Организация и технология ремонта двигателей
Схема технологического процесса ремонта двигателя представлена на рисунке 10.
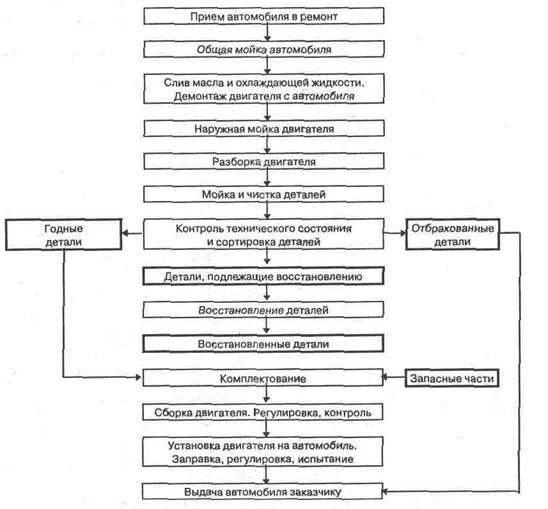
Рисунок 10 – Схема технологического процесса ремонта двигателя
Приём в ремонт. Приём в ремонт имеет своей задачей определение комплектности и технического состояния двигателей, оформление приёмо-сдаточного акта, составление предварительной калькуляции стоимости ремонта, ознакомление заказчика с калькуляцией и оформление заказа (договора на выполнение работ, оказание услуг).
В начальной стадии ремонта производится наружная мойка двигателя. Эта стадия мойки имеет большое значение для поддержания общей чистоты на предприятии и качества выполнения всех последующих ремонтных работ.
Мойка двигателя. Мойка двигателя производится или в специальной струйной моечной машине, или с помощью аппаратов высокого давления. Оптимальная температура моющего раствора t = 60…90°С.
Разборка двигателя.Технологический процесс разборки может быть организован на одном рабочем месте или на поточной линии. Последний вариант организации технологического процесса применяется на крупных мотороремонтных предприятиях с небольшой номенклатурой ремонтируемых агрегатов. При небольших разномарочных производственных программах используются универсальные посты разборки-сборки, оснащенные стендами-кантователями.
Необходимо исключить применение методов разборки с использованием ударных воздействий на детали, при которых в дополнение к дефектам, возникающим у деталей в процессе эксплуатации, возникают «разборочные» дефекты (деформация, разрушение и др.). Эти дефекты дополнительно увеличивают объем восстановительных работ и долю отбракованных деталей.
При выборе инструмента и другой технологической оснастки необходимо учитывать, что усилие отворачивания резьбовых соединений и распрессовки сопряжений с натягом в среднем на 15…25% выше усилий при их сборке.
Наиболее важным является применение специальных съемников, обеспечивающих сохранность демонтируемых деталей. Кроме этого, наиболее передовые инструментальные фирмы выпускают универсальные гаечные ключи и головки новой конструкции. Они имеют специальный профиль рабочей поверхности, который в отличие от традиционного, не концентрирует усилие на ребре гайки или головке болта, а распределяет его по поверхности грани, обеспечивая сохранность крепежных деталей и высокую производительность труда.
Стоимость профессионального инструмента высока, поэтому актуальным является вопрос его сохранности.
Опыт передовых зарубежных ремонтных предприятий показывает, что наиболее надежным и дешевым способом решения этой проблемы является передача инструмента в собственность исполнителям. Сотрудник в рассрочку обязан выкупить комплект необходимого ему для работы инструмента. При этом на него автоматически возлагается ответственность за сохранность.
При индивидуальном ремонте детали и узлы разобранного двигателя не обезличиваются и укладываются в специальный контейнер. Это необходимо для последующей сборки двигателя. Кроме того, отбракованные детали должны быть возвращены заказчику. Ряд деталей не разукомплектовываются из соображений сохранения их взаимного расположения. Это детали, которые при производстве обрабатываются в сборе. Например, в двигателе не разукомплектовываются: блок цилиндров и крышки коренных подшипников; шатуны и крышки шатунов; головка цилиндров и крышки опор распределительного вала. Не рекомендуется разукомплектовывать коленчатый вал и маховик. При разборке целесообразно маркировать сопряженные детали, обозначая их принадлежность и взаимное расположение.
Очистка деталей. Детали двигателей имеют различные виды эксплуатационных загрязнений, которые должны быть в процессе ремонта полностью удалены.
На первом этапе производится общая мойка деталей, аналогично тому, как осуществляется мойка агрегатов. В процессе общей мойки с поверхностей деталей удаляются масляные пленки. Кроме масляных пленок детали имеют сложные виды загрязнений, не удаляемые общей мойкой. К сложным видам загрязнений относятся нагар, накипь, смолистые отложения.
Нагар удаляется механическим путем с помощью металлических щеток, а также струёй сжатого воздуха, подающей на поверхность детали частицы твердой очищающей среды. В качестве твердой очищающей среды используется песок, косточковая крошка, пластмассовая крошка, сухой лед и др.
Пескоструйная обработка повреждает поверхность детали и, поэтому, может применяться только для очистки стальных и чугунных деталей, не имеющих хорошо обработанных поверхностей, например, выпускных трубопроводов.
Косточковая и пластмассовая крошки имеет меньшую твердость и сбивает слой нагара, не повреждая при этом поверхность деталей. Данная очищающая среда применяется при очистке деталей из черных и цветных материалов (головки цилиндров, поршни, клапаны и др.).
Накипь, образующаяся на поверхностях деталей, контактирующих с охлаждающей жидкостью, удаляется или способами удаления нагара или химическим способом специальными составами.
| | | следующая лекция ==> | |
| Оформление результатов научного труда | | | Для деталей из алюминиевых сплавов |
Дата добавления: 2018-06-28 ; просмотров: 3537 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Организация технологического процесса текущего ремонта подвижного состава




![]()
Организация текущего ремонта подвижного состава является одной из наиболее актуальных задач АТО. Простои автомобилей в ремонте и ожидании его очень высоки, вследствие чего до 25 % автомобильного парка ежедневно не выпускается на линию. Снижение качества ТР вследствие его слабой организации ведет к уменьшению межремонтных пробегов и, следовательно, к росту объема ТР. На рис. 6.2 представлена схема процесса ТР автомобилей.
Следовательно, важнейшей задачей организации ремонта является снижение времени простоя автомобилей в ТР и его ожидании.
Текущий ремонт автомобиля производится одним из двух методов: агрегатным или индивидуальным.
При агрегатном методеремонт автомобилей производится путем замены неисправных агрегатов исправными, ранее отремонтированными или новыми из оборотного фонда. Неисправные агрегаты после ремонта поступают в оборотный фонд. В том случае, когда неисправность агрегата, узла, механизма или детали целесообразнее устранить непосредственно на автомобиле в межсменное время (когда для производства ремонта достаточно межсменного времени), замены обычно не производят.
Агрегатный метод позволяет сократить время простоя автомобиля в ремонте, поскольку замена неисправных агрегатов и узлов на исправные, как правило, требует меньшего времени, чем демонтажно-монтажные работы, производимые без обезличивания агрегатов и узлов.
При агрегатном методе ремонта возможно, а часто и целесообразно ремонт агрегатов, механизмов, узлов и систем производить вне данной организации, в специализированных ремонтных организациях.
При индивидуальном методеремонта агрегаты не обезличиваются. Снятые с автомобиля неисправные агрегаты (узлы) после восстановления ставят на тот же автомобиль. При этом время простоя автомобиля в ТР больше, чем при агрегатном методе. В этом случае ресурс агрегатов, узлов и деталей используется в большей мере, так как достигается лучшая соосность и подгонка в посадочных местах.
Организация производства в зонах ТР возможна на основе двух методов: универсальных и специализированных постов.
Метод универсальных постовпредусматривает выполнение работ на одном посту бригадой ремонтных рабочих различных специальностей или рабочими-универсалами высокой квалификации.
Метод специализированных постовпредусматривает выполнение работ на нескольких, специализированных для выполнения определенного вида работ (по двигателю, трансмиссии и др.) постах.
Универсальный пост ТР обычно представляет собой смотровую канаву, оснащенную оборудованием, обеспечивающим выполнение любых работ ТР на автомобиле.
Каждый специализированный пост оснащается оборудованием в соответствии с характером выполняемых на нем работ. Специализация постов ТР позволяет максимально механизировать трудоемкие работы, снизить потребности в однотипном оборудовании, улучшить условия труда, использовать менее квалифицированных рабочих, повысить качество работ и производительность груда на 20. 40%.
Рабочие места для замены и ТР двигателей грузовых автомобилей, как правило, организуют на изолированных стандартных осмотровых тупиковых канавах. Специализированные рабочие посты идя ТР двигателей могут быть двух типов: для снятия и установки двигателей и для ТР двигателей на автомобилях. Они различаются оснащением и числом одновременно работающих исполнителей.
Рабочий пост для ТР двигателей целесообразно размещать вблизи моторного (агрегатного) участка, рядом с участком комплектования, проверки и обкатки двигателей. Пост целесообразно оснастить диагностическим оборудованием для обеспечения контроля и регулировки после проведения работ ТР. Узлы и детали двигателя, снимаемые при текущем ремонте (головка блока, водяной насос, клапаны, пружины и т. д.), очищают и ремонтируют в моторном (агрегатном) участке.

Рабочие посты, специализированные по ремонту других агрегатов и систем, организуют аналогично универсальным постам, со специализацией оборудования. Специфика ТР газовой аппаратуры требует создания специализированных постов и организации работы на них специальных ремонтных рабочих.
В числе специализированных постов создаются и оснащаются посты для производства ряда диагностических и регулировочных работ. Необходимость их организации вызвана применением при выполнении работ ТР специального диагностического оборудования. К таким постам, организуемым исходя из экономических соображений и повышения качества работ, относятся:
посты диагностики и регулировки тормозов автомобилей, оборудованные роликовыми тормозными стендами;
посты диагностики и регулирования углов установки колес автомобилей, оборудуемые оптическими стендами.
При организации технологических процессов на производственных участках учитывают следующие принципы:
1) специализация производственных участков производится по технологии работ (слесарные, кузнечные, сварочные, малярные и т.д.) и по группам агрегатов, узлов, деталей автомобиля (агрегатные, электротехнические, аккумуляторные и т.д.);
2) обеспечение коротких производственных связей между зоной ТР и каждым производственным участком (складами запасных частей, агрегатов и участками), которых стремятся добиться при организации производственных участков;
3) обеспечение технологической последовательности операций текущего ремонта автомобилей.
Организация работы в каждом производственном участке производится в соответствии с технологической последовательностью операций ТР. Принятая технологическая последовательность определяет выработку организационных и планировочных решений производственных участков по ТР автомобилей. Примеры решений далее представлены по участкам и отделениям.
Агрегатный участок производит ремонт большинства агрегатов автомобиля (двигателя и его узлов, сцепления коробки передач, карданной передачи, заднего и переднего мостов, рулевого управления и др.), причем в основном заменой неисправных деталей. Такое распределение позволяет специализировать рабочих на ремонте двигателей как наиболее сложном агрегате.
Технологический процесс ремонта включает: мойку агрегата; подразборку в соответствии с объемом ремонта; мойку снятых деталей и их дефектовку; сортировку деталей и их комплектовку после ремонта; сборку и испытание агрегата. Разборочно-сборочные работы в агрегатном участке, как правило, проводят на специализированных стендах, обеспечивающих возможность подхода к ремонтируемому агрегату с разных сторон, а также поворот и наклон агрегата для удобства работы.
Электротехническое отделение. В электротехническом отделении проводят ремонт и контроль генераторов, стартеров, приборов зажигания, контрольно-измерительных приборов и другой аппаратуры. Разборка-сборка агрегатов электрооборудования проводится в основном на верстаках с применением универсального инструмента и специальных приспособлений. Ремонт деталей и узлов включает замену обмоток и изоляции, припайку проводов, слесарные работы.
Аккумуляторное отделение состоит из четырех зон: кислотной (по приготовлению электролита); зарядной; ремонтной (по ремонту и проверке батарей); аппаратной (для размещения аппаратуры для заряда батарей). В зависимости от размеров АТП указанные зоны размещают: в отдельных четырех помещениях; в двух помещениях, объединяя первую со второй и третью с четвертой зоной; в одном помещении, организуя работы первой и третьей зон в шкафах с индивидуальной вытяжной вентиляцией.
Слесарно-механический участок. В нем проводят восстановление и изготовление относительно простых деталей и сборку узлов в основном для зоны ТР и агрегатного участка.
В слесарно-механическом участке обрабатывают детали под ремонтные размеры, изготавливают крепежные и другие детали (болты, шпильки, втулки и др.), подготавливают детали к сварке и обрабатывают после сварки и т.п. В общей трудоемкости ТР слесарно-механические работы составляют 4. 12 %.
Медницкое отделение. Медницкие работы составляют примерно 2 % объема работ по ТР и предназначены для восстановления герметичности деталей, изготовленных в основном из цветных материалов. В нем производится ремонт радиаторов, топливных трубок, бачков и восстановление других деталей пайкой.
Сварочно-жестяницкий участок. Сварочные работы предназначены для ликвидации трещин, разрывов, поломок, а также прикрепления кронштейнов, уголков и т. п. Применяют электродуговую и газовую сварку.
Карбюраторный участок. В крупных АТО работы по ремонту системы питания могут выполняться в карбюраторном участке. В мелких организациях эти работы могут объединяться с электромеханическими работами. Карбюраторный участок специализируется на проведении контроля, регулировки и ремонта карбюраторов, фильтров и т.д. При наличии в АТО автомобилей, имеющих карбюраторные и дизельные двигатели, могут быть два территориально разделенных отделения.
Шиномонтажный и шиноремонтный участки. В них проводят демонтаж шин с колес, правку дисков и запорных колец, окраску дисков, контроль и мелкий ремонт шин, вулканизацию камер, монтаж и балансировку колес.
Участок по ремонту газовой аппаратуры. Для ремонта газовой аппаратуры автомобиля создается специализированный участок. В нем проводятся контроль, регулировка и ремонт редукторов высокого и низкого давления, газовых и бензиновых клапанов, фильтров и другой газовой аппаратуры.
Обойный участок. В нем осуществляется ремонт и изготовление подушек, спинок, сидений и внутренней обивки кузовов, зимних чехлов на радиаторы и капоты двигателей, а также чехлов сидений и тентов.
Столярно-кузовной участок. В нем производится ремонт и изготовление кузовов грузовых автомобилей, деревянных частей кабины, оковки крюков и других деталей. Часто проводят и арматурные работы (ремонт стеклоподъемников, дверных ручек, петель, замков и др.).
Кузнечный участок. В кузнечном участке проводят ремонт и изготовление деталей с применением нагрева (правка, горячая клепка, ковка деталей) и ремонт рессор. Основная доля работ связана с ремонтом рессор — заменой сломанных листов, рихтовкой (восстановлением первоначальной формы) листов, имеющих пониженную упругость. Собранные рессоры испытывают нагрузкой. Кроме того, в кузнечном участке изготавливают различного вида стремянки, хмуты, кронштейны.
Малярный участок. Малярные работы являются завершающими при ремонте кузова автомобиля, поэтому в малярный участок автомобили поступают после выполнения всех видов работ.
При организации работы в малярном участке наибольшее число рабочих мест создается для подготовки автомобиля к окраске. Окраска и сушка автомобилей производятся в специальных камерах.
Для выполнения отдельных видов или группы работ ТО и ТР подвижного состава с учетом их противопожарной опасности и санитарных требований следует предусматривать отдельное помещение для выполнения следующих групп работ ТО и ТР подвижного состава:
а) моечных, уборочных и других работ комплекса ЕО, кроме заправки автомобилей топливом;
б) постовых работ ТО-1, ТО-2, общего диагностирования, разборочно-сборочных и регулировочных работ ТР;
в) постовых работ углубленного диагностирования;
г) агрегатных, слесарно-механических, электротехнических и радиоремонтных работ, работ по ремонту инструмента, ремонту и изготовлению технологического оборудования, приспособлений и производственного инвентаря;
д) испытания двигателей;
е) ремонта приборов системы питания карбюраторных и дизельных двигателей;
ж) ремонта аккумуляторных батарей;
з) шиномонтажных и вулканизационных работ;
к) кузнечно-рессорных, медницко-радиаторных, сварочных, жестяницких и арматурных работ;