Общая сборка электрических машин
Технологический процесс сборки машины зависит от ее конструкции и размеров. Организация общей сборки зависит от типа производства (единичного, серийного, массового).
Крупные электрические машины выпускают в единичном производстве. При этом используют универсальное сборочное оборудование и приспособления, универсальный инструмент, применяют труд высококвалифицированных рабочих. Сборочные цеха оснащают мостовыми кранами, тельферами, подъемниками.
В серийном производстве технологический процесс оснащается в большей степени, сложные операции разбивают на простые. Применяется узловая сборка, специализированное сборочное оборудование. Квалификация слесарей-сборщиков может быть ниже.
Типовые операции сборки
1. Сборка основных узлов машины – статора с ротором и подшипниковыми щитами.
2. Контроль сборки основных узлов.
3. Монтаж выводов.
4. Установка щеток и их присоединение к щеткодержателям.
5. Опробование машин под током.
6. Крепление внешних сборочных элементов (вентиляторов, колпаков, редуктора).
7. Обкатка машины.
8. Контроль и испытания.
9. Крепление защитной ленты.
Сборка основных узлов машины.
Щиты крепятся к станине винтами или стяжными болтами, а ротор со щитами крепятся через подшипники. Внутренне кольцо подшипника всегда напрессовывается на вал ротора. Обойма подшипника со стороны привода запрессовывается в гнездо щита, вторая обойма не закрепляется, это необходимо для компенсации температурных удлинений. Усилие запрессовки не ложно передаваться. Могут быть следующие случаи напрессовки:
— Напрессовывается только кольцо;
— Запрессовывается только обойма;
— Подшипник одновременно напрессовывается на вал и запрессовывается в гнездо щита.
Последовательность сборки зависит от типа подшипниковых гнезд (открытое и закрытое). Различают следующие схемы сборки:
1. В обоих подшипниковых щитах гнезда закрытые. В этом случае на одном конце вала вначале напрессовывают подшипник, затем в противоположный щит впрессовывают другой подшипник, а в его гнездо соответствующий конец вала. Ротор с подшипниковым щитом вводят в статор, после чего к нему прикрепляют второй щит.
2. В обоих подшипниковых щитах гнезда открытые. К станине прикрепляют первый щит, в статор вводят ротор, вал которого пропускают в отверстие закрепленного щита. Прикрепляют второй щит, после чего одновременно запрессовывают оба подшипника (снаружи).
3. В одном щите открытое гнездо в другом закрытое. В начале к статору прикрепляют щит с открытым гнездом. Затем в статор вводят ротор, соединенный подшипником со вторым щитом. После этого в открытое гнездо и на вал запрессовывают второй подшипник.
4. Машина с двумя магнетными подшипниками. На вал ротора одновременно напрессовываются внутренние кольца обоих подшипников, а наружные кольца сажают в гнезда щитов. В статор вводят ротор, после чего крепят оба подшипниковых щита.
Во избежание перекоса подшипников сборку машины лучше вести в вертикальном положении статора. Возможен другой вариант: ротор, вал которого запрессован в подшипник щита, располагается вертикально, а статор надевается на него. Приспособления для сборки имеет простую форму, например, подставка из текстолита. Приспособление имеет поверхности для вертикальной сборки и горизонтальной установки машины. В процессе сборки ЭМ производится установка и притирка щеток к вращающемуся коллектору. При этом машина включается на холостой ход под номинальное напряжение. Признаком окончания притирки является величина притертой поверхности не менее 80%. После притирки щит и коллектор продувают сжатым воздухом.
Дата добавления: 2015-05-08 ; просмотров: 1629 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Монтаж электрических машин и аппаратов
Общие понятия о проведении электромонтажных работ машин и аппаратов
Электротехническими установками называются устройства, производящие, преобразовывающие, распределяющие и потребляющие электрическую энергию. Для надежной и бесперебойной работы каждая электротехническая установка должна быть правильно спроектирована, обеспечена надлежащим электрооборудованием и электроматериалами. Монтаж всех объектов необходимо тщательно выполнять.
Требования, предъявляемые к электротехническим установкам, изложены в Правилах устройства электроустановок (ПУЭ), выполнение которых обязательно при их проектировании и монтаже.

Монтаж электрических машин и аппаратов — это весьма ответственный, сложный и трудоемкий процесс, требующий тщательной предварительной подготовки. Помимо правильного и качественного выполнения монтажа с чисто технической точки зрения, к монтажным работам предъявляются требования в отношении сроков и стоимости их выполнения.
Монтаж крупных электрических машин связан обычно с вводом новых энергетических мощностей или с вводом в эксплуатацию крупных промышленных предприятий в установленные сроки. Таким образом, скоростные и качественные методы монтажа имеют большое значение.
Перед началом монтажа должны быть проведены необходимые организационно-технические мероприятия:
составление рабочего проекта организации работ, в котором должны быть указаны технологический процесс и календарный план проведения всех операций;
детальная разработка технологического процесса монтажа и доведение его до рабочего места;
правильная расстановка рабочей силы и осуществление максимальной механизации монтажных работ;
обеспечение безопасности производства работ, а также организация отопления, освещения и вентиляции;
обеспечение бесперебойного ведения монтажных работ путем своевременного и комплектного снабжения инструментами и материалами.

Электроустановки подразделяются на установки с номинальным напряжением до 1000 В включительно и электроустановки напряжением выше 1000 В.
Действующими считаются установки, которые полностью или частично находятся под напряжением или на которые в любой момент может быть подано напряжение включением коммутационной аппаратуры.
Наружными, или открытыми, называются электроустановки, находящиеся на открытом воздухе. Внутренними, или закрытыми, называются электроустановки, находящиеся в помещении. Установки, защищенные только навесами, сетчатыми ограждениями и т. п., рассматриваются как наружные.
Требования к монтажу электроустановок зависят от характера помещений, в которых они устанавливаются (смотрите — Классификация помещений по условиям окружающей среды).
Инструменты и приспособления, применяемые при монтаже электрических машин
При монтаже электрических машин (двигателей и генераторов) применяют ряд специальных инструментов и приспособлений.
Для проверки биения вращающихся частей (коллекторов, валов, роторов) пользуются индикаторами часового типа. Они состоят из системы связанных между собой рычагов или зубчатых колес, увеличивающих малые движения и позволяющих отсчитывать их на циферблате со стрелкой.
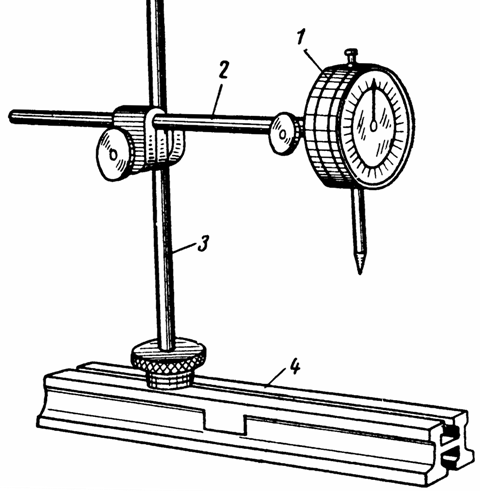
Индикатор 1 укрепляется на держателе 2 и вертикальной стойке 3, смонтированной на постаменте 4, что позволяет устанавливать его под любым углом. Индикатор может служить также для выверки центровки валов электрических машин.
Индикаторы изготавливаются с ценой деления 0,01 мм. При измерении постамент ставят на неподвижную опору, а измерительный стержень устанавливают перпендикулярно оси вала и приводят в соприкосновение с проверяемой поверхностью. Перед отсчетом величины биения необходимо убедиться в правильной установке индикатора. Для этого производят легкое постукивание по корпусу индикатора, при этом стрелка будет колебаться. Если она после колебания вернется в прежнее положение, то индикатор установлен правильно.
Для измерения вибрации электрических машин используют виброметры. Существуют виброметры многих типов, но при монтаже обычно применяются простейшие виброметры часового типа. Перед измерением прибор устанавливают на вибрирующую поверхность.
При монтаже крупных электрических машин необходимо выверить горизонтальность фундамента. Для этого применяют специальные устройства — гидростатические уровни или ватерпасы.
Кроме перечисленных, при монтаже применяются различного рода подъемные устройства. Для подъема грузов на небольшую высоту используют домкраты. По принципу действия домкраты бывают трех типов: реечные, винтовые и гидравлические. Грузоподъемность винтовых домкратов достигает 20 т. Подъем очень больших грузов осуществляют гидравлическими домкратами, грузоподъемность которых 750 т.

Монтаж электрических машин
Особенности монтажа электрических машин рассмотрим на примере асинхронного электродвигателя с короткозамкнутым ротором.
Асинхронные электродвигатели являются наиболее распространенными и находят применение в промышленном электроприводе. Это объясняется тем, что асинхронные двигатели просты по устройству и работают от сети трехфазного тока.
Асинхронные двигатели строятся в двух исполнениях — с короткозамкнутым ротором и с фазным ротором (с контактными кольцами). Двигатели с короткозамкнутым ротором — это самые простые двигатели по устройству и обслуживанию, так как они не имеют щеток.

Асинхронный двигатель с короткозамкнутым ротором
Эти двигатели включаются в сеть трехфазного тока непосредственно без всяких дополнительных пусковых устройств. При пуске двигателя он потребляет из сети ток, который в 5 — 7 раз превышает рабочий ток двигателя. Поэтому раньше двигатели с короткозамкнутым ротором применялись только мощностью до 100 кВт. В настоящее время, для снижения пусковых токов асинхронных двигателей с короткозамкнутым ротором применяются специальные устройства плавного пуска и частотные преобразователи.
Асинхронные двигатели с фазным ротором применяются только в тех случаях, когда необходимо регулировать скорость вращения асинхронного двигателя посредством включения реостата в цепь ротора или же мощность системы не позволяет включать короткозамкнутый электродвигатель большой мощности из-за чрезмерного падения напряжения при пуске.
Выверка горизонтальности фундамента по уровням: 1 — гидростатические уровни
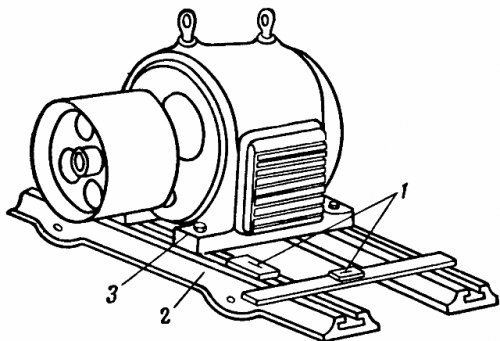
Электродвигатели устанавливаются или на фундаменте, или на рамах, собранных из стальных конструкций. Машины, работающие с ременной передачей, обычно монтируют на салазках 2, которые позволяют регулировать натяжение ремня. Салазки представляют собой литые или сварные балки корытообразного сечения, внутри которых перемещаются специальные ползуны. В них ввертывают болты 3, проходящие сквозь лапы станины. Ползуны устанавливаются путем зацепления за зубцы салазок.
Подтягиванием регулировочных болтов, упирающихся в лапы станины, можно передвигать машину параллельно ее оси и натягивать или ослаблять ремень. Если привод машины осуществляется через муфту, то машина устанавливается на раме или фундаменте. Способы монтажа машин малой мощности весьма различны. Они могут быть установлены нормально (лапами вниз), на стене или на потолке.
Перед началом монтажа производится надевание на конец вала шкива, шестерни или полумуфты. Ни в коем случае не допускается набивание этих деталей на вал ударами, так как при этом могут быть повреждены подшипники. Иногда даже наблюдается сдвиг ротора вдоль вала.
На рисунке ниже показано винтовое приспособление для насадки шкива на вал.
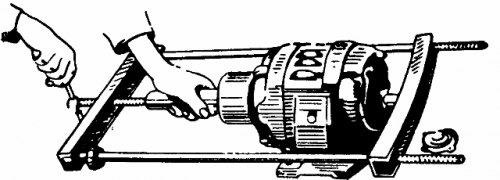
Насадка шиква на вал
При пользовании этим приспособлением усилие насадки воспринимается валом, в торец которого упирается шкворень приспособления. Для этого должна быть снята крышка подшипника со стороны, противоположной приводу. Для насадки шкива на вал более крупной машины можно применять винтовой домкрат, используя в качестве опоры стены здания или колонны. Горизонтальность плоскости установки выверяется при помощи уровней, которые надо помещать в двух перпендикулярных положениях.
Одной из основных операций монтажа электрических машин является центровка, которая предназначена для того, чтобы получить правильное взаимное положение соединяемых валов, обеспечивающее спокойную работу машин. Для этого необходимо, чтобы оси валов лежали на одной линии и центры валов совпадали. Наиболее распространенной является центровка при помощи двух скоб, закрепляемых на полумуфтах соединяемых машин.
Подробнее про монтаж электрических машин рассказано здесь:

Монтаж электрической аппаратуры
Для управления работой электродвигателей, генераторов и электрических сетей применяют различного рода электрические аппараты. Они служат для включения и выключения объектов электрооборудования и отдельных участков сети, для регулировки тока в обмотках при пуске и работе электродвигателей и генераторов, для защиты их от перегрузки и коротких замыканий, для изменения скорости и направления вращения.
Электрические аппараты используют также для автоматизации технологических процессов, разного рода специальных целей, как, например, электрической контактной сварки, захватывания деталей в процессе обработки, сигнализации и управления производством и т. д.
Пускорегулирующие и защитные аппараты являются весьма ответственной частью электрооборудования, поэтому монтаж их должен быть высококачественным и обеспечивать надежность работы электроприводов.

Все аппараты перед монтажом подвергаются тщательному осмотру для проверки их исправности. Каждый аппарат помещается в специальном кожухе, в лапах которого предусмотрены отверстия для крепления. Через эти отверстия производится разметка в панелях и рамах, на которые устанавливают аппараты. Многие современные электрисеские аппараты предназначены для крепления на DIN-рейку, что значительно облегчает их монтаж.
Металлические кожухи аппаратов должны быть присоединены к сети заземления. Подводимые к аппаратам многожильные провода и одножильные сечением более 10 мм 2 должны иметь механические сжимы или наконечники.
Подробнее про монтаж различных электрических аппаратов рассказано здесь:
Технология и оборудование производства электрических машин — Общая сборка электрических машин переменного тока
Содержание материала
Можно выделить следующие основные операции сборки, являющиеся общими для большинства конструкций электрических машин переменного тока. К ним относятся: монтаж подшипников, ввод ротора в статор, запрессовка подшипниковых щитов в станину, измерение воздушного зазора, испытание, отделка после испытания, окраска и сушка собранных машин.
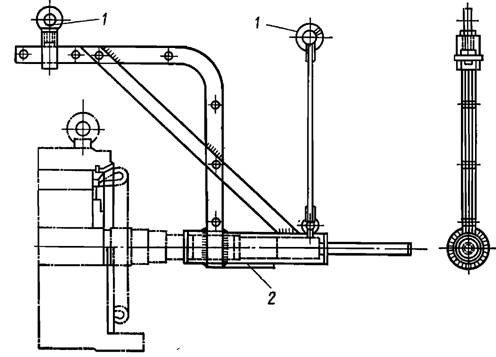
Рис. 18-7. Приспособление для ввода ротора в статор: 1 — грузоподъемные кольца; 2 — цилиндрическая оправка
Монтаж подшипников, окраска и сушка собранных электрических машин рассмотрены отдельно в § 4 и 7 данной главы, а испытание электрических машин — в гл. XIX. Рассмотрим остальные операции сборки.
Ввод ротора в статор. При сборке статор должен быть установлен горизонтально на лапах на верстаке или на рольганге.
Ввод ротора в статор небольших электрических машин, когда ротор можно легко удержать одной рукой за выступающий конец вала, производится без применения приспособлений.
Более тяжелые роторы вводятся в статор с помощью поддерживающих приспособлений (рис. 18-7), придающих роторам устойчивое горизонтальное положение.
Измерение воздушного зазора.
Величина зазора между ротором и статором и особенно равномерность его по всему диаметру влияют на рабочие характеристики электрической машины. Поэтому он не может быть произвольным, а должен быть выдержан в определенных пределах. Разница одностороннего зазора, измеренного в двух диаметрально противоположных точках по данным ВНИИЭМ [24], должна быть не более 30%, а в крановых двигателях она допускается и до 40%.
Величину зазора проверяют щупами дважды. Первый раз — после ввода ротора в статор, когда ротор лежит на расточке железа статора, при этом измеряют общий зазор. Второй раз замеряют односторонний зазор в трех точках после запрессовки подшипниковых щитов.
Для прохода щупа в подшипниковом щите предусмотрены три отверстия, которые расположены напротив расточки статора под углом 120° друг к другу. После замеров в отверстия ввертывают болты-заглушки.
Запрессовка подшипниковых щитов в станину.
Данная операция является наиболее сложной и ответственной операцией сборки электрической машины. Сложность ее заключается в том, что запрессовываются одновременно два подшипниковых щита, которые в машинах с шариковыми подшипниками сопрягаются по двум поверхностям.
Отверстие щита сопрягается с наружным кольцом подшипника, а замковая поверхность — со станиной.
При запрессовке щитов в станину необходимо обеспечить совпадение крепежных отверстий с соответствующими отверстиями внутренней крышки и станины. Для этой цели в одно из отверстий внутренней крышки ввертывается технологическая шпилька, которая вводится в отверстие щита, устанавливаемого для запрессовки напротив расточек станинй, а в два диаметрально противоположных отверстия щита вставляются болты, которые на две — три нитки вручную ввертываются в станину.
Сориентированные таким образом щиты запрессовываются в станину с помощью двусторонних пневматических или гидравлических прессов, а крепящие их к станине болты завертываются болтовертами. В процессе запрессовки недопустимы перекосы щитов.
Внутренние лабиринтные крышки создают определенные неудобства при сборке электрической машины. Применение в машинах небольших габаритов шарикоподшипников с защитными шайбами позволяет отказаться от внутренних крышек и тем самым упростить сборку.
После запрессовки подшипниковых щитов в станину заполняются консистентной смазкой камеры подшипников на две трети объема и лабиринтные канавки наружных крышек, затем подшипниковые щиты с каждой стороны машины закрываются наружными крышками. Скрепив крышки болтами, вывертывают технологическую шпильку и вместо нее ввертывают предусмотренный чертежом крепежный болт.
Последующими сборочными операциями перед испытанием машины являются насадка вентилятора на вал, установка и закрепление кожуха.
Отделка машин после испытания.
Под операцией отделки понимают обычно сборочные переходы по установке и закреплению кожуха, зажатие колодкой выводных концов в клеммовой коробке и закрытие ее крышкой, установку шпонок на конец вала и его консервацию, крепление к станине машины заводского щитка.
Приспособления и инструменты, применяемые при сборке.
При сборке электрических машин, кроме приспособления для ввода ротора в статор, применяются пневмо- или электроболтоверты для завертывания болтов. В условиях массового производства при сборке машин на конвейерах пневмоболтоверты оснащаются насадками, которыми завертываются не по одному, а одновременно все болты, крепящие крышку или щит.
Для измерения зазора используется набор щупов, представляющих собой тонкие закаленные пластины шириной до 8 мм и длиной, позволяющей измерить зазор между ротором и статором на всей длине пакета.

Рис. 18-8. Конвейер для сборки крановых электродвигателей
Щупы обычно изготовляются в инструментальных цехах заводов. Толщина их устанавливается в зависимости от величины зазора машины, для проверки которого они предназначены, а разница в соседних размерах щупов по толщине составляет 0,05 мм.
Конвейерная сборка. В условиях массового и крупносерийного производства электрические машины собираются на конвейерах. Конструкции конвейеров бывают различными.
Транспортерная лента конвейера сборки электродвигателей средней мощности изготовляется из металлических пластин или дисков (рис. 18-8) и чаще всего имеет периодическое перемещение.
Запрессовка подшипниковых щитов в станину выделяется в отдельную операцию и производится с помощью пневматических или гидравлических прессов, встроенных в линию.
В конструкциях некоторых прессов для запрессовки подшипниковых щитов предусмотрено устройство для подачи консистентной смазки в камеру подшипников в процессе запрессовки щитов.
Технологический процесс сборки на конвейере, например электродвигателей единой серии А02 5-го габарита, состоит из следующих операций:
- запрессовки пакета с обмоткой в станину;
- проточки замков статора на полуавтомате;
- ввода ротора в статор;
- установки на вал внутренних крышек;
- запрессовки подшипниковых щитов в станину с одновременной запрессовкой подшипников на вал и в подшипниковый щит в холодном состоянии;
- установки наружных крышек подшипников;
- ввертывания болтов, крепящих подшипниковые щиты и крышки.
Первые две операции сборки выполняются на отдельном оборудовании, установленном рядом с конвейером.