Разборка сборка кривошипно шатунного механизма дизельного двигателя
Кривошипно-шатунный механизм служит для преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала.
Все детали кривошипно-шатунного механизма размещаются в блок-картере. Кинематика механизма определяется его основными размерами: радиусом кривошипа (70 мм) и длиной шатуна (250 мм).
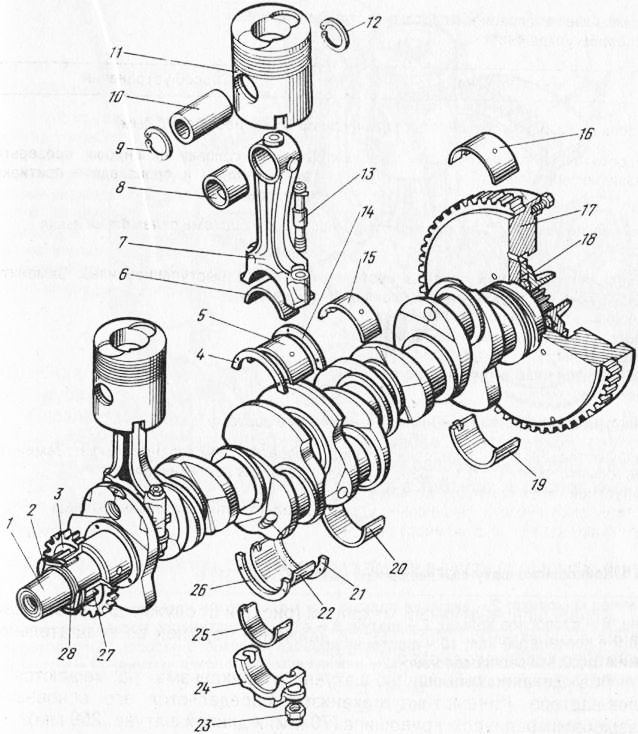
Основные детали кривошипно-шатунного механизма – поршни с поршневыми кольцами и пальцами, шатуны, коленчатый вал и маховик.
Рекламные предложения на основе ваших интересов:
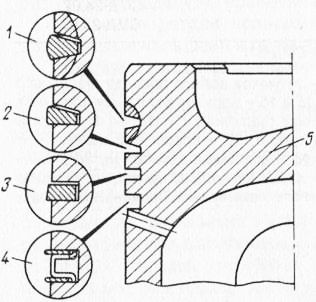
Поршни отлиты из алюминиевого сплава. Камера сгорания тороидальной формы, открытого типа. В поршнях имеются канавки под установку компрессионных и маслосъемных колец; три – для компрессионных, одна – для маслосъемного кольца. Схема установки колец на поршень приведена на рисунке. Канавка под верхнее компрессионное кольцо упрочнена плазменным переплавом с легированием, что позволяет повысить износостойкость сопряжения кольцо – канавка. Для слива масла, снимаемого маслосъемным кольцом со стенки цилиндра, в канавке под маслосъемным кольцом выполнены отверстия. В двух бобышках поршня расточено отверстие под поршневой палец. Для подвода масла к пальцу в бобышках поршня предусмотрены отверстия.
На юбках поршней имеются прорези для прохождения маслоподводя-щей трубки.
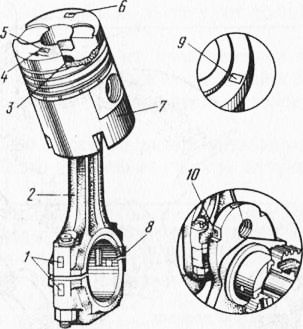
Поршни сортируют по массе и наружному диаметру юбки. При установке на дизель их подбирают по массе и размерной группе. Поршни и гильзы устанавливают одинаковой размерной группы. Техническая характеристика поршней приведена в таблице, а расположение меток маркировки – на рисунке 10.
Поршневые кольца. Компрессионные кольца выполнены из чугуна. Первое и второе кольца по наружному диаметру хромированы. Замки всех колец прямые. Для предотвращения прорыва газов замки устанавливают на равных расстояниях один от другого по окружности и не располагают против отверстий под поршневой палец.
Маслосъемное кольцо состоит из двух хромированных по наружному диаметру стальных колец-сегментов и тангенциального расширителя. Последний устанавливают так, чтобы усики замка расположились внутри верхней и нижней полочек расширителя, а сам замок стыковался с вертикальными перегородками. Нахлест волн расширителя не допускается. Между верхней и нижней стенками канавки и расширителем устанавливаются два кольца-сегмента. Замки колец-сегментов не должны совпадать.
Комплект колец на дизель СМД-31 – 23-0306-1, а на СМД-23/24-23-0306.
Чертежный номер первого кольца А23.03.02.118, второго -А27.03.02.101, третьего – А27.03.02.101, четвертого – А27.13.57.000.
Шатуны двутаврового сечения, изготовлены из хромоникелевой стали (чертежный номер 23-03с2). В верхнюю головку шатуна запрессована втулка. Для подвода масла к поршневому пальцу в верхней головке шатуна просверлены отверстия.
Шатуны сортируют на восемь групп по массе. На дизель устанавливают шатуны только одной группы.
Шатунные подшипники, биметаллические (сталь-бронза). Диаметр вкладышей шатунных подшипников выполнен в соответствии с производственными (номинальными) размерами шатунных шеек коленчатого вала. Обозначение комплекта шатунных вкладышей на один дизель СМД-31 – А23.01-84-31 сбЛ, а на дизели СМД-23/24 – А23.01-84-19/22сбЛ. Для обозначения номинала к обозначению комплекта добавляются обозначения Н1, Н2, Р1 и т.д. до Р4. Например, А23.01-84-19/22сбЛН1. Обозначение одного шатунного вкладыша А23.01-8403.
Коленчатые валы. На коленчатом валу дизеля СМД-31 выполнено семь коренных и шесть шатунных шеек, расположенных под углом 120°. Щеки вала составляют одно целое с противовесами. На коленчатом валу дизелей СМД-23/24 пять коренных и четыре шатунные шейки, расположенные в одной плоскости.
Коренные и шатунные шейки коленчатых валов шести- и четырехцилиндровых дизелей имеют одинаковые размеры.
Валы изготавливают двух производственных размеров (номиналов). При ремонте коренные и шатунные шейки шлифуют до ремонтных размеров.
Маховики и устанавливают на задний фланец коленчатого вала для обеспечения равномерного вращения коленчатого вала, вывода поршней из мертвых точек и облегчения пуска дизеля.
В связи с применением на комбайнах безмуфтовой передачи крутящего момента на рабочие органы на дизели СМД-31 и СМД-23/24 устанавливают маховики 31-04сБ-1-01 и 23-04сб-1-01, от которых крутящий момент передается через шлицевые втулку и вал.
При установке муфт сцепления на дизелях устанавливают соответственно маховики 31-04сб-1 и 24-04сб-1, отличающиеся от предыдущих только комплектацией и отдельными крепежными деталями.
Шкив отбора мощности с переднего носка коленчатого вала. На дизелях СМД-31 и СМД-23/24 применена конструкция шкива, устраняющая влияние изгибающего момента (от усилия натяжения ремней ходовой части) на передний носок коленчатого вала. На конусную часть переднего носка коленчатого вала установлено водило, закрепленное шпилькой. С водила через упругие элементы, выполняющие также роль демпфера крутильных колебаний, крутящий момент передается шкиву отбора мощности на привод ходовой системы комбайна, привод вентилятора и шестеренного насоса гидросистемы. Шкив вращается на подшипниках, установленных на опоре, которая прикреплена к крышке картера зубчатых колес.
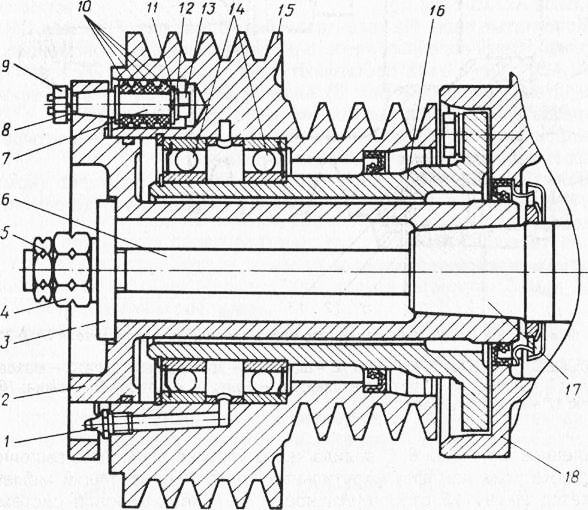
На дизель СМД-31.01 устанавливают шкив отбора мощности только на привод водяного насоса и гидронасоса НШ32А-3 с демпфером крутильных колебаний.
Техническое обслуживание кривошипно-шатунного механизма. При
нормальных условиях работы и правильном обслуживании дизеля и его агрегатов износ деталей кривошипно-шатунного механизма незначителен и надежная его работа обеспечивается в течение всего ресурса дизеля.
Для предупреждения преждевременных износов деталей дизель подвергают приработке (обкатке) с постоянно увеличивающейся нагрузкой. При этом трущиеся поверхности деталей постепенно приближаются к расчетным геометрическим параметрам. Загружать на полную мощность новый или отремонтированный дизель можно после его обкатки на комбайне с постепенно увеличивающейся нагрузкой в течение 30 ч.
Непрогретый дизель не может развивать полной мощности из-за нарушения процесса смесеобразования и сгорания топлива, а также из-за резкого ухудшения условий смазывания. При работе под нагрузкой непрогретого дизеля увеличивается изнашивание его деталей, в первую очередь гильз, поршней и поршневых колец, а также происходит осмоление этих деталей.
Для длительной и бесперебойной работы кривошипно-шатунного механизма необходимо выполнять следующие правила:
перед работой под нагрузкой прогреть дизель на холостом ходу.
И только при достижении температуры охлаждающей жидкости в системе 50 °С можно увеличивать нагрузку (например, начинать движение комбайна на низших передачах);
– в холодное время года для ускорения прогрева дизеля подогреть охлаждающую жидкость;
– не допускать длительной работы дизеля на минимальной частоте вращения холостого хода;
не допускать длительной работы дизеля с перегрузом, а также с неисправностями, вызывающими перегрев охлаждающей жидкости; – не допускать работы дизеля со стуками, дымным выпуском, а также с низким давлением масла в главной масломагистрали, так как это может привести к выходу из строя деталей цилиндропоршневой группы;
применять для смазывания деталей только рекомендованные сорта моторных масел.
Обязательная операция технического обслуживания кривошипно-шатунного механизма – своевременная доливка и замена масла в нижней крышке блок-картера.
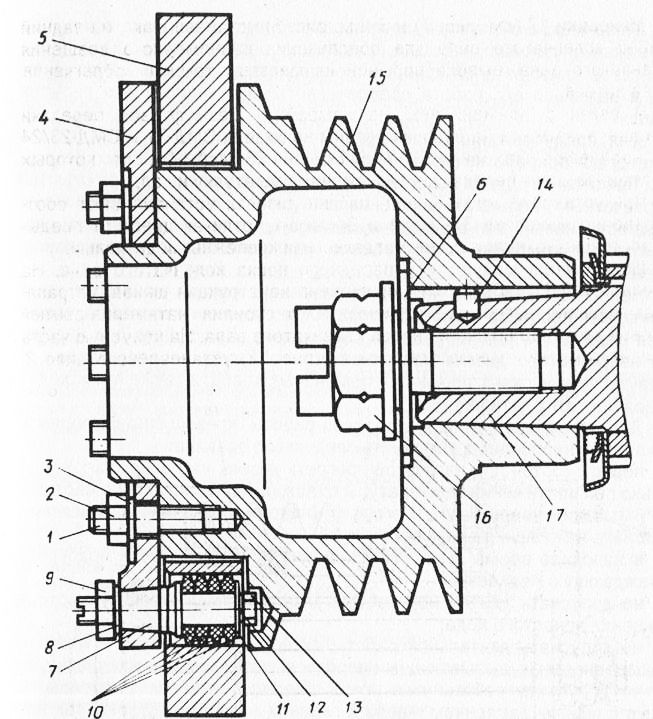
Техническое обслуживание шкива отбора мощности заключается в смазывании подшипников чёрез масленку и замене упругих демпферных втулок.
Смазывание подшипников проводят через 60 моточасов. При этом необходимо торцовым ключом отвернуть контрольную пробку и рычаж-но-плунжерным шприцем подать смазку “Литол-24” до появления ее из контрольного отверстия. После чего прекратить нагнетание и закрыть контрольное отверстие.
Демпферные втулки меняют через 480 моточасов. При этом следует отвернуть гайки 4 и 5, снять водило с пальцами и упругими втулками, отвернуть гайки крепления пальцев, снять пальцы, отвернуть болты крепления прижимных шайб, снять втулки, установить новые втулки. Сборку производят в обратной последовательности.
Гайки крепления водила следует затягивать моментом 400… 430 Н • м.
Разборка сборка кривошипно шатунного механизма дизельного двигателя
Сборка кривошипно-шатунных механизмов
Зачастую домашним слесарям приходится сталкиваться с ремонтом паровых двигателей, двигателей внутреннего сгорания, компрессоров, поршневых насосов.
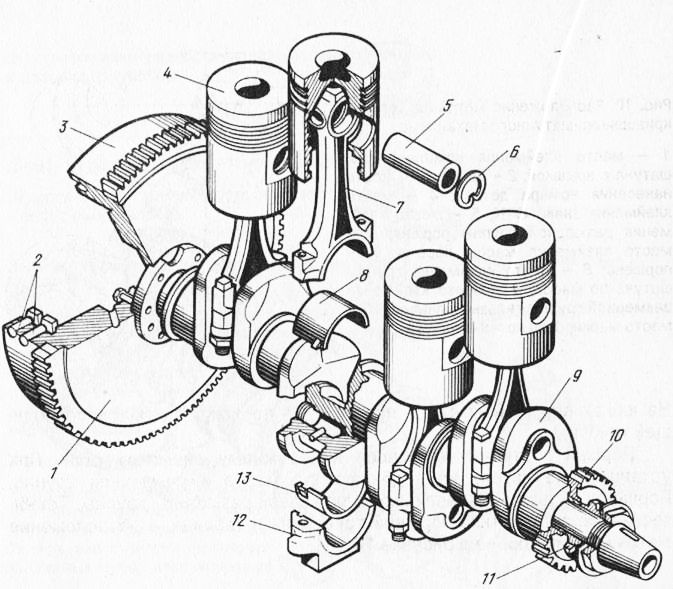
Работа всех этих механизмов основана на преобразовании поступательного движения поршня во вращательное движение вала, и наоборот: они преобразуют вращательные движения вала в поступательные движения поршня. Называются такие двигатели кривошипно-шатунными механизмами (рис. 68).

Рис. 68. Сборка кривошипно-шатунного механизма: а – кривошипно-шатунный механизм: 1 – поршень; 2 – шатун; 3 – коленчатый вал; 4 – маховик.
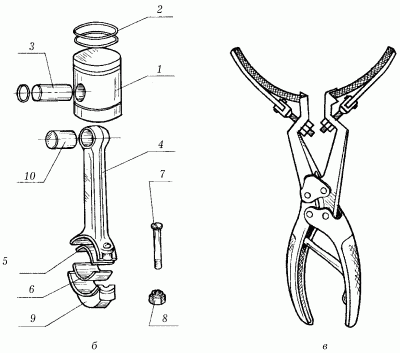
Рис. 68 (продолжение). Сборка кривошипно-шатунного механизма: б – шатунно-поршневая группа перед сборкой: 1 – поршень; 2 – поршневые кольца; 3 – поршневой палец; 4 – шатун; 5 – верхний вкладыш; 6 – нижний вкладыш; 7 – болт; 8 – гайка со шплинтом; 9 – крышка нижней головки; 10 – втулка; в – щипцы для монтажа поршневых колец.
Сборочными единицами кривошипно-шатунного механизма являются:
– коленчатый вал (кривошип или кривошипный диск в зависимости от вида двигателя) – наиболее ответственная часть механизма; именно он преобразует поступательные движения поршневой группы во вращательные (и наоборот);
– маховик, имея большую массу и обладая большой инерцией, он облегчает пуск двигателя, делает переход от одной частоты вращений (скорости) к другой наиболее плавным, уменьшает неравномерность вращения вала и выводит поршни во время работы механизма из «мертвых точек»;
– шатун механизма, который соединяет коленчатый вал (кривошип или кривошипный диск) с поршневой группой;
– поршневая группа – этот элемент механизма передает осевое усилие, создаваемое в цилиндре давлением пара или газа (в двигателях внутреннего сгорания и паровых котлах), или, напротив, воспринимает осевые усилия от вращения вала, осуществляя сжатие и подачу воздуха, газа или жидкости (в компрессорах и поршневых насосах).
Сборка кривошипно-шатунного механизма происходит поэтапно: собирают отдельно поршень, осуществляют предварительную сборку шатуна, сочленяют поршень с шатуном и устанавливают шатунно-поршневую группу на вал.
Сборка поршня начинается с подбора его по гильзам цилиндров, и главное здесь – обеспечить необходимую герметичность (поршень, помимо преобразования одного вида энергии в другую, должен препятствовать проникновению масла из картера в цилиндр, а также отводить в стенки цилиндра и в смазывающий материал теплоту, которая возникает при сгорании топлива; вместе с этим поршень не должно заклинивать и между гильзой цилиндра и поршнем должен находиться смазочный слой). Необходимой герметичности можно достигнуть правильным подбором зазора между стенками цилиндра и поршнем, причем зазор этот должен быть неодинаков по высоте поршня в связи с неравномерным его нагревом (а соответственно, и расширением) во время работы. Наименьший зазор в холодном состоянии должен приходиться на нижнюю часть поршня, именно она центрирующая для поршня. Примерный зазор составляет: для поршней из чугуна – от 0,001 до 0,002 диаметра цилиндра, для поршней из алюминия – от 0,002 до 0,004 диаметра.
В верхней и нижней частях поршня в канавки устанавливают поршневые кольца. Кольца эти должны обладать определенной упругостью (ее принимают за усилие сжатия до касания замка, равное 35–70 Н). К сборке допускаются только качественно обработанные кольца: без трещин, следов обработки, разрушения граней. Для установки колец применяют специальные щипцы (рис. 68, в), разводящие концы колец, но ограничивающие этот развод, так как чрезмерно большой развод является причиной поломки колец или образования на них трещин. При установке колец замки (места стыков концов колец) должны быть сдвинуты относительно замков соседних колец под углом 90, 120 и 180°, величина зазора в замках должна быть в пределах 0,02–0,5 мм.
При предварительной сборке шатуна в его верхнюю головку запрессовывают втулку и производят чистовое развертывание отверстия втулки (поскольку в процессе запрессовки его диаметр уменьшается). Затем подбирают верхний и нижний вкладыши, их внутренняя и наружная поверхности должны быть чистыми, гладкими, без царапин, рисок, вмятин и других дефектов. Вкладыши тщательно протирают салфетками, обдувают, устанавливают на место, закрывают нижней головкой и закрепляют ее болтами с гайкой. Далее проверяют правильность отверстия под подшипники с обеих сторон (на предмет обнаружения эллипсности и конусообразности), для чего используют индикаторный нутромер.
Собранный шатун сочленяют с поршнем поршневым пальцем. Зазор между цилиндрической поверхностью пальца и стенок отверстия втулки шатуна при нагревании во время работы механизма должен находиться в пределах 0,03–0,05 мм, поэтому палец пригоняют к отверстию втулки шатуна с малым зазором или натягом. При запрессовке пальца поршень (без колец) рекомендуется нагреть в масляной ванне до температуры 80–90 °C, а сам палец – смазать маслом. Запрессовку производят деревянным молотком.
При установке шатунно-поршневой группы на коленчатый вал нижнюю головку шатуна разбирают, шатунную шейку вала смазывают тонким слоем смазочного масла, поршень с шатуном вставляют в цилиндр и нижнюю головку вновь собирают, резьбовое соединение гайка-болт стопорят шплинтом.
При установке шатуна на шейку вала между поверхностями шейки вала и вкладышей шатуна необходимо оставить зазор (при диаметре шейки 80–100 мм – не более 0,08–0,14 мм) для смазочного материала. Величину зазора вычисляют как разницу между внутренним диаметром вкладышей шатуна в сборе и наружным диаметром шейки вала.
Этот зазор также позволяет шатуну самоустанавливаться при несовпадении осей цилиндра и шейки вала.
В некоторых случаях для преобразования вращательных движений в поступательные и наоборот использовать кривошипно-шатунный механизм не представляется возможным. В этих случаях применяют его разновидности: эксцентриковый, кривошипно-ползунный, кривошипно-кулисный и пр. Однако эти виды механизмов используются в основном в станкостроении, при производстве промышленного оборудования для металло-, деревообработки и т. д. Для домашнего мастера они вряд ли будут представлять интерес.