Литейные машины с горячей камерой прессования схема
§ 14. Машины для литья под давлением с горячей камерой прессования.
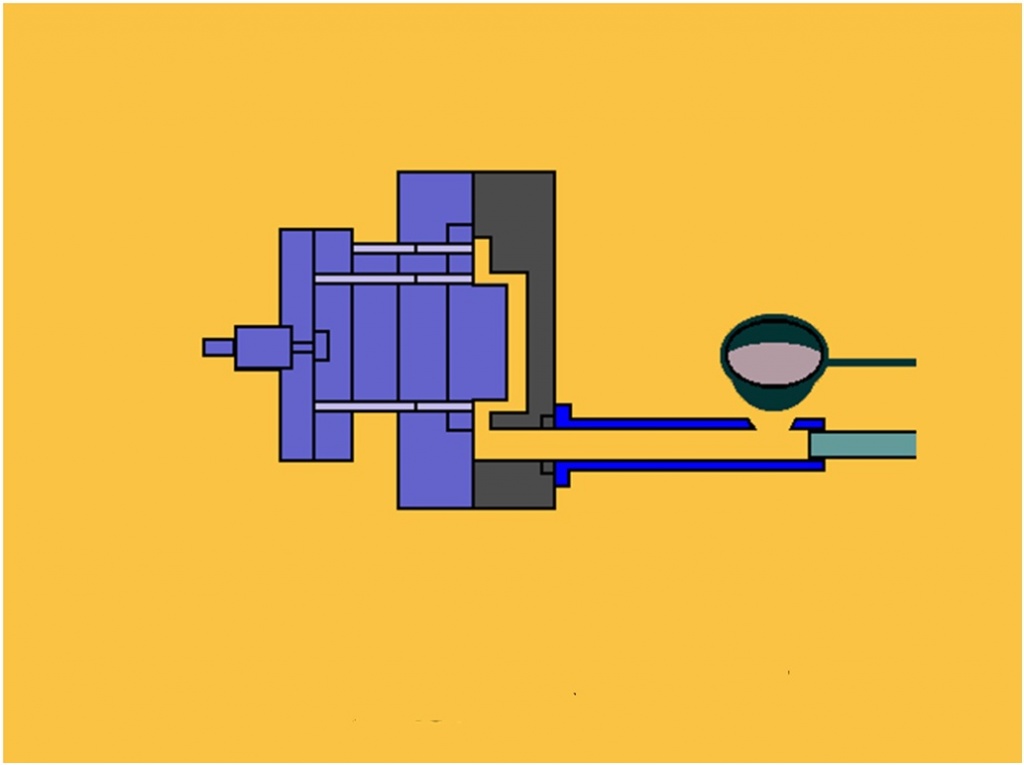
В этих машинах камера прессования помещена непосредственно в ванне с расплавом. Часть канала (металлопровод), находящаяся над уровнем расплава, обогревается дополнительно газом или электричеством. При этом струя расплава не застывает и легко поступает через металлопровод и мундштук в металлическую пресс-форму, что особенно важно при производстве отливок из цинковых и оловянно-свинцовых сплавов с низкой температурой заливки.
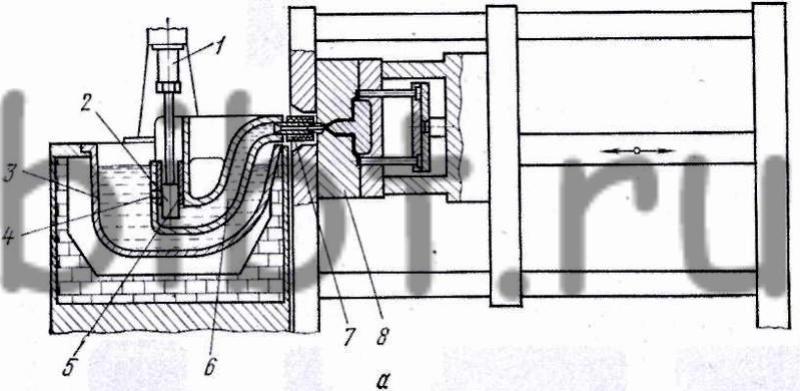
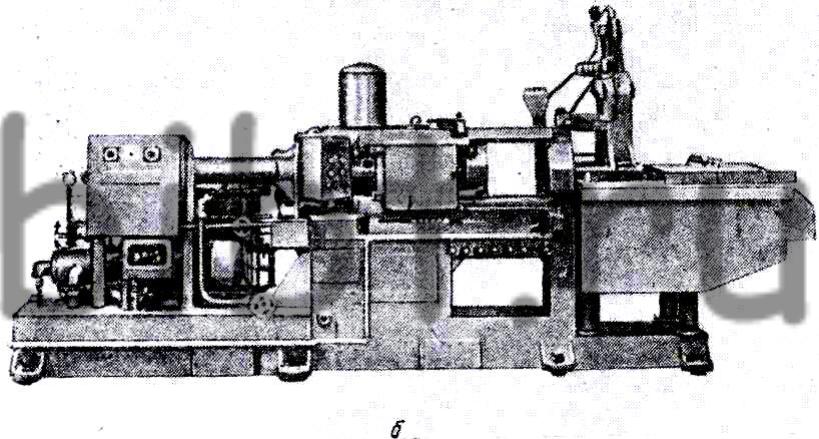
Рис. 26. Литейная машина с горячей камерой прессования: а — схема камеры, б — общий вид
Принцип действия этих машин следующий (рис. 26). В чугунный тигель 3 заливают расплав. Для поддержания постоянной температуры тигель снизу подогревается. Расплав при верхнем положении поршня 2 через отверстие 4 заполняет канал 6 и полость цилиндра 5. Перед заливкой расплава пресс-форма 8 закрывается и конец мундштука 7 заходит в канал 6, соединяя полость пресс-формы с каналом. При автоматическом включении цилиндра 1 поршень опускается, давит на расплав, находящийся в цилиндре 5, и вытесняет его из канала в полость пресс-формы. После затвердевания отливки поршень поднимается, пресс-форма открывается, а затвердевшая отливка выталкивается из пресс-формы. Затем пресс-форму обдувают и рабочий цикл машины повторяется снова.
Производительность полуавтоматических машин до 250, а автоматических-до 1 000 отливок в час при обслуживании нескольких машин одним человеком. Рабочее давление в разных конструкциях машин колеблется от 10 до 75 ат.
Основным недостатком машин является быстрый износ поршневой пары в условиях высокой температуры расплава (порядка 500° С).
Современная литейная машина 71305 с горячей камерой прессования спроектирована на Тираспольском заводе литейных машин имени С. М. Кирова (г. Тирасполь). Машина предназначена для изготовления деталей из сплавов на основе цинка в массовом и крупносерийном производстве.
Основные узлы: станина, механизмы прессования и запирания, печь, ограждение, блок охлаждения, механизм смазки, гидроагрегат, электрооборудование. Все узлы расположены на станине или внутри нее. Электрошкаф установлен отдельно от машины. Общая компоновка машины выполнена таким образом, что станина разгружена от всех усилий, возникающих в механизмах запирания и прессования. На машине принято нижнее расположение камеры прессования относительно отливки и центра плиты.
Гидрорычажный механизм запирания пресс-форм во время запрессовки расплава настраивают на требуемую высоту пресс-формы при помощи домкрата, расположенного между двумя подвижными плитами. Горячая камера прессования обеспечивает работу машины на автоматическом режиме.
Механизм прессования обеспечивает ступенчатую скорость прессования и высокое конечное давление на расплав после заполнения пресс-формы, способствующие удалению воздуха из полости пресс-формы и повышению плотности отливки.
Отливка выталкивается гидравлическим выталкивателем, находящимся в подвижной плите. Коллектор позволяет регулировать интенсивность водяного охлаждения прессующего плунжера, пресс-формы (в четырех точках) и неподвижной плиты. За сливом воды из каждой точки можно наблюдать визуально. Безопасность работы на машине обеспечивается блокировками, предотвращающими неправильное включение механизмов, защитными дверью с рабочей стороны машины и кожухом вокруг механизма запирания. Кнопочное управление, автоматический режим работы в сочетании с рациональным размещением органов управления и основных мест обслуживания сводит к минимуму утомляемость литейщика, что позволяет ему обслуживать сразу несколько машин.
Литейные машины с горячей камерой прессования схема
г. С аратов
Наши партнеры
Статистика
Машины с горячей камерой прессования.
В этих машинах камера прессования помещена непосредственно в ванне с расплавом. Часть канала (металлопровод), находящаяся над уровнем расплава, обогревается дополнительно газом или электричеством. При этом струя расплава не застывает и легко поступает через металлопровод и мундштук в металлическую пресс-форму, что особенно важно при производстве отливок из цинковых и оловянно-свинцовых сплавов с низкой температурой заливки.
Рис. 26. Литейная машина с горячей камерой прессования: а — схема камеры, б — общий вид
Принцип действия этих машин следующий (рис. 26). В чугунный тигель 3 заливают расплав. Для поддержания постоянной температуры тигель снизу подогревается. Расплав при верхнем положении поршня 2 через отверстие 4 заполняет канал 6 и полость цилиндра 5. Перед заливкой расплава пресс-форма 8 закрывается и конец мундштука 7 заходит в канал 6, соединяя полость пресс-формы с каналом. При автоматическом включении цилиндра поршень опускается, давит на расплав, находящийся в цилиндре 5, и вытесняет его из канала в полость пресс-формы. После затвердевания отливки поршень поднимается, пресс-форма открывается, а затвердевшая отливка выталкивается из пресс-формы. Затем пресс-форму обдувают и рабочий цикл машины повторяется снова.
Производительность полуавтоматических машин до 250, а автоматических — до 1 ООО отливок в час при обслуживании нескольких машин одним человеком. Рабочее давление в разных конструкциях машин колеблется от 10 до 75 ат.
Основным недостатком машин является быстрый износ поршневой пары в условиях высокой температуры расплава (порядка 500° С).
Современная литейная машина 71305 с горячей камерой прессования спроектирована на Тираспольском заводе литейных машин имени С. М. Кирова (г. Тирасполь). Машина предназначена для изготовления деталей из сплавов на основе цинка в массовом и крупносерийном производстве.
Основные узлы: станина, механизмы прессования и запирания, печь, ограждение, блок охлаждения, механизм смазки, гидроагрегат, электрооборудование. Все узлы расположены на станине или внутри нее. Электрошкаф установлен отдельно от машины. Общая компоновка машины выполнена таким образом, что станина разгружена от всех усилий, возникающих в механизмах запирания и прессования. На машине принято нижнее расположение камеры прессования относительно отливки и центра плиты.
Гидрорычажный механизм запирания пресс-форм во время запрессовки расплава настраивают на требуемую высоту пресс-формы при помощи домкрата, расположенного между двумя подвижными плитами. Горячая камера прессования обеспечивает работу машины на автоматическом режиме.
Механизм прессования обеспечивает ступенчатую скорость прессования и высокое конечное давление на расплав после заполнения пресс-формы, способствующие удалению воздуха из полости пресс-формы и повышению плотности отливки.
Отливка выталкивается гидравлическим выталкивателем, находящимся в подвижной плите. Коллектор позволяет регулировать интенсивность водяного охлаждения прессующего плунжера, пресс-формы (в четырех точках) и неподвижной плиты. За сливом воды из каждой точки можно наблюдать визуально. Безопасность работы на машине обеспечивается блокировками, предотвращающими неправильное включение механизмов, защитными дверью с рабочей стороны машины и кожухом вокруг механизма запирания. Кнопочное управление, автоматический режим работы в сочетании с рациональным размещением органов управления и основных мест обслуживания сводит к минимуму утомляемость литейщика, что позволяет ему обслуживать сразу несколько машин.
форсунок в ультразвуковых ваннах и на стендах
Дезинфицирующие средства
широкого применения для дезинфекции на объектах железнодорожного транспорта, пищевой промышленности, ЛПУ, ветеринарного надзора
Моющие средства
для железнодорожного транспорта, сертифицированные ВНИИЖТ- «Фаворит К» и «Фаворит Щ», внутренняя и наружная замывка вагонов.
Литейные машины с горячей камерой прессования схема
Фасадные работы рано или поздно могут потребоваться для любого здания. Соответствующее оборудование нужно будет подобрать для этого.
Стальные задвижки относятся к категории запорной арматуры и используются для трубопроводов, предназначенных для транспортировки различных веществ (нефть, газ, вода.
Кровля играет особую роль для каждого дома. Во-первых, от ее качества зависит уровень комфорта при проживании в нем. Крыша, изготовленная из некачественных материалов.
В этой статье мы поговорим об очень важном моменте на пути обустройства гаража, а именно о выборе типов полок и их креплении внутри помещения.
Рентгенофлуоресцентный спектрометр – устройство, с помощью которого можно получить данные о составе вещества. Спектральные данные, которые получает прибор, далее.
Традиционные технологии делают возведение новых объектов длительным и дорогостоящим процессом, причем настолько, что даже их долговечность не оправдывает затраты.
Мотор-редуктор – это единый узел, который состоит из редуктора и двигателя. Подобный механизм работает как преобразователь вращательного момента и частоты вращения.
Существенно проще сегодня стало зарегистрировать кассовый аппарат. Даже из дома можно провести все необходимые операции. В налоговую инспекцию нужно было обязательно.
Литье металлов под давлением
Основы литья металлов под давлением
Литьё металлов под давлением — способ изготовления отливок из сплавов, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму под высоким давлением от 7 до 700 МПа. Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей. Изделия могут быть массой от десятков граммов до десятков килограммов. Литье металлов под давлением занимает одно из самых высоких мест по объемам массового производства в металлообработке.
Литьём под давлением изготавливают:
детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
детали компьютеров, мобильных телефонов и прочего аналогичного оборудования.
Литье под давлением алюминия: используется в легких и высокопрочных узлах. Картер коробки передач и т.д.
Литье под давлением магния: используется в легких и высокопрочных узлах, например: корпуса электро-борудования.
Литье под давлением цинка: используется при производстве игрушек и в деталях малых размеров, а так же в узлах с хорошим качеством поверхности, особенно где есть хромирование.
Литье под давлением латуни: используется в сантехнических изделиях, например, водопроводных кранах, смесителях.
Процесс изготовления изделий
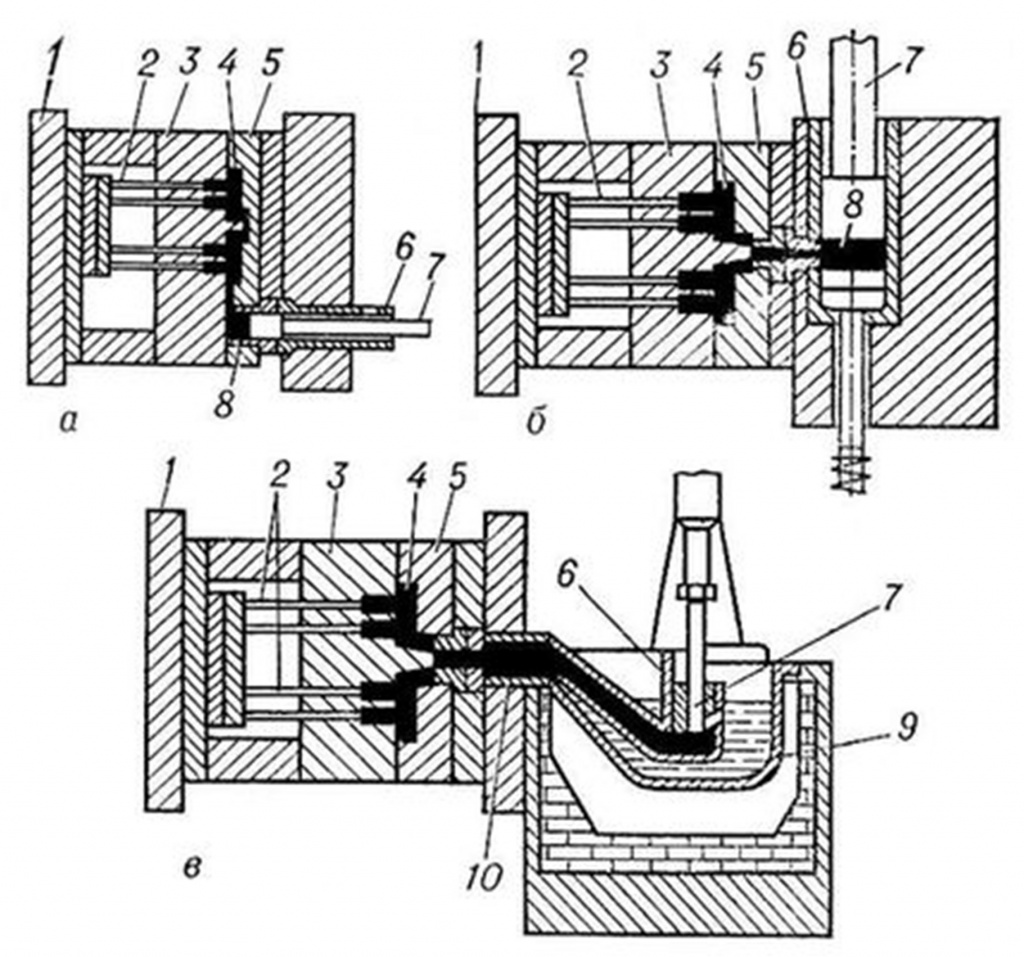
Литейные формы (пресс-формы) обычно изготавливаются из стали. Оформляющая полость формы выбирается подобной наружной поверхности отливки, однако учитываются искажения размеров. Пресс-форма содержит также выталкиватели и подвижные металлические стержни, образующие внутренние полости изделий. Литейные машины разделяют на два вида — с горячей и холодной камерой прессования. По типу расположения вертикальные и горизонтальные. На рис. 1 дана принципиальная схема работы машин с холодной камерой прессования, расположенной у одних машин горизонтально (a), a y других — вертикально (б). При работе машины жидкий металл мерной ложкой или с помощью автоматического дозатора заливают в камеру прессования 6 и гидравлическим плунжером (прессующим поршнем 7) запрессовывают в пресс-форму. Пресс-формы изготовляют из двух половин (подвижной 3 и неподвижной 5) с вертикальной или горизонтальной плоскостью разъема. Это обеспечивает быстрое извлечение отливок с помощью толкателей 2, которые крепятся с тыльной стороны подвижной пресс-формы.
Рис.1 — Схемы литья под давлением на машинах с камерами прессования:
а — холодной горизонтальной;
б — холодной вертикальной;
1 — плита крепления подвижной части формы;
3 — подвижная матрица формы;
4 — полость формы (отливка);
5 — неподвижная матрица формы;
6 — камера прессования;
7 — прессующий поршень;
9 — тигель нагревательной передачи;
10 — обогреваемый мундштук.
Литейные машины с горячей камерой прессования
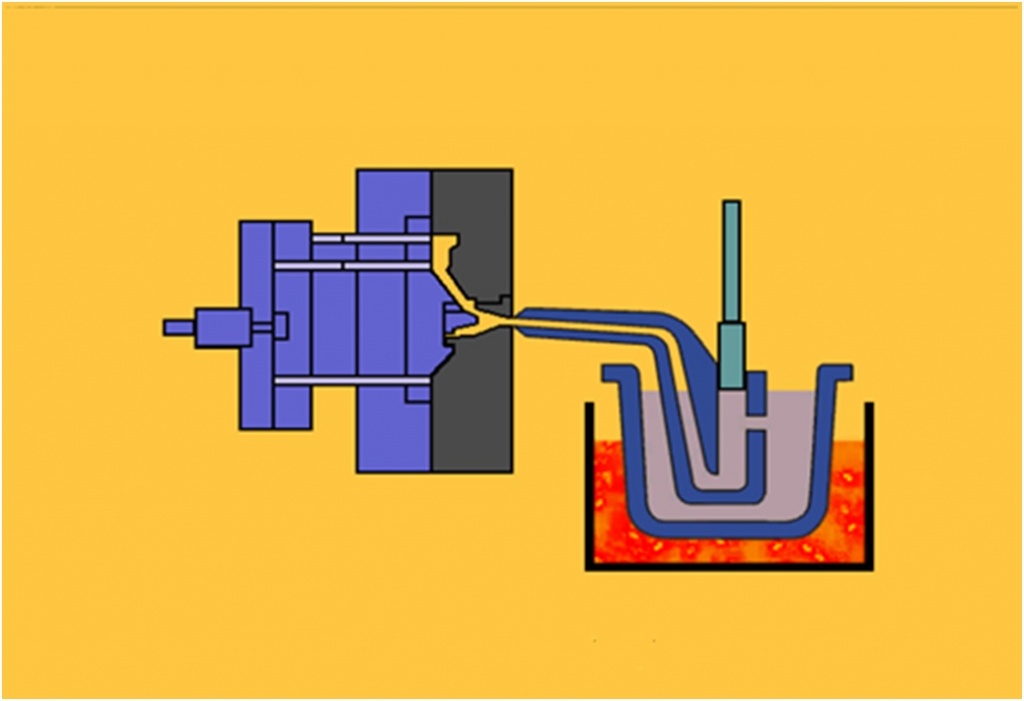
Сплавы на основе цинка, как правило, льются в машинах с горячей камерой прессования. Камера погружена в расплав. Под относительно слабым давлением сжатого воздуха или поршня расплав из камеры вытесняется в пресс-форму.
Скоростная операция. Время цикла менее 1 секунды для маленьких деталей, до 30 секунд для более крупных деталей.
Рабочее давление в диапазоне от 100-300 атм.
Обычные пресса или небольшие высокоскоростные установки.
Рис.2 — Схема литья под давлением на машинах с горячей камерой прессования:
Литейные машины с холодной камерой прессования
Такие машины используются для литья под давлением алюминиевых, магниевых, медных сплавов. Литьё в пресс-формы происходит под давлением от 35 до 700 МПа.
Инжекторный плунжер и цилиндр не опускаются в расплавленный.
Расплавленный металл разливается ковшом механически или вручную.
Более длительное время цикла. Может достигать 1 мин.
Рабочее давление 200-700 psi Al и Mg (13-47 атм.).
Рабочее давление 400-1000 psi Cu (27-68 атм.).
Рис.3 — Схема литья под давлением на машинах с холодной камерой прессования:
Основные преимущества литья под давлением
К основным преимуществам технологии литья под давлением можно отнести:
высокую производительность;
высокое качество поверхности (5-8 классы чистоты для алюминиевых сплавов);
точные размеры литого изделия (3-7 классы точности);
минимальная потребность в механической обработке изделия.
Процессы литья под давлением
Существуют следующие этапы литья под давлением:
Первый этап: раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
Второй этап: смыкание пресс-формы.
Третий этап: заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
Четвертый этап: запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает металл в камеру прессования.
Пятый этап: снятие готового изделия.
Смазочные материалы для литья под давлением
Перед началом, а также и во время работы рабочую поверхность пресс-формы покрывают смазкой линейка PetroferFormol. Смазки для холодного пуска наносятся на холодные штампы в начале операции, то есть в тот момент, когда смешивающиеся с водой жидкие смазочные материалы еще не образуют достаточную пленку из-за низких температур матрицы. Смазка частично предохраняет форму от термического удара и, следовательно, увеличивает сроки службы формы, она способствует более легкому извлечению отливки из формы, предохраняя форму от приваривания. Смазка помогает получить также более качественную поверхность отливки. Смазки для холодного пуска используют в качестве разделительного состава при производстве отливок из свинцовых сплавов. Данные продукты практически не эмульгируются, и требуется их удаление методом скиммирования.
При литье под давлением в 90-Х годах применяли в основном жирные смазки на основе минеральных масел, которые при сгорании не дают минеральных осадков. При литье алюминиевых сплавов применяли смесь масла с графитом или смесь графита с воском и вазелином и др.
Современные водосмешиваемые и чистые масла отвечают следующим требованиям:
нанесение смазочного материала методом микро-напыления под давлением. Очень тонкий слой смазки должен обеспечивать весь предъявляемый функционал и способствовать экономичности расхода.
высокие проникающие свойства и устойчивость к температуре, отсутствие воспламенения и образования дыма. Применение продукта для различных сложностей геометрических форм.
состав смазки должен обеспечивать высокий эффект отделения металла из формы, оставлять после отделения минимальное накопление осадков.
легкое удаление отложений и очистка оборудования. Остатки на литых компонентах должны быть совместимы с процессами окраски и гальванике изделий.
высокие концентрации смешения с водой 1:50-1:200.
устойчивость к поражению микроорганизмами и стабильность эмульсии, минимальное влияние на здоровье человека и окружающую среду.
долгий срок службы смазки на форме, отсутствие стекания образования сгустков и содержания твердых веществ в составе.
равномерное охлаждение формы, коррозионная защита узлов и оснастки, улучшенное прохождение метала.
Смазку наносят тонким, ровным слоем через 1—2 заливки. Для получения качественного изделия необходимо соблюдать определенные значения удельного давления прессования.
Продукция PETROFER для литья металла под давлением
Компания PETROFER предлагает своим клиентам продукты, отвечающие всем потребностям современной промышленности.
Линейка продуктов DIE-LUBRIC – смазочные материалы для литья металлов под давлением в портфеле продуктов Petrofer. Водосмешиваемые и чистые масла подходят для смазки форм при литье под давлением изделий из алюминия, цинка, магния, меди и металлов различных сплавов. Продукты разделяются для применения в машинах как горячего литья, так и холодного литья; оптимизированы для универсального и специального применения. Имеют экономичный расход, хорошую защиту от коррозии. Состав продуктов максимально безопасен для здоровья человека и окружающей среды.
При этом стоит отметить, что могут быть улучшены следующие факторы: