Pereosnastka.ru
Обработка дерева и металла
При ремонте любого механизма и тем более системы механизмов необходимо придерживаться определенного порядка действий для наиболее четкой организации и наилучшего проведения ремонтных работ. Этот порядок в основном такой: определение неисправности механизма; установление последовательности разборки механизма; разборка механизма на сборочные единицы и детали, промывка их; определение характера и величины износа деталей, их дефектов; ремонт деталей; сборка механизма с подгонкой деталей; проверка и регулировка собранного механизма.
Подготовка к разборке
Успешное выполнение ремонта станка в значительной степени зависит от того, как была осуществлена его разборка. Операции разборки — это ответственные операции, производимые по определенной технологии для каждого данного агрегата.
Перед разборкой станка нужно ознакомиться с его устройством, назначением и взаимодействием его сборочных единиц и деталей. Если это трудно осуществить обследованием станка, необходимо ознакомиться с инструкциями и чертежами, которые по данному станку имеются, и только после этого приступить к его разборке. Точно так же перед подетальной разборкой той или иной сборочной единицы следует хорошо изучить ее внутреннее устройство и способы крепления отдельных деталей, установить порядок и способы разборки.
Перед разборкой, а также в процессе разборки сложных и ответственных механизмов станка рекомендуется составлять их схемы и делать зарисовки, особенно в тех случаях, когда ремонтник впервые имеет дело с подобными устройствами. При разборке следует наносить на нерабочие торцовые поверхности деталей цифровые метки, облегчающие в последующем подбор деталей к сборке и самую сборку.
Разбирая крепежные детали, нужно помнить, что некоторые детали после снятия части креплений могут оказаться в положении неустойчивого равновесия и упасть, а это опасно для окружающих и может привести к аварии. Помня об этом, нужно принимать соответствующие меры предупреждения. Например, снимая тяжелый кронштейн, надо открепить, обеспечить надежную поддержку кронштейна, при этом в начале отвинчивают винты и удаляют контрольные Шпильки в менее’доступных местах. Вообще при откреплении детали необходимо учитывать, где находится ее центр тяжести и в каком направлении переместится деталь, когда освободят то или иное ее крепление.
Разборкой крупных и особо сложных станков и машин обычно непосредственно руководит механик цеха, а уникальных станков — главный механик завода.
Порядок и правила разборки
Помимо рассмотренных выше положений разборка должна производиться с соблюдением следующих правил:
— разборку нужно вести инструментами и приспособлениями, применение которых исключает возможность порчи годных деталей;
— удары молотком следует наносить по деталям при помощи подставки или выколотки из дерева либо мягкого металла;
— разбираемые детали надо снимать аккуратно, без перекосов и повреждений;
— к трудно снимающимся деталям нельзя прилагать большие усилия; следует выяснить причину «заедания» и устранить ее;
— разборка длинных валов должна производиться с применением нескольких опор;
— детали каждого разбираемого механизма необходимо укладывать в отдельные ящики, а не нагромождать одну на другую; особенно осторожно следует укладывать детали с хорошо отделанными поверхностями;
— ящики с деталями обязательно закрывать крышками;
— болты, шайбы и другие крепежные детали при полной разборке сборочной единицы укладывают в специальный ящик; при частичной разборке целесообразнг крепежные детали вставлять обратно в предназначенные для них отверстия;
— крупные детали укладывают на подставки возле ремонтируемого станка.
До начала разборки необходимо: подготовить около станка площадь, достаточную для нормальной работы слесарей-ремонтников и правильной укладки снятых со станка деталей, а также для их кантовки; проверить наличие всех необходимых для работы исправных и испытанных стропов, грузозахватных приспособлений; заготовить требуемое количество подкладок, распорок и козел для укладки снятых деталей.
Разборка подшипников. Подшипники, расположенные недалеко от торца вала, снимают с помощью специальной скобы. Приспособление состоит из трех клещевидных захватов (на рисунке видны два захвата), винта и гайки с крестовиной. Вращением гайки сдвигают захваты так, чтобы охватить детали, при этом винт упирается концом в зацентровку вала, с которого снимается деталь. При вращении рукоятки гайка с захватами стягивает деталь с вала.
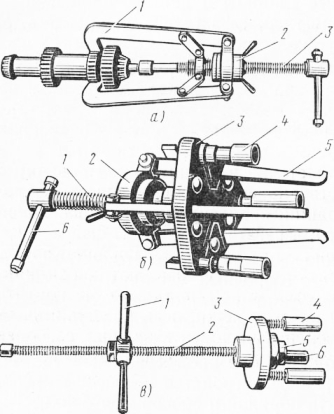
Рис. 1. Съемники:
а — для снятия шарикоподпишников с вала, б, в — для выпрессовки наружных колец роликоподшипников и других деталей
На рис. 1, б, в показано приспособление для демонтажа наружных колец конических роликоподшипников. Оно состоит из винта гайки и захватов. Для выпрессовки подшипника из корпуса вводят захваты в обойму подшипника и рукояткой начинают вращать винт. При этом винт упирается в плиту. Плита в свою очередь упирается в корпус своими тремя регулируемыми штырями и вытягивает подшипник.
Описанным приспособлением выпрессовывают наружные кольца подшипников диаметром 62—120 мм.
Подшипники качения с внутренним диаметром 25 мм и более можно выпрессовывать из корпуса приспособлением, показанным на рис. 1, в. Винт приспособления свободно проходит в отверстие диска со штырями. На одном конце винта — гайка и сменная упорная шайба, на другом конце — гайка с рукоятками.
Чтобы вынуть подшипник из корпуса, необходимо снять гайку и шайбу и пропустить винт через подшипник; затем подвести к корпусу демонтируемой сборочной единицу штыри, надеть на конец винта сменную шайбу и навинтить гайку так, чтобы шайба уперлась в подшипник. После этого гайку с рукоятками навинчивают до упора в диск поворачивая рукоятки, выпрессовывают подшипник.
Описанные приспособления позволяют при демонтаже не портить посадочные места подшипников и предохраняют сами подшипники от повреждений. Этими же приспособлениями пользуются при разборке и сборке других деталей, сборочных единиц, например шкивов, маховиков, зубчатых колес.
Как ремонтировать автомобиль
Разборочные работы
Виды соединений и технология сборки агрегатов.
Разборка — это совокупность операций, предназначенных для разъединения объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в определенной технологической последовательности. Трудоемкость разборочных работ в процессе капитального ремонта автомобилей и агрегатов составляет 10. 15 % общей трудоемкости ремонта. При этом около 60 % трудоемкости приходится на резьбовые, а около 20% — на прессовые соединения. Технологический процесс разборки дает ремонтному предприятию до 70 % деталей, которые пригодны для повторного использования. Качественное проведение разборочных работ может позволить значительно исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся ремонтному предприятию в 6. 10 % от их цены, отремонтированные в 30. 40%, а замена деталей в ПО. 150%.
Разборку автомобилей и агрегатов выполняют в последовательности, предусмотренной картами технологического процесса, используя указанные в них универсальные и специальные стенды и оснастку. Степень разборки определяется видом ремонта и техническим состоянием объектов разборки. Разборку автомобилей и их агрегатов производят в соответствии со следующими основными правилами:
сначала снимают легкоповреждаемые и защитные части (электрооборудование, топливо- и маслопроводы, шланги, крылья и т.д.), затем самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые очищают и разбирают на детали; агрегаты (гидросистемы, электрооборудования, топливной аппаратуры, пневмосистемы и т.д.) после снятия с автомобиля направляют на специализированные участки или рабочие места для определения технического состояния и при необходимости ремонта; в процессе разборки не рекомендуется разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, распределительные шестерни, шестерни масляных насосов и др.). Детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные корзины или сохраняют их комплектность другими способами; в процессе разборки необходимо использовать стенды, съемники, приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему. При этом запрещается пользоваться ударными инструментами;
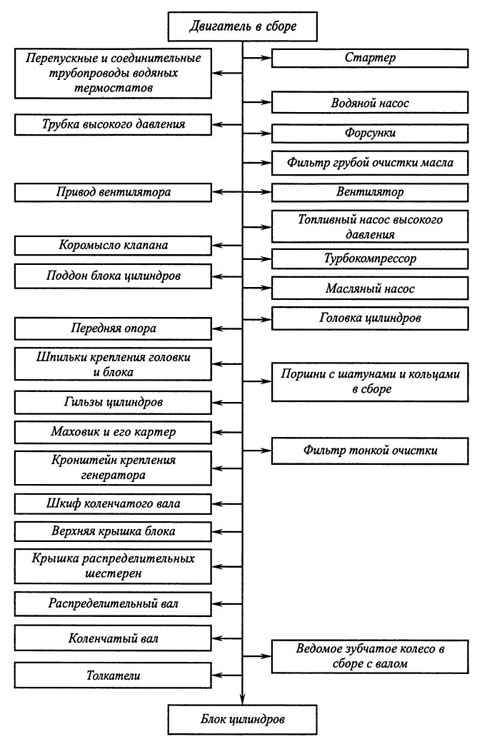
Технологическая разборка двигателя.
Крепежные детали (гайки, болты, шпильки) при разборке машины укладывают в сетчатую тару для лучшей очистки в моечных установках или устанавливают на свои места. Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, маховика к коленчатому валу). При разборке, особенно для чугунных деталей (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью;
открытые полости и отверстия для масла и топлива в гидроагрегатах и топливной аппаратуре после снятия с машины закрывают крышками и пробками;
если метки перед разборкой плохо заметны, необходимо их восстановить;
при выполнении разборочных работ следует знать способы и особенности их выполнения;
для подъема и транспортирования деталей и агрегатов массой более 20 кг используют подъемно-транспортные средства и надежные захватные приспособления.
Наиболее типовыми из операций при разборке являются вывертывание винтов, шпилек, болтов и отвертывание гаек, удаление сломанного болта или шпильки, снятие зубчатых колес, шкивов, муфт и подшипников.

В основу механизации разборочных участков ремонтных предприятий положен ряд принципов: процесс разборки строится по поточному методу; агрегаты, сборочные единицы, поступающие на разборку, должны быть предварительно очищены от масла и грязи; перемещение агрегатов и сборочных единиц в процессе разборки максимально механизируется.
Разборочные работы состоят из основных и вспомогательных элементов. Основные элементы, которые занимают наибольший удельный вес в разборочном процессе, — это операции разборки резьбовых и прессовых соединений.
Вспомогательные элементы — это перемещение, установка и крепление разбираемых изделий и агрегатов. Доля времени, затрачиваемая на выполнение вспомогательных элементов, довольно значительна и является резервом снижения трудоемкости разборочных работ. Поэтому большое внимание при организации разборочных работ необходимо уделять вопросам механизации транспортных операций по передаче изделий с поста на пост.
Перемещать автомобили в процессе разборки целесообразно конвейерами непрерывного действия, агрегаты к постам подразборки можно перемещать подвесными толкающими или грузонесущими конвейерами, а сборочные единицы и детали — напольными транспортерами, рольгангами и склизами. На разборочных участках и постах необходимо применять сбалансированные манипуляторы (вместо кранов-укосин), пневматические подъемники, кантователи, тележечные транспортеры, самодвижущиеся эстакады и т. д.
Повторяемость операций открывает широкие возможности для механизации операций разборки и создает условия для применения многопозиционных механизированных инструментов. С целью сокращения непроизводительных затрат рабочего времени, повышения культуры производства, производительности труда и рационального использования производственной площади ремонтных предприятий на рабочих местах разборки целесообразно устройство технологических потолков. Технологический потолок — это пространственная металлическая конструкция, которая может перекрывать зону участка или рабочего места, или находиться над рабочим местом без его перекрытия. На конструкции смонтированы механизированные инструменты, приспособления и оснастка, применяемые при выполнении операций, а также грузоподъемные средства, которые предназначены для транспортирования агрегатов и деталей в рабочую зону, снятия и удаления их из рабочей зоны. В состав технологического потолка для разборочных работ входят: несущая конструкция, траверса, однорельсовый или двухрельсовый подвесной путь с электроталью или кран-балка, разводка гидро-, пневмоприводов и электрокабелей, подвески для механизированного инструмента, осветительная арматура и др.
Конструктивно подвески подразделяют на эластичные и жесткие. Жесткую подвеску применяют при использовании механизированных инструментов, развивающих крутящий момент, равный 120. 220 Нм.
Нежесткая подвеска инструментов более удобна, так как после окончания операции инструмент, поднимаясь вверх, освобождает руки рабочего для выполнения последующих работ. Однако эта подвеска не гасит реактивный момент, поэтому ее применяют для инструментов небольшой мощности. На таких подвесках часто предусматривают устройства для автоматического выключения тока при освобождении (подъеме) инструмента. В качестве эластичной подвески используют балансиры (пружинные, гидравлические, электромагнитные и др.).
Универсальным средством механизации рабочих мест разборки являются шарнирно-балансирные манипуляторы с ручным управлением. Они представляют собой многозвенный механизм с приводами в каждом суставе, которые позволяют удерживать груз в равновесии.