Контователь блока цилиндров Автомобиля ГАЗ-53

Сибирская государственная автомобильно-дорожная академия (СибАДИ)
Кафедра «Эксплуатация и ремонт автомобилей»
Курсовой проект по дисциплине «ОПЭТО»
Проектирование кантователя блока цилиндров автомобиля ГАЗ 53
Омск-2011 г.
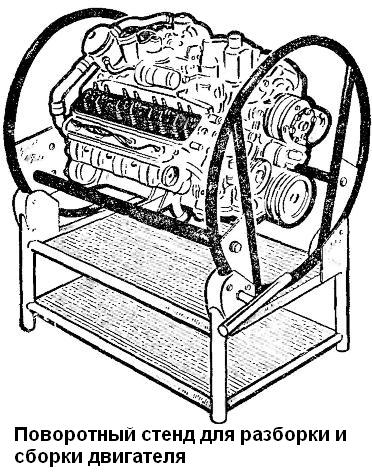
Кантователь блока цилиндров двигателя, модель 6601-13.
Кантователь предназначен для ремонта резьбовых отверстий в продольных плоскостях блока цилиндров двигателя ГАЗ-53
Данный стенд используется при работах текущего ремонта. Размещение данного оборудования целесообразно на агрегатном участке.
Основные функции изделия:
— надежное закрепление блока цилиндров во время работы;
— поворот блока цилиндров вокруг горизонтальной оси.
Вспомогательные функции изделия:
— подъем блока цилиндров.
Техническая характеристика
Габаритные размеры 1820х937х1408 мм.
Угол поворота двигателя 360 град.
Усилие на толкателе 1200 Н.
Напряжение питания 380 В.
Установленная мощность 1,1 кВт.
Состав: Руководство по эксплуатации; Пояснительная записка: Сборочный чертеж стенда, Спецификация СБ; Деталировка деталей стенда 
Софт: Компас v13. CDW
Сайт: www

Дата: 2013-04-20
Просмотры: 3 516
252  Добавить в избранное
Добавить в избранное
Еще чертежи и проекты по этой теме:

Софт: AutoCAD 15,6
Состав: Расчетно-пояснительная записка, черетежи: генеральный план, главный производственный корпус. планировочные решения, технологическая планировка агрегатного участка, конструкторская часть, стенд — кантователь для разборки и сборки коробок передач, технологический процесс разборки и сборки КП, экономическая часть. экономика.

Софт: КОМПАС-3D 16.1
Состав: Стенд СРСД 00.00.00 (СБ), Деталировка (ступица, рукоятка), Спецификация, Редуктор Ч-100-31,5-52 (ВО)

Софт: КОМПАС-3D 14
Состав: 1 Цель и задачи выпускной квалификационной работы; 2 Возможные неисправности, их причины и методы устранения; 3 Блок цилиндров ВАЗ 2170 82; 4 Поиск патентных решений; 5 Устройство для ремонта цилиндров двигателей внутреннего сгорания (RU 2038938); 6 Схема центрирования; 7 Схема расточки; 8 Схема хонингования; 9 Схема технологического процесса восстановления блоков цилиндров; 10 Планировка участка ТР двигателя; 11 Экономика; ПЗ

Софт: SolidWorks 15
Состав: Крышка блока цилиндров + отчет в ворд

Софт: Компас-3D 10
Состав: 3D-модель, сборочный чертеж(СБ), деталировка, спецификации.
Дата: 2013-04-20
Просмотры: 3 516
252 Добавить в избранное
Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
 Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
— шплинты и шплинтовочная проволока, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— болты и шпильки с вытянувшейся резьбой;
— гайки и болты с изношенными гранями;
— детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
— гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
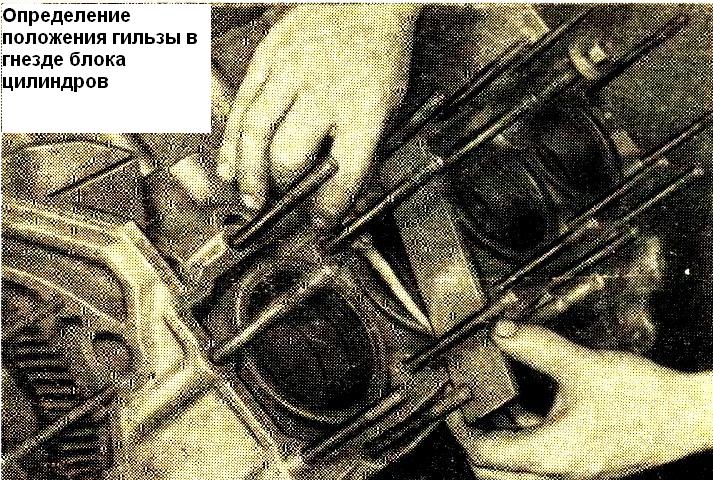
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
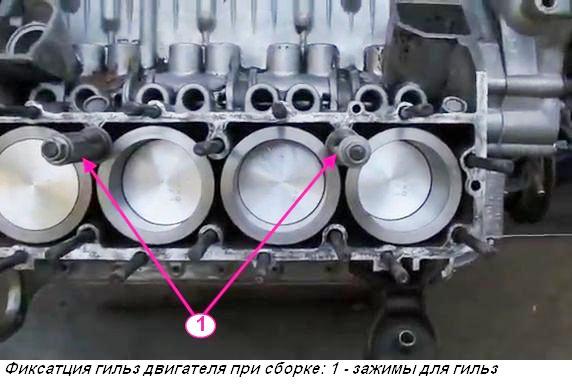
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха, необходимо совместить.
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

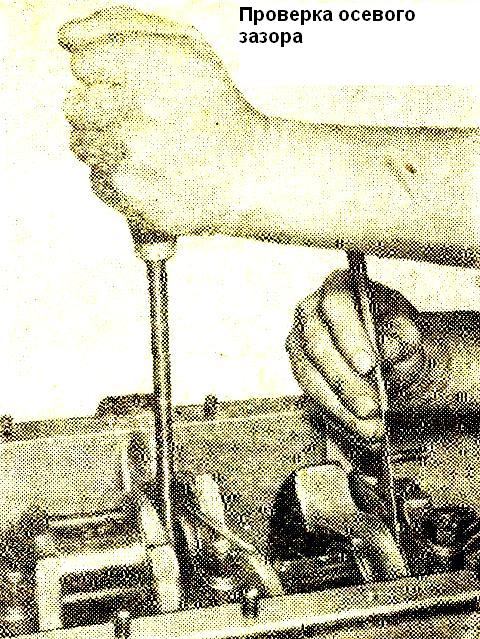
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Перед сборкой поршни нагревают в горячей воде до +70 0 С.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
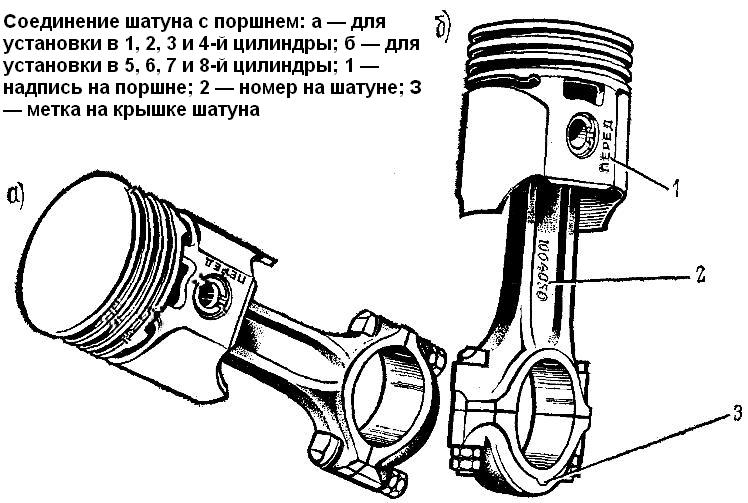
Шатуны и поршни при сборе ориентируют следующим образом: для поршней первого, второго, третьего и четвертого цилиндров надпись на поршне «перед» и номер, выштампованный на стержне шатуна, должны быть направлены в противоположные стороны, а для поршней пятого, шестого, седьмого и восьмого цилиндров — в одну сторону (рис. 7).
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.
При установке поршней в гильзы цилиндров следить за тем, чтобы надпись на поршне «перед» была направлена к переднему торцу блока цилиндров. Гайки болтов шатуна затянуть (момент 6,8 — 7,5 кгм) и законтрить.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.
Кантователь двигателя газ 53

| Страница 1 из 3 | 1 | 2 | 3 | > |
1. Силько ли повышает удобство работы кантователь двигателя? Всё время ремонтировал на верстаке и переворачивал для доступа к низу.
2. Сорокинский 0.3т выдержит реальные 300 кг (OM617)? Как-то он хиленько в реальности выглядит.