Разборка обмоток электрических машин
На заводе «Красный выборжец» разработан и внедрен станок для отрезания лобовых частей обмоток статоров электродвигателей от 0-го до 8-го габарита.
Отрезание лобовых частей осуществляется с помощью специальной фрезы, установленной на валу электродвигателя, стоящего на консоли станка.
Электродвигатель фрезы может перемещаться в горизонтальной плоскости с помощью штурвальчика. Кроме того, консоль поворачивается на стойке 9 вокруг своей оси и может перемещаться вертикально с помощью электрического механизма. Кнопки управления находятся на лицевой стенке станка.
Статор электродвигателя от 0-го до 8-го габарита устанавливают на трехкулачковом токарном патроне, использованном от старого токарного станка ДИП-300, и закрепляют кулачками на разжим. Патрон поворачивается вокруг своей оси с помощью штурвального колеса.
Станок оборудован местным освещением и прозрачным щитком для защиты рабочего от попадания частиц металла и пыли на лицо.
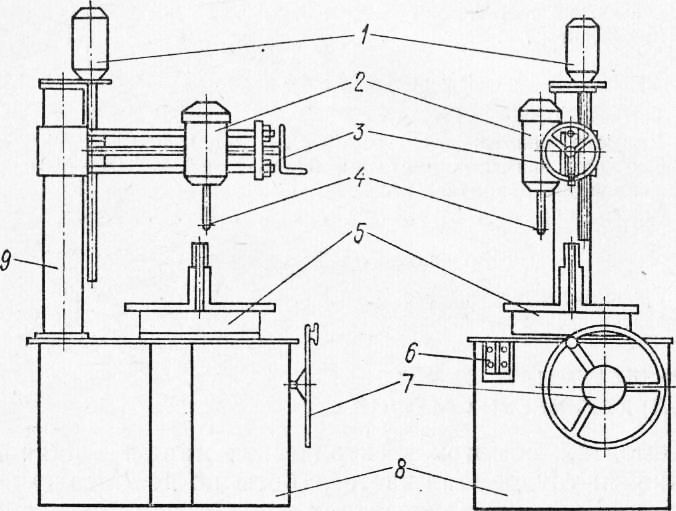
Представляет интерес станок, разработанный новаторами В. П. Агурьяновым, С. В. Кириленко и В. А. Титовым (рис. 2). Он имеет станину, сваренную из швеллера, на которой укреплена планшайба, а на ней — трехкулачковый патрон для крепления в нем статора.
Вертикальная колонка, установленная на станине, служит для того, чтобы поднимать или опускать горизонтальный суппорт, по которому свободно перемещается каретка с закрепленным на ней электродвигателем. На удлиненном конце его вала установлена фреза.
Закрепив в трехкулачковом патроне подлежащий обработке статор электродвигателя, включают электродвигатель и подводят фрезу к верхнему слою лобовой части статорной обмотки. Затем опускают предохранительный щиток, изготовленный из оргстекла и предназначенный для защиты рабочего от остатков разрезаемого провода, и включают электродвигатель горизонтальной каретки. При повороте маленького штурвала на каретке фреза углубляется в лобовую часть обмотки до тех пор, пока она полностью не будет срезана.
Закончив операцию на одной секции, поворотом штурвала, укрепленного на, столе станка, поворачивают планшайбу на нужный угол, чтобы удалить лобовую часть обмотки следующей секции. И так до тех пор, пока не будет закончена обработка всех лобовых частей статорной обмотки, подлежащей замене.
Значительный интерес представляет заточка зуба фрезы. Не каждая стандартная фреза и не любая ее заточка пригодны для срезания лобовой части обмотки. Обычная фреза либо рвет обмотку, либо накручивает провод на себя. Поэтому с обратной стороны режущей кромки зуба фрезы сделана специальная эллипсообраз-ная заточка, а вращение фрезе придано в сторону эллипса. Только после этого фреза становится быстрорежущим инструментом, обеспечивающим высокое качество выполнения рассматриваемой операции.
Внедрение станков для механизированной обрезки лобовых частей статорных обмоток позволяет увеличить производительность труда в 4-6 раз (в зависимости от габаритов статора).
При ремонте электродвигателей небольшой мощности (от 0,1 до 1 кВт) дополнительную технологическую трудность представляет закрепление статора.
Портативный станок, созданный новатором С. В. Кириленко, имеет стальную стойку, на которой укреплен горизонтальный стол с установленной на нем планшайбой. На планшайбе закреплен трехку-лачковый патрон. Тут же, под столом, смонтированы магнитный пускатель с пусковой кнопкой и штурвал с тягой для поворота планшайбы в нужную сторону. На столе укреплена чугунная стойка-колонка, по которой с помощью вертикальной и горизонтальной подач передвигается по консоли электродвигатель с укрепленной на конце вала фрезой диаметром 60 мм.
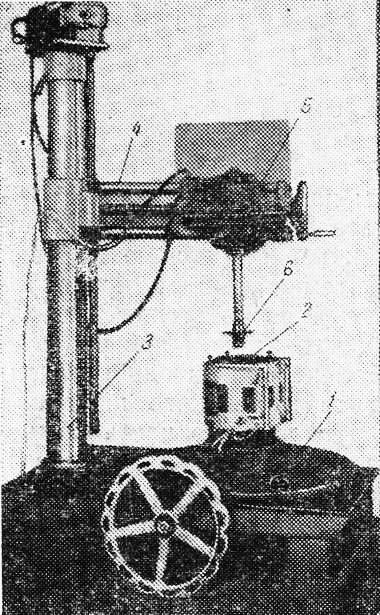
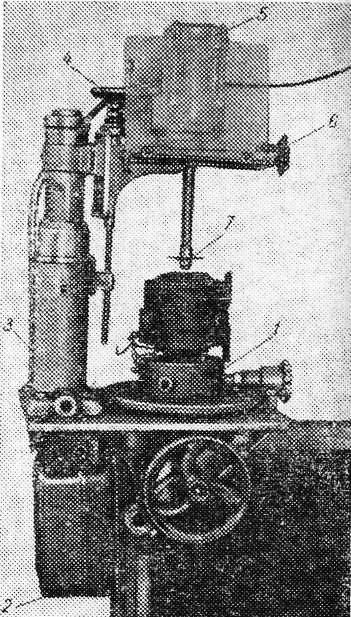
Для работы станка статор электродвигателя укрепляется в трехкулачковом патроне. С помощью винтов горизонтальной и вертикальной подач фрезу подводят к лобовой части обмотки. Затем опускают защитный щиток, изготовленный из оргстекла, и включают станок. Координируя движения фрезы поворотом планшайбы при помощи штурвала, быстро срезают всю’ лобовую часть обмотки.
Конструкция фрезы и геометрия заточки ее зубьев такие же, как и на станке, показанном на рис. 2.
Внедрение станка позволило сократить время на обрезку лобовых частей статор-ной обмотки в 6-8 раз.
Приспособления для извлечения статорных обмоток. Одной из трудоемких операций при ремонте электрических машин является извлечение секций старых обмоток из пазов статора. После
того как с одной стороны обмотки срезана тем или иным способом лобовая часть, электрослесарю необходимо извлечь из пазов статора одну, две или все секции старой обмотки. Для механизации этой операции новаторами-электриками разработано несколько приспособлений.
Новаторы В. А. Титов и другие создали простое, но очень эффективное устройство для извлечения обмотки из пггзов статора.
Устройство смонтировано на металлическом столе, каркас которого сварен из швеллера № 8. У одного края стола укреплена Г-образная стойка I с винтовым зажимом, а у другого — электродвигатель, соединенный с редуктором. На вал редуктора насажена звездочка, по которой перемещается роликовая цепь, заканчивающаяся специальными захватами. Захваты сконструированы так, что чем сильнее натягивается роликовая цепь, тем крепче они удерживают захваченный провод.
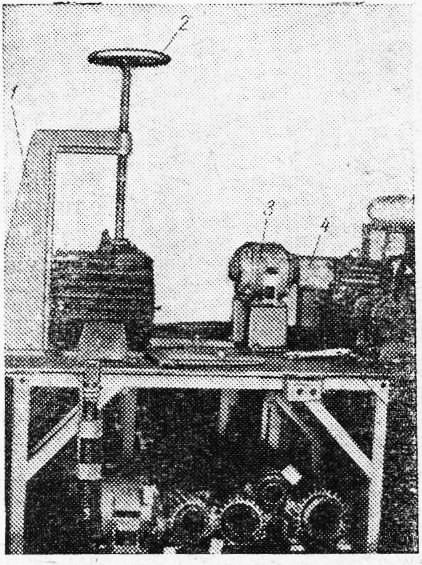
После того как с одной стороны статора лобовая часть обмотки срезана, его устанавливают на стол в специальные держатели и сверху фиксируют вертикальным зажимом. Затем на лобовые части обмотки накладывают захваты и включают устройство. Звездочка своим вращением все более натягивает роликовую цепь, соединенную с захватами, которые все сильнее удерживают захваченную обмотку.
Механизация этой операции повысила производительность труда электрослесарей в 5-6 раз. Приспособление для демонтажа обмоток электродвигателей двух-пяти габаритов разработано новатором М. Н. Пасынковым.
Приспособление выполнено в виде двух узлов — крепежного устройства и захвата. Крепежное устройство служит для закрепления статоров на фундаменте и состоит из нижней и верхней плит, соединенных колонками, силового винта, гайки, жестко скрепленной с направляющей, и быстросъемного кольца. Вращение силового винта осуществляется штурвалом. Рама устройства закреплена на фундаменте.
В корпусе захвата профрезерован паз, в котором перемещается подвижная губка. К корпусу захвата и подвижной губке прикреплены ролики, через которые проходит трос, соединенный с проушиной. Между проушинами и подвижной губкой установлена пружина, обеспечивающая разжатие губок в нерабочем состоянии.
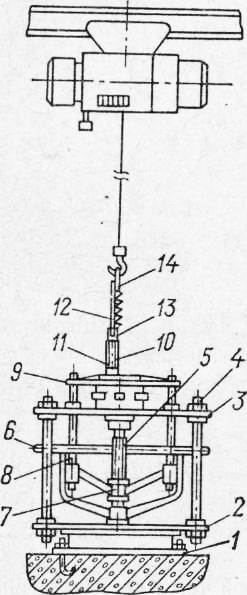
Статор электродвигателя с предварительно размягченной обмоткой, у которой отрезана лобовая часть, ставится на верхнюю плиту приспособления. Для его зажима на направляющие устанавливается быстросъем-ное кольцо, которое вращением штурвала прижимается к статору. Быстросъемное кольцо должно соответствовать габаритам электродвигателя.
Захват с помощью проушины подвешивается на крюк тельфера, а подвижная губка вставляется в одну из секций извлекаемой обмотки. При движении крюка тельфера вверх подвижная губка зажимает секцию, что исключает возможность ее срыва, и обмотка извлекается. Включение тельфера производится ножной педалью, что полностью высвобождает руки рабочего для выполнения операции по захвату обмотки.
Быстрая смена колец и простота зажима повышают производительность труда. За смену можно демонтировать обмотку у 45 двигателей двух — пяти габаритов.
Передвижная установка для демонтажа обмоток электродвигателей. Новаторы В. М. Абрамзон и Д. И. Ваник изготовили передвижную установку для удаления сгоревших обмоток электродвигателей мощностью до 40 кВт.
Установка состоит из каркаса, изготовленного из дюймовой трубы, верхней и нижней площадок, четырех поворотных обрезиненных колес, универсального захвата, электродвигателя редуктора и цепного устройства. На верхней площадке установлены электродвигатель мощностью 1 кВт и редуктор.
Ремонтируемый статор со снятыми крышками и вынутым ротором устанавливается вертикально на нижнюю площадку и крепится цепным устройством.
Сгоревшая обмотка вынимается при помощи универсального захвата. Захват состоит из двух рычагов одинаковой формы, соединенных между собой осью, и цепи с кольцами, через которые она соединяется с основными рычагами.
Разводные захваты зацепляются за выступающие лобовые части обмотки статора, и после включения электродвигателя цепь с закрепленным захватом перемещается вверх. Чем большее усилие прикладывается к захвату, тем сильнее зажим сгоревшей обмотки.
Разборка обмоток электрических машин
Разборка обмоток (из прямоугольного провода) электрических машин
К указанным обмоткам относятся обмотки фазных роторов асинхронных двигателей, статорные обмотки крупных синхронных и асинхронных машин, якорные обмотки и обмотки возбуждения машин постоянного тока, обмотки возбуждения синхронных машин.
Извлечение стержневой обмотки фазных роторов асинхронных машин. При удалении стержней у роторов, на которые отсутствует техническая документация (обмоточные данные, геометрические размеры), производят их осмотр, необходимые замеры, составляют дефектную ведомость и определяют обмоточные данные, параметры бандажей, расположение начал и концов фаз, данные по изоляции и др. В процессе разборки на роторе маркируют пазы (номера), в которых расположены начала и концы фаз.
Разборку начинают со срезания бандажей из стеклоленты или распайки бандажей из стальной проволоки. Распайку производят электродуговым паяльником, а бандажную проволоку наматывают на барабан. Затем распаивают хомутики, соединяющие концы стержней в лобовых частях, снимают и зачищают их от припоя. Одновременно зачищают от припоя и концы стержней. Затем с помощью специальных ключей разгибают стержень в двух местах, иначе его невозможно будет вынуть из паза. Одним ключом удерживают стержень, а другим производят разгиб.
 Извлечение стержней из пазов требует значительных усилий, поэтому для извлечения используют специальное приспособление, показанное на рис. 8.12. Его закрепляют на валу 6 хомутом 5, затем закрепляют в зажиме 2 конец 1 стержня. Вращая винт 4, вытягивают верхний стержень из паза, предохраняя приспособление от смещения распоркой 3. После удаления всех верхних стержней удаляют нижние стержни.
Извлечение стержней из пазов требует значительных усилий, поэтому для извлечения используют специальное приспособление, показанное на рис. 8.12. Его закрепляют на валу 6 хомутом 5, затем закрепляют в зажиме 2 конец 1 стержня. Вращая винт 4, вытягивают верхний стержень из паза, предохраняя приспособление от смещения распоркой 3. После удаления всех верхних стержней удаляют нижние стержни.
Пазы сердечника, нажимные шайбы и обмоткодержатели очищают от старой изоляции. Проверяют качество пазов, для чего в пазы устанавливают один слой электрокартона толщиной 0,1 мм и прогоняют через паз клин, изготовленный по форме и размеру паза с учетом толщины гильзы из электрокартона.
После прогонки клина извлекают гильзу и по числу и глубине вмятин на ней судят о неисправности пазов, которую исправляют дорновкой. Удаленные стержни отправляют на восстановление изоляции.
Извлечение якорной обмотки машин постоянного тока. Перед разборкой производят, как и в предыдущем случае, запись необходимых для последующего ремонта обмоточных данных. Разборку начинают с распайки (удаления) бандажей и отпайки концов обмотки от коллектора. Если обмотка соединена с коллектором сваркой, то сварку удаляют на токарном станке. Глубина сварки от торца петушков составляет 2. 4 мм.
Если обмотка крепилась в пазах клиньями, их предварительно выбивают. Сначала извлекают из пазов верхние стороны катушек, затем удаляют межслойную изоляцию и вынимают нижние стороны катушек. При извлечении под катушку подводят киперную или лавсановую ленту, с помощью которой вытаскивают катушку из паза, не деформируя ее. По мере разборки записывают данные уравнительных соединений и их схему. Пазы якоря зачищают от остатков изоляции, проверяют их исправность и отправляют необмотанный якорь на мойку.
В тех случаях, когда состояние изоляции удовлетворительное, а дефект имеется лишь в верхней стороне катушки обмотки якоря, производят его устранение без полной разборки обмотки. Для этого снимают бандажи, распаивают или вырубают острым зубилом место соединения катушки с коллектором и достают (вынимают) поврежденную верхнюю сторону катушки. После замены поврежденной изоляции отремонтированную сторону катушки укладывают обратно в паз, соединяют ее с коллектором и восстанавливают снятые бандажи.
Поврежденный медный провод наваривают медно-фосфорным припоем, зачищают и изолируют. При повреждении провода нужно внимательно осмотреть паз, в котором он находился, для нахождения причины повреждения и выхода машины из строя.
Извлечение высоковольтной катушечной обмотки. Такая обмотка располагается в открытых пазах, а катушки имеют термопластичную или термореактивную изоляцию. У обмоток с термопластичной изоляцией рассоединяют катушечные группы и нагревают их перед выемкой, используя сварочные генераторы постоянного тока, позволяющие обеспечить ток при нагреве, равный 0,4. 0,6 номинального. Форсировать нагрев катушек нельзя, так как это может привести к вспучиванию изоляции. При нагреве термопластичная изоляция размягчается и становится эластичной.
Разборка электрических машин (демонтаж роторных или статорных обмоток)
Если при ремонте машины полностью перематывают обмотки, то поврежденные обмотки демонтируют, используя приспособления, показанные на рисунке. Стержни ротора извлекают из пазов при помощи устройства, состоящего из зажима 7, распорки 2 хомута 5 и гайки 3.
Хомут устанавливают на предварительно обернутую картоном в два слоя шейку вала 4, закрепляют конец стержня 6 в зажиме, а затем медленным вращением гайки вытягивают стержень из паза.
Статорную обмотку извлекают из пазов при помощи двух клещей 9 и рычагов 10. Для этого секцию 7 обмотки захватывают с двух сторон паза статора клещами.
Вынимают обмотку из паза одновременным нажатием на оба рычага, пропущенных через проушины клещей и опирающихся на деревянные бруски 11, положенные на активную сталь статора 8.
Приспособления для демонтажа обмоток

Приспособления для демонтажа обмоток:
а — для выемки стержней ротора из пазов, б для извлечения статорной обмотки из пазов, в — для механизированного демонтажа роторных или статорных обмоток;
1 — зажим, 2 — распорка, 3 — гайка, 4 — вал, 5 — хомут, 6 — стержень, 7 — секция обмотки, 8 — статор, 9 — клещи, 10 — рычаг, 11 — брусок, 12 — трос, 13 — барабан, 14 — редуктор, 15 — пружина, 16 — рейка, 17 — крюк.
Механизированный демонтаж роторных или статорных обмоток осуществляют следующим образом. На лобовую часть извлекаемой из пазов катушки статора надевают крюк 17 заключенный в обойму, прикрепленную к тросу 12.
С другой стороны статора эту катушку разрезают. При вращении барабана 13, приводимого в движение через редуктор 14, трос наматывается на него, натягивается и зажимает лобовую часть обмотки между крюком и подвижной рейкой 16.
При дальнейшем вращении барабана обмотка извлекается из пазов статора. После ослабления троса рейка под действием пружины 75 возвращается в исходное положение, а крюк освобождается от извлеченной из пазов катушки.
«Ремонт электрооборудования промышленных предприятий»,
В.Б.Атабеков