Оборудование, применяемое при сборке автомобилей

Существует несколько типов оборудования
- молотки;
- кернеры;
- зубила;
- крейцмейсели;
- дрели;
- шлифовальные машины;
- гайковерты.
- подставки;
- поворотные столы;
- стенды для сборки коробок передач и двигателей;
- приспособления для прессовки шестерен, втулок, подшипников на валы.
- специальные контрольные приспособления;
- стенды для определения эксплуатационных параметров собранного агрегата или автомобиля в целом.
- подъемники с электрическим или гидравлическим приводом;
- различные кран-балки;
- тельферы;
- электротали.
- электрокары;
- электропогрузчики;
- тележки;
- конвейеры.
Сборка, как правило, осуществляется в соответствии с технологической цепочкой, соответственно и рабочие места рабочих-сборщиков должны располагаться одно за другим по технологии сборки.
Все оборудование, приспособления и инструмент должен быть исправным и использоваться только по назначению. Инструмент с электрическим и пневматическим приводом перед применением необходимо опробовать простым включением не присоединяя к собираемым агрегатам и узлам. Все провода и шланги должны иметь заводскую изоляцию и оплетку, не допускается разлохмаченная тканевая изоляция и изоляция, отремонтированная с помощью изоленты. Невыполнение этих требований может привести не только к отказу в работе оборудования, но и к возникновению ситуаций опасных для жизни как работающих с этим оборудованием, так и окружающих.
Автосборочное производство

Копирование текста разрешено при условии ссылки на данный контент.
Процесс сборки автомобилей (кузова и шасси). Trim and chassis.
Процесс сборки автомобилей имеет аналогию между всеми автопроизводителями, но могут отличаться последовательностью. Важным аспектом можно выделить наличие автоматизации, т.к. именно на сборке этот показатель имеет самый низкий коэффициент, в пределах 10-15%. Как бы странно это не выглядело, но именно автоматизация специально минимизируется автопроизводителем и в цифрах это выглядит следующим образом: окупаемость автоматического процесса предприятию (оборудование) в денежном эквиваленте достигает 5 лет и более. Это высокий показатель, тогда как оптимальный срок окупаемости должен сохраняться до 3-х лет.
Касательно автоматизации на сборке.
Автоматическая сборка применяется зачастую для вклейки стекол, когда робот наносит клей на стекло и устанавливает на кузов.
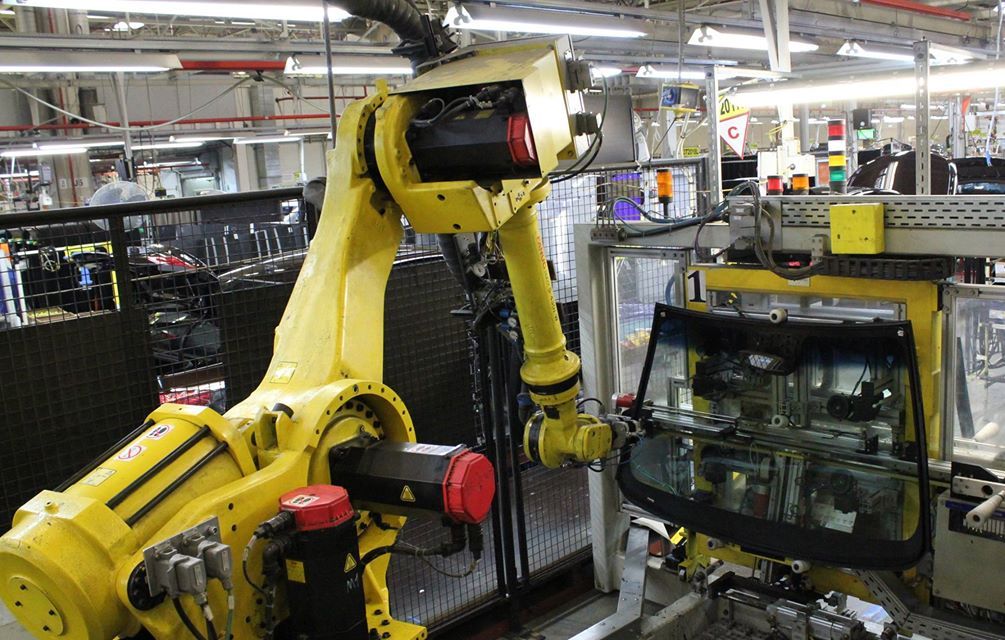 Процесс роботизированной вклейки стекла
Процесс роботизированной вклейки стекла
Остальные вариации это в основном манипуляторы, они облегчают вес изделия и скорость подачи крупной и тяжелой детали, например, как панель приборов, двигатель, двери, колеса, АКБ.
Передовые европейские заводы усовершенствовали процесс сборки интегрировав в конвейер возможность продольного кручения кузова, допустив 90 градусный поворот собираемого автомобиля. Данная опция позволяет быстро, качественно и с минимальной трудоемкостью для операторов производить сборку со стороны днища автомобиля. Т.к. это дорогое оборудование, в России нет подобных линий.

Оптимизации численности персонала возможна с помощью подачи деталей и комплектующих на конвейер посредством автоматических транспортеров AGV.
AGV – это автоматическая телега которая перемещается в заданной траектории. Траектория создается с помощью специальной ленты на полу, от точки А к точке Б и обратно, т.е. склад-конвейер-склад. Имеет она собственную АКБ батарею, блок управления, программатор, связь по WI-FI.

В СНГ AGV используют на Рено Россия (ранее Автофрамос), GM-AVTOVAZ, Nissan СПБ. Сегодня AGV пользуются популярностью, имеют окупаемость в течение года.
Логист на складе заполняет AGV и подтверждает отправку, далее транспортер приезжает к точке доставки и ожидает дальнейшей команды, сборщик на линии выгружает телегу на своем посту и подтверждает возврат на склад.
 Применение AGV в условиях производства
Применение AGV в условиях производства
Но, прогресс в сборочном производстве не стоит на месте и вместо автоматизации сборочные производства сконцентрированы на оптимизации процессов, именно этот пункт позволяет минимизировать количество персонала с максимальным экономическим эффектом, при этом улучшить показатели качества автомобиля, о них опишем ниже:
В особенности в этом заинтересованы отечественные автопроизводители и небольшие компании по производству крупных автокомпонентов. Например, российские автопроизводители редко производят замену модельного ряда, в том числе и фейслифт. Причина крайне проста, все сохранившиеся заводы наследия СССР перешли в частные руки с устаревшим и не модифицированным многие годы принципом работы, в свою очередь у владельцев нет свободных средств, как следствие мы слышим из СМИ о выделении государственной поддержки/субсидий.
Иностранные автопроизводители последовательно вели цикл оптимизаций, как один из простых примеров, это завод полного цикла держать в одних руках убыточно, концентрация осуществляется на основные процессы производства автомобиля, а именно Прессовое, Сварочное, Окрасочное, Сборочное.
Все вторичные производственные процессы, как например: производство баков, пластика (бампера, панели проборов и т.п.), сиденья, печки, шумоизоляция (в том числе ковры) и прочее отдается на аутсорсинг и изготавливается партнерами автопроизводителя.
Почему убыточен завод полного цикла? Опишем требуемые замороженные средства в этапах для деталей и комплектующих на примере производства металлического бензобака:
- Заводу необходимо закупить металл для бензобака (если используется металлический),
- Оплата доставки,
- Хранение на складе завода,
- Транспортировка внутри завода на раскрой,
- Далее, нарезка на заготовки,
- Штамповка,
- Транспортировка на сборку и “обварку” заготовок,
- Транспортировка на окраску,
- Процесс окраски,
- Далее транспортировка на подсборку навесных деталей и в качестве готового продукта через склад в сборочно-кузовной цех.
Данное количество операций занимает несколько дней прежде чем изделие будет установлено на автомобиль, а прибыль за готовую единицу продукции (в нашем случае бензобак) возможно получить только после продажи товарного автомобиля, что составляет примерно 3-4 месяца.
В общей сложности период замораживания средств для детали и ее комплектующих, персонала, здания, налога, электричества, логистики по заводу и т.д. составит порядка 5-6 месяцев.
Однозначно, компактное предприятие с основными циклами имеет меньший период оборота финансовых средств, что позволяет пустить их на развитие.
Все вторичные детали отданы поставщикам, где они сами заказывают оснастку, обслуживают здание и помещение, склады в том числе доставку до сборочного цеха на условиях 30 или 60 дневной отсрочки платежа перед заказчиком.
 Площадка GM
Площадка GM
 Площадка GM
Площадка GMНа примере General Motors.
Автопроизводитель не производит пластиковые детали, но имеет несколько поставщиков, где каждый изготавливает панель приборов, бампера, обшивки дверей. GM выставляет требования к качеству, согласовывает входные цены, производит постоянный аудит поставщика, это называется “развитием”.
При необходимости сделать фейслифт новому продукту, GM отдает поставщику
чертежи. Поставщик за счет собственных средств заказывает оснастку, ведет проект под ключ до серийного производства и поставки продукта на площадку GM.
Оплата затрат поставщика имеет 2 варианта:
- цена затрат поставщика ложится на стоимость детали,
- затраты оплачиваются отдельно после запуска производства.
Каждый из вариантов имеет отсрочку оплаты, что выгодно для GM.
Генри Форд не создавал конвейер: разрушаем популярный миф
Предыстория
Генри Форд, безусловно, является одним из самых знаменитых людей мира, и сложно найти человека, который ничего не знает о нем. Генри знаменит тем, что умудрился сделать доступный для широких масс автомобиль, тем самым подстегнув автомобильную промышленность к бурному развитию. В честь этого человека даже был назван один экономический термин – «фордизм». Термин обозначает новую организацию поточного производства, которая стала возможной при помощи сборочного конвейера.
На самом же деле, Форд собрал первый автомобиль ручным способом, как и все производители того времени. До этого в сборочном цеху устанавливали в ряд шасси, вокруг каждого из которых суетилась бригада из нескольких рабочих — она то устанавливала двигатели, то собирала кузов, то подтаскивала крылья, колеса, коробки с болтами, самостоятельно собирая машину снизу доверху. Себестоимость автомобилей, собранных ручным способом была высока, и поэтому только богатые люди в то время могли позволить себе купить машину.
Как возникло конвейерное производство
Первый шаг к конвейерному производству сделала компания Oldsmobile, которая появилась в 1901 году. Именно этих ребят можно считать изобретателями современного конвейера — все детали и узлы перевозились на тележках от одного рабочего к другому, что позволило увеличить выпуск автомобилей с 400 до 5000 в год. Форд подключил все свои ресурсы для того, чтобы обогнать владельца Oldsmobile Рэнсома Олдса и усовершенствовал систему.
Есть легенда, что идею автомобильного конвейера фабрикант подсмотрел на чикагских скотобойнях — именно там туши, подвешенные на цепях, двигались между «станциями», и именно там мясники отделяли куски туш, не теряя времени на переходы от одного места к другому. В 1910 году Генри построил завод в Хайленд-парке, на котором начал готовиться к эксперименту по внедрению сборочного конвейера, а уже в 1913 году он запустил «пилотный» проект.
Самая первая конвейерная линия Форда использовалась для сборки генераторов. Процесс был разбит на 29 операций, которые выполняли разные рабочие, и это сократило время сборки узла с 20 до 13 минут. А со временем количество операций выросло до 84, при этом время сборки составляло 5 минут.
Постепенно правила разбивки на операции распространились на весь двигатель, а потом и на шасси. Сократив время на производство автомобиля и различные издержки, Генри Форд снизил и цену автомобиля. Как следствие, личная машина стала доступна среднему классу, который прежде мог об этом только мечтать. «Модель Т» вначале стоила 800 долларов, потом 600, а во второй половине 1920-х годов ее стоимость снизилась до 345 долларов, при этом изготавливалась она менее, чем за два часа. Отметим, что по мере снижения цены стремительно увеличивались и продажи. Всего было выпущено около 15 миллионов таких машин.
Предшественники
Безусловно, изобретение Форда стало локомотивом промышленной революции двадцатого века, но он был далеко не первым пользователем конвейера. Генри просто смог успешно адаптировать всемирно значимое изобретение. Отметим, что первые конвейеры были известны ещё несколько тысяч лет назад, и применялись в Китае и Египте для непрерывного орошения полей.
Первый же роликовый конвейер был сделан Хаймлом Годдаром в 1908 году, и именно этот тип конвейером стал широко применяться в автомобильной промышленности. Сам принцип соединения рабочих мест движущейся лентой позволил автомобилю «обрастать» деталями, которые устанавливали рабочие: кто — коробку передач, кто — двигатель, кто — колёса или фары. И так, в конце пути на конвейере стоял уже полностью готовый автомобиль. Нужно сказать, что этот принцип и по сей день соблюдается и используется на большинстве предприятий мира.
Не только конвейер
Безусловно, потоковая сборка автомобиля существенно помогла конвейеру попасть в широкие массы, но кроме этого Генри Форд знаменит тем, что начал платить рабочим по 5 долларов в день — это было значительно больше, чем в среднем по отрасли. Он же сократил рабочий день до 8 часов, а еще предоставил своим рабочим 2 выходных дня. В итоге, один узел доработанный гениальным специалистом, немного уважения к наёмным рабочим, и Генри Форд стал человеком, который навсегда вошел в историю.
Конвейеры для автомобильной промышленности
Проектирование и производство конвейерного оборудования
- Главная
- Продукты
- Конвейеры для автомобильной и шинной промышленности
Основные типы транспортных систем для автомобильной отрасли
Как правило, нужный тип конвейера выбирается в соответствии с особенностями производимой на предприятии продукции:
- Сборка панелей, трансмиссий, систем впрыска, колесных узлов и тормозных систем нуждается в гибких модульных конвейерах
- Для штучной продукции, контейнеров и коробок подбираются роликовые и модульные транспортеры
- Кузовные и сварочные работы требуют подбора особых модульных конвейеров, выдерживающих большие нагрузки
Основная сложность в этой отрасли – необходимость транспортировки тяжелой продукции (к примеру, кузова автомобиля), и поэтому для таких предприятий всегда подбираются «выносливые» конвейеры, способные выдержать большой вес. В то же время транспортеры, работающие на производственных линиях автомобильной сферы, должны иметь оптимальную скорость движения, которая подбирается индивидуально. Для мелкой продукции подойдут достаточно быстрые, компактные агрегаты, для тяжелой и крупной – «медлительные», аккуратно перевозящие тяжелое оборудование и детали.
Какие задачи решают транспортные системы?
В «МастерСервис» можно заказать транспортные линии, выполняющие любые функции. Среди основных:
- Работа с очень большим количеством продукции, которая должна выпускаться регулярно (это касается предприятий, производящих автозапчасти – им нужно выпускать множество видов продукции ежедневно, чтобы снабжать ею всех партнеров) – для таких целей требуются особенно выносливые конвейеры
- Подбор определенных деталей, которые затем упаковываются в коробки и контейнеры – для этого требуются многоуровневые роликовые и ленточные транспортеры, в которых каждый уровень отвечает за транспортировку определенного типа продукции
- Комплектация промежуточных узлов производственной линии – для них необходимо подобрать роликовые конвейеры, устанавливаемые между основным оборудованием
Кроме того, специалисты «МастерСервис» разрабатывают индивидуальные решения для цехов особой специфики. К примеру, если предприятие производит крупные детали (кузова, автомобильные баки и т.д.), оно будет нуждаться в компактном оборудовании, не занимающем много места. В таких случаях разрабатываются особые технологические линии, которые комплектуются роликовыми конвейерами, обслуживающими отдельно каждое производственное гнездо. Между ними же могут курсировать специальные мобильные тележки, которые перевозят контейнеры с деталями к нужным гнездам.
Разработку каждой производственной линии целесообразно заказывать отдельно, ведь типовые решения подходят далеко не для всех предприятий. И чтобы оборудование работало бесперебойно, следует доверять его профессионалам, которые смогут правильно укомплектовать и настроить его так, чтобы оно могло выполнять все свои функции.
Компания НПФ Мастер Сервис так же оказывает услуги по замене имеющихся на производстве конвейерных лент и комплектующих к транспортным системам на ленты компании HABASIT по специальным ценам.