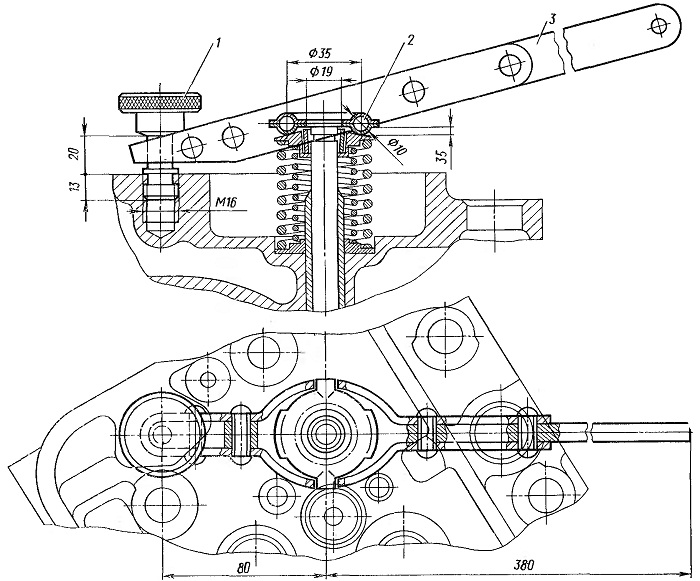
Рис. 11. Приспособление для снятия и установки клапанов газораспределения: 1 — упорный винт; 2 — нажимная тарелка; 3 — рукоятка
При незначительных износах и мелких раковинах на фаске клапана и седла, при отсутствии коробления тарелки клапанов и прогаров герметичность клапана может быть восстановлена притиркой пастой, которая приготовляется путем тщательного перемешивания 1,5 частей (по объему) микропорошка зеленого карбида кремния 63С-М28 ОСТ 2-144—71 с одной
частью летнего моторного масла и 0,5 части дизельного топлива Л-0,2-40 ГОСТ 305—82. Перед употреблением притирочную смесь тщательно перемешивают, так как микропорошок способен осаждаться.
Процесс притирки состоит из возвратно-вращательного движения клапана при помощи специальной притирочной дрели, автоматически изменяющей направление вращения. При отсутствии специальной дрели можно пользоваться обычной ручной дрелью. Во всех случаях связь приспособления (для проворачивания клапана) с тарелкой клапана осуществляется с помощью резинового присоса.
Для притирки на фаску равномерно наносят тонкий слой пасты, смазывают
стержень клапана чистым моторным маслом и ставят его на место. Если притирка ведется ручной дрелью, то следует, слегка нажимая, провернуть клапан на 1/3 оборота, затем в обратном направлении на 1 /4 оборота и т. д. Нельзя делать притирку круговыми движениями. Клапан необходимо периодически поднимать для нанесения на его фаску новой порции притирочной пасты. Внешним признаком удовлетворительной притирки является получение на фасках клапана и седла непрерывного матового пояска шириной не менее
1,5 мм. Разрыв матовой полоски и наличие рисок на ней не допускаются.
По окончании притирки клапаны и седла следует промыть керосином и насухо вытереть и, установив клапаны
и пружины на свои места, проверить герметичность. Для этого во впускные и выпускные окна заливают керосин и выдерживают в течение 3 мин. Течь или просачивание керосина при повороте клапана на любой угол не допускаются.
Проверить качество притирки можно и с помощью карандаша. Для этого поперек фаски мягким графитовым карандашом наносят через равные промежутки 10—15 черточек. Осторожно вставив клапан в седло, сильно нажимают на него и одновременно проворачивают на 1 /4 оборота. После этого все черточки на фаске должны быть стерты. При неудовлетворительных результатах проверки притирку клапана нужно повторить. Если герметичность клапана не удается обеспечить притиркой или одной притирки недостаточно (следы прорыва газов, углубления на рабочих фасках и т. д.), то прошли-фовывают седла и клапаны, а затем повторяют притирку. Для шлифовки седел клапанов применяют шлифовальное устройство или электродрель, имеющую необходимый шлифовальный круг и оправку. Центрирование шлифовального круга в данном случае осуществляется хвостовиком оправки, входящей в направляющую втулку клапана. Если направляющие втулки клапанов необходимо заменить, то седла шлифуют только после замены втулок.
Двигатели ЯМЗ-236 и ЯМЗ-238: Разборка и сборка в одиночку

При ремонте двигателя ЯМЗ не всегда бывают удобные условия и не всегда под рукой грузоподъемные механизмы. Поэтому, с течением времени, выработалась определенная методика разбора двигателя и последующей его сборки.
К тому же, могу сказать, что все действия по сборке-разборке двигателя можно выполнить практически одному. Звучит не очень правдоподобно, учитывая что вес двигателя 1000-1250 кг. Но не будем спешить с выводами, попробуем разобраться.
1. Установка двигателя на место разборки
При снятии и установке двигателя на место разборки, желательно чтобы основание было крепкое (к примеру асфальт или плиты). Лучше первый раз опустить на что то мягкое (например, старый баллон) и на левой стороне выкрутить болты, стягивающие крышки коренных подшипников.
Затем, перецепить стропы или чалку за одну головку (за передний и задний рым болт) и подготовить старую гильзу цилиндров или кусок бруса по длине гильзы.
Поднимать двигатель лучше за правую головку, после чего опустить его на пол таким образом, чтобы противоположная головка опиралась на коллектор, а разъем блока по поддону опирался на вертикально поставленную гильзу в середине блока. Под коллектор следует положить доску дюймовку.
2. Разборка двигателей ЯМЗ-236 и ЯМЗ-238

Также снимаем фильтр тонкой очистки масла. Далее, снимаем сцепление, маховик и кожух сцепления. Теперь, можно приступать к снятию поддона, масляного насоса и главное не забыть снять уголок маслопровода прикрученного к блоку.
После этого, можно откручивать шатуны 1, 2, 3, 4 и вытаскивать их вместе с поршнями. Для снятия гильз, лучше применять специальный съемник, а если его нет, то медную выколотку. Если же гильзы идут в металлолом, то гораздо проще выбить их старой полуосью, особенно сподручно это делать ЗИЛовскими или КамАЗовскими полуосями.

Следующим этапом, можно приступить к снятию коленчатого вала двигателя. Для этого откручиваем болты стяжные коренных подшипников со стороны правой головки, а затем откручиваем крышки коренных подшипников снизу. Вытаскиваем крышки, оставляя на месте среднюю. Далее, прокручивая последовательно коленчатый вал, откручиваем 5, 6, 7, 8 шатун и снимаем крышки шатунов.
В виду того, что плоскость разъема блока находится у нас в вертикальной плоскости, то готовим пару брусков и вставляем их под противовесы коленвала. Придерживая коленвал, снимаем последнюю среднюю крышку коленвала и аккуратно его выкатываем.

Все, коленвал снят и можно убирать его в сторону. Здесь еще возможно сначала отпустить двигатель с гильзы, а затем его снимать — это по желанию.
Берем домкрат, ставим его наклонно и упираем в верхний угол середины разъема блока, немного поддомкрачиваем и вытаскиваем гильзу из под блока. Спускаем домкрат и если не хватает хода, то перехватываемся и опускаем блок до земли на прокладку.
Затем, монтировкой приподнимаем за левую головку и подкладываем под разъем блока с головкой брусок с тем расчетом, чтобы прокладка доски между коллектором и асфальтом вышла. Теперь снимаем левую головку блока, шатуны с поршнями 5, 6, 7, 8 и гильзы цилиндров. Все, двигатель разобран.


3. Сборка двигателей ЯМЗ-236 и ЯМЗ-238
После разборки двигателя, дефектуем детали, если надо точим или меняем коленвал, поршневую и начинаем сборку. Для этого, наклоняем блок на 5-8 цилиндр, под шпильки ложим доску дюймовку, затем ставим домкрат на край блока и поднимаем его таким образом, чтобы опять можно было подставить гильзу.
Затем, берем коренные вкладыши и вставляем их в блок. Далее, если вы один, то по брускам закатываем коленвал на место и закрепляем его средней коренной крышкой. Проворачиваем колено для того, чтобы совпали метки на распредвалу и ставим первый бугель не забывая мазать вкладыши и болты маслом.
Потом, ставим на место последний и затягиваем все остальные. Затягивать коренные лучше в два приема: первый раз 20 кгм; второй, уже капитально 43-47 кгм.
Лучше всего затягивать динамометрическим ключем, но если его нет, то тоже не беда, можно попробовать иной способ. К примеру, я вешу 80 кг — значит под своим весом на рычаге 1 метр, я создам крутящийся момент равный 80 кгм. Если взять рычаг 55-60 сантиметров, то я под своим весом как раз обеспечу требуемую затяжку.
Для того, чтобы затянуть коренные, брал обычно накидной многогранный ключ и трубу, а напильником наносил метку на 55 сантиметрах. Ключ попеременно переставлял на верхний и нижний болт коренных подшипников и под собственным весом последовательно затягивал бугеля, не забывая после каждой затяжки подшипника прокручивать вал.
После затяжки коленвала, приступал к вставке гильз 5-8 цилиндров. Резинки мазал хозяйственным мылом, а забивал гильзы кувалдой через березовый брусок.
Далее, вставляем поршня с шатунами и также протягиваем их под своим весом, но используя общий рычаг, в моем случае 80 кг разделить на 22 кгм = 0.32 метра. Все, половину ЦПГ собрали, пора браться за другую сторону.
Для этого отпускаем за бугельный болт домкратом блок, переваливаем его на другую сторону. Опять поднимаем его домкратом, подставляем гильзу под блок и устанавливаем на место 1-4 гильзы, а затем шатуны с поршнями и затягиваем шатунные болты. Шатунно поршневой механизм собран.
Устанавливаем переднюю крышку двигателя и задний кожух маховика, ставим маховик и затягиваем его. Прикручиваем масляный насос и закрываем поддон.
Если поддон емкостью вперед двигателя, то ложим перед спускной пробкой доску дюймовку и опускаем за поддон двигателя блок, убрав из под блока гильзу цилиндров. Когда блок поддоном лежит на земле, то перевернуть его на поддон всей плоскостью с помощью лома не проблема.
Как только блок занял у нас вертикальное положение, начинаем устанавливать головки, штанги, коромысла. Устанавливаем шкив коленвала и за одним регулируем клапана. Затем, переходим к установке масляных фильтров, сцепления, ТНВД, площадки компрессора, генератора, турбины и стартера.
Прокачиваем из чистой емкости топливную систему и, если нужно, регулируем момент впрыска. Ставим все ремни на место и регулируем их. Смысл в том, чтобы сделать все по двигателю на месте, чтобы потом не прыгать по раме попугаем. Когда двигатель полностью укомплектован, отрегулирован и соответствует агрегату первой комплектации, то поставить его на место и завести дело не сложное.
4. Послесловие
Эксплуатируя автомобиль МАЗ не редко приходится серьезно напрягаться, многих из нас поджидает радикулит и тому подобные болезни. Поэтому, когда будете поднимать некоторые детали, помните о своем здоровье.
В юности я ходил заниматься штангой, больших результатов не достиг, но запомнил слова тренера. Он говорил, что если хотите дружить со штангой, то тренируйте ноги. Ведь у среднего человека становой пресс тянет около 200 кг, потому нагружайте ноги держа прямой спину.

Для справки, головка двигателя ЯМЗ-238 весит около 90 кг, а коленвал 120 кг. Детали отечественных двигателей легкостью не отличаются.
Однако, мне приходилось много раз снимать одному головку с двигателя ЯМЗ-238: то оторвешь ее от прокладки монтировкой, то за счет ног при прямой спине и вытянутых руках удается ее приподять со шпилек и переставить на колесо.
Надеюсь, что такие упражнения дались мне без ущерба для здоровья. Однако, бесспорно лучше такие детали перетаскивать вдвоем или используя подъемные маханизмы.