Автосборочное производство

Копирование текста разрешено при условии ссылки на данный контент.
Процесс сборки автомобилей (кузова и шасси). Trim and chassis.
Процесс сборки автомобилей имеет аналогию между всеми автопроизводителями, но могут отличаться последовательностью. Важным аспектом можно выделить наличие автоматизации, т.к. именно на сборке этот показатель имеет самый низкий коэффициент, в пределах 10-15%. Как бы странно это не выглядело, но именно автоматизация специально минимизируется автопроизводителем и в цифрах это выглядит следующим образом: окупаемость автоматического процесса предприятию (оборудование) в денежном эквиваленте достигает 5 лет и более. Это высокий показатель, тогда как оптимальный срок окупаемости должен сохраняться до 3-х лет.
Касательно автоматизации на сборке.
Автоматическая сборка применяется зачастую для вклейки стекол, когда робот наносит клей на стекло и устанавливает на кузов.
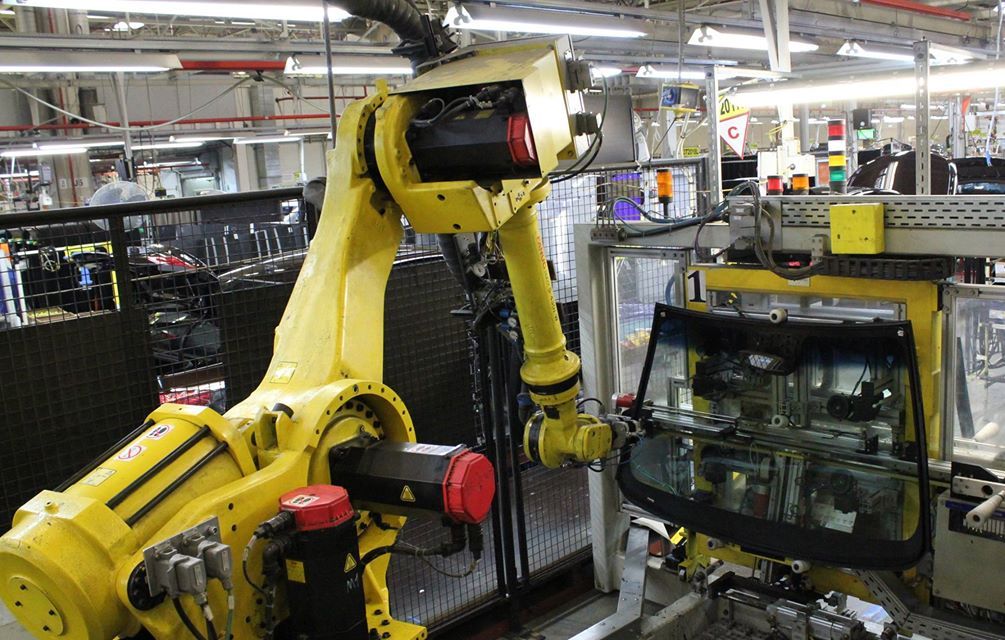 Процесс роботизированной вклейки стекла
Процесс роботизированной вклейки стекла
Остальные вариации это в основном манипуляторы, они облегчают вес изделия и скорость подачи крупной и тяжелой детали, например, как панель приборов, двигатель, двери, колеса, АКБ.
Передовые европейские заводы усовершенствовали процесс сборки интегрировав в конвейер возможность продольного кручения кузова, допустив 90 градусный поворот собираемого автомобиля. Данная опция позволяет быстро, качественно и с минимальной трудоемкостью для операторов производить сборку со стороны днища автомобиля. Т.к. это дорогое оборудование, в России нет подобных линий.

Оптимизации численности персонала возможна с помощью подачи деталей и комплектующих на конвейер посредством автоматических транспортеров AGV.
AGV – это автоматическая телега которая перемещается в заданной траектории. Траектория создается с помощью специальной ленты на полу, от точки А к точке Б и обратно, т.е. склад-конвейер-склад. Имеет она собственную АКБ батарею, блок управления, программатор, связь по WI-FI.

В СНГ AGV используют на Рено Россия (ранее Автофрамос), GM-AVTOVAZ, Nissan СПБ. Сегодня AGV пользуются популярностью, имеют окупаемость в течение года.
Логист на складе заполняет AGV и подтверждает отправку, далее транспортер приезжает к точке доставки и ожидает дальнейшей команды, сборщик на линии выгружает телегу на своем посту и подтверждает возврат на склад.
 Применение AGV в условиях производства
Применение AGV в условиях производства
Но, прогресс в сборочном производстве не стоит на месте и вместо автоматизации сборочные производства сконцентрированы на оптимизации процессов, именно этот пункт позволяет минимизировать количество персонала с максимальным экономическим эффектом, при этом улучшить показатели качества автомобиля, о них опишем ниже:
В особенности в этом заинтересованы отечественные автопроизводители и небольшие компании по производству крупных автокомпонентов. Например, российские автопроизводители редко производят замену модельного ряда, в том числе и фейслифт. Причина крайне проста, все сохранившиеся заводы наследия СССР перешли в частные руки с устаревшим и не модифицированным многие годы принципом работы, в свою очередь у владельцев нет свободных средств, как следствие мы слышим из СМИ о выделении государственной поддержки/субсидий.
Иностранные автопроизводители последовательно вели цикл оптимизаций, как один из простых примеров, это завод полного цикла держать в одних руках убыточно, концентрация осуществляется на основные процессы производства автомобиля, а именно Прессовое, Сварочное, Окрасочное, Сборочное.
Все вторичные производственные процессы, как например: производство баков, пластика (бампера, панели проборов и т.п.), сиденья, печки, шумоизоляция (в том числе ковры) и прочее отдается на аутсорсинг и изготавливается партнерами автопроизводителя.
Почему убыточен завод полного цикла? Опишем требуемые замороженные средства в этапах для деталей и комплектующих на примере производства металлического бензобака:
- Заводу необходимо закупить металл для бензобака (если используется металлический),
- Оплата доставки,
- Хранение на складе завода,
- Транспортировка внутри завода на раскрой,
- Далее, нарезка на заготовки,
- Штамповка,
- Транспортировка на сборку и “обварку” заготовок,
- Транспортировка на окраску,
- Процесс окраски,
- Далее транспортировка на подсборку навесных деталей и в качестве готового продукта через склад в сборочно-кузовной цех.
Данное количество операций занимает несколько дней прежде чем изделие будет установлено на автомобиль, а прибыль за готовую единицу продукции (в нашем случае бензобак) возможно получить только после продажи товарного автомобиля, что составляет примерно 3-4 месяца.
В общей сложности период замораживания средств для детали и ее комплектующих, персонала, здания, налога, электричества, логистики по заводу и т.д. составит порядка 5-6 месяцев.
Однозначно, компактное предприятие с основными циклами имеет меньший период оборота финансовых средств, что позволяет пустить их на развитие.
Все вторичные детали отданы поставщикам, где они сами заказывают оснастку, обслуживают здание и помещение, склады в том числе доставку до сборочного цеха на условиях 30 или 60 дневной отсрочки платежа перед заказчиком.
 Площадка GM
Площадка GM
 Площадка GM
Площадка GMНа примере General Motors.
Автопроизводитель не производит пластиковые детали, но имеет несколько поставщиков, где каждый изготавливает панель приборов, бампера, обшивки дверей. GM выставляет требования к качеству, согласовывает входные цены, производит постоянный аудит поставщика, это называется “развитием”.
При необходимости сделать фейслифт новому продукту, GM отдает поставщику
чертежи. Поставщик за счет собственных средств заказывает оснастку, ведет проект под ключ до серийного производства и поставки продукта на площадку GM.
Оплата затрат поставщика имеет 2 варианта:
- цена затрат поставщика ложится на стоимость детали,
- затраты оплачиваются отдельно после запуска производства.
Каждый из вариантов имеет отсрочку оплаты, что выгодно для GM.
Автоистории: появление первого автомобильного конвейера
14 января 1914 года стало переломным моментом в истории автомобилестроения. В этот день Генри Форд объявил о внедрении нового метода сборки автомобилей на непрерывно движущемся конвейере. Если до этого на сборку одной машины уходило более 12 часов, то после перевода на конвейер время сократилось до двух и даже менее часов. Как следствие «Модель Т» начали выпускать миллионными тиражами.
«Модель Т» или «Жестяная Лиззи» не была первым автомобилем, который собрал Генри Форд, однако до этого сборка проводилась вручную, сам процесс занимал много времени, как следствие, машина была штучным товаром, предметом роскоши. Благодаря изобретению промышленного конвейера для поточного производства автомобилей Форд, как говорили его современники, «посадил Америку на колеса». Дело в том, что конвейер для массового производства использовали и до этого. Однако Генри Форд первым «поставил на конвейер» такую технически сложную продукцию, как автомобиль.
Собственно первую попытку автоматизировать процесс сделали в компании Oldsmobile в 1901 году. Там была организована сборочная линия: детали и узлы будущего автомобиля перемещались на специальных тележках от одного рабочего пункта к другому. Эффективность производства повысилась в несколько раз. Однако Генри Форд хотел улучшить эту технологию.

Генри Форд и его знаменитая «Жестяная Лиззи»
Говорят, что идея автомобильного конвейера пришла в голову Форду после визита на чикагские скотобойни. Там подвешенные на цепях туши двигались от одной «станции» к другой, где мясники отрубали куски, не теряя времени на переходы от одного рабочего места к другому. Как бы то ни было, в 1910 году Форд построил и запустил завод в Хайленд-парке, на котором спустя пару лет и провел первый эксперимент по использованию сборочного конвейера. К цели шли постепенно, первым на сборку пошел генератор, затем правило распространили на весь двигатель, а потом и на шасси.
Сократив время на производство автомобиля и различные издержки, Генри Форд снизил и цену автомобиля. Как следствие личная машина стала доступна среднему классу, который прежде мог об этом только мечтать. «Модель Т» вначале стоила 800 долларов, потом 600, а во второй половине 1920-х годов ее стоимость снизилась до 345 долларов, при этом изготавливалась она менее, чем за два часа. По мере снижения цены стремительно увеличивались продажи. Всего было выпущено около 15 млн таких машин.
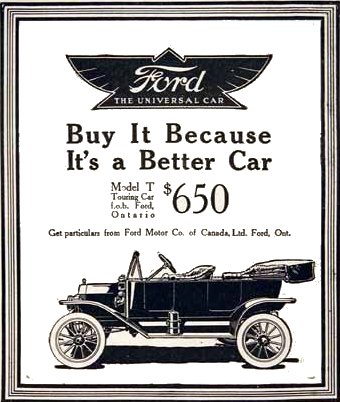
Благодаря поточному производству стоимость «Модели Т» снизилась до 650 долларов
Успешному производству способствовал не только конвейер, но и толковая организация труда. Во-первых, с 1914 года Форд начал платить рабочим по 5 долларов в день, что было значительно больше, чем в среднем по отрасли. Во-вторых, он сократил рабочий день до 8 часов, в- третьих, он предоставил своим рабочим 2 выходных дня. «Свобода — это право работать приличествующее количество часов и получать за это приличествующее вознаграждение; это возможность самому устраивать свои личные дела», писал Форд в книге «Моя жизнь, мои достижения».
Как собирают КАМАЗы: что поменялось за 45 лет
КАМАЗ показал, что изменилось на главном сборочном конвейере предприятия за 45 лет. Все это время производство эволюционировало и к настоящему моменту практически полностью переродилось. Что осталось неизменным, так это длина конвейера — как и в 1970-х, она составляет 700 метров, но вот количество сборочных позиций уменьшилось. На предприятии объясняют это тем, что габаритная длина первых автомобилей едва превышала 8 метров, а в 1990-х началось производство 11-метровых большегрузов, под которых пришлось адаптировать сборку.
По-другому наносят VIN-номер: раньше его ставили вручную, с помощью молотка, теперь же используют электронный маркиратор. Вместо пневматических гайковертов, использовавшихся в СССР, на сборке КАМАЗов применяют электронные, не зависящие от давления воздуха, а значит, более стабильные в моменте затяжки и с собственной системой контроля.
А совсем недавно технологические колеса, которые ставили на КАМАЗы на сборке, тоже ушли в прошлое — теперь все машины сходят с конвейера на штатных шинах. Кроме того, улучшились условия отдыха рабочих, появились современные помещения для мастеров.
Вторая ветка конвейера, где собираются грузовики последнего поколения, обзавелась электронными сборочными системами с обратной связью, появились на ней современные стенды для заправки и прокачки гидросистемы рулевого механизма и сцепления. Ход конвейера полностью контролируется системой MES (Manufacturing Execution System): на большом мониторе отображается степень сборки каждой машины на линии.
- АВТОВАЗ тоже модернизирует сборку: конвейер по выпуску Niva Travel работники улучшали все 20 лет его существования, а производство Largus и XRay прямо сейчас перенастраивают под выпуск полноприводных моделей.