Как делают колеса? Разберем рядовой автомобиль + подробное видео
Мне всегда было интересно посмотреть, как делаются шины для легковых и грузовых автомобилей. Кстати многие их называют колеса, это не совсем правильно, ибо колесо – это диск + резина. И когда меня позвала компания NOKIAN на свой завод в городе Всеволожск (что под Питером), я с удовольствием согласился. Ведь у них там целый цикл производства. Причем на следующий день мы посетили и испытательный полигон в Финляндии (под маленьким городишком ИВОЛО). В общем, материал получился ОЧЕНЬ ИНТЕРЕСНЫЙ, и да чуть не забыл, красивое и познавательное видео в конце …

СОДЕРЖАНИЕ СТАТЬИ
Производство шин, это достаточно сложный технологический процесс, даже сложнее чем производство автомобилей! Почему? ДА все просто – автомобили не собираются на одном заводе, к ним поступают комплектующие со смежных структур, например двигатели, коробки, проводка, электрика и т.д. А затем происходит сборка. С шинами же все сложнее, все процессы производства, начиная от приготовления резиновой смеси, заканчивая вулканизацией, делается на одной производственной площадке (что очень сложно и «трудозатратно»).
Этапы производства шины
Чтобы изготовить обычное колесо, должно пройти 8 основных этапов:
- Изготовление резиновой смеси
- Производство компонентов
- Сборка шины
- Вулканизация колеса
- Складирование
- Маркировка
- Автоматическое тестирование
- Визуальный контроль

На заводе нам показали не все, многое скрыто от посторонних глаз, особенно компьютерные настройки, информация на мониторах, лаборатории и т.д. Все это может пригодиться конкурентам, поэтому – ЗАПРЕТ!
НО уже, что было показано, как и что делается, заслуживает внимания, так что начинаем.
Как делают резиновую смесь
НА конвейерную ленту подаются различные компоненты, это частички уже приготовленной резины, натуральный и синтетический каучуки.

Затем все это взвешивается и подается в печь. Нужно добиться однородного материала, который выходит в виде ленты. Причем для производства колеса таких лент нужно очень много, например, только для одного слоя протектора, нужно 4 ленты, которые запекаются в одну в экстракторе (но про это чуть позже).
Лабораторные исследования. Новые изготовленные ленты, нужно проверить на соответствие, поэтому оператор срезает краешки резины и отправляет их в лабораторию, по специальным «пневмоканалам». Пока лента не прошла проверку, на ней имеется красный ярлык.


В лаборатории, проверяют резиновые смеси на различные параметры, нагревают их, запекают, разрывают и т.д. (опять же нам показали не все). Но после таких проверок, принимается решение, использовать изготовленные ленты или нет. Очень подробно будет на видео внизу



Кстати в лаборатории есть специальные комнаты, где испытывают серу (она также применяется в производстве). Причем имеется большое количество вытяжек и противопожарных систем, потому как сера легко воспламеняется.
Производство компонентов
После того как ленты для производства шин готовы (и проверены), их отправляют на промежуточные склады. С которых их будут забирать на экструдеры.
Вообще производство компонентов, достаточно большая часть изготовления шин, мы посмотрели:
- Как делают бортовочные кольца. На металлическое и прорезиненное кольцо, далее приваривается часть резиновой ленты

- Затем в экструдере запекают из 4 проверенных резиновых лент — одну. Уже прочную и нужную для изготовления борта или протектора колеса


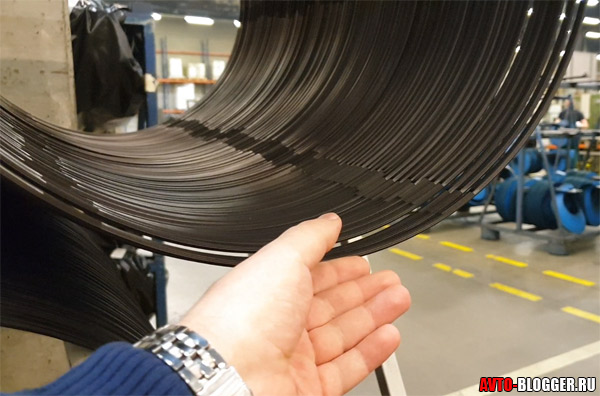
- Как хранят готовую резину в катушках, проложенную специальным материалом

- Видели, как крутят металлическую проволоку.

Как я и говорил, показали не все, но общий процесс понять можно.
Как делают зеленое колесо?
Когда все компоненты готовы, подходит время изготовить так называемое «зеленое колесо». Это шина, которая далее будет «вулканизироваться» и принимать нужную форму. А пока она имеет вид как бы сырой резины, очень мягкая.
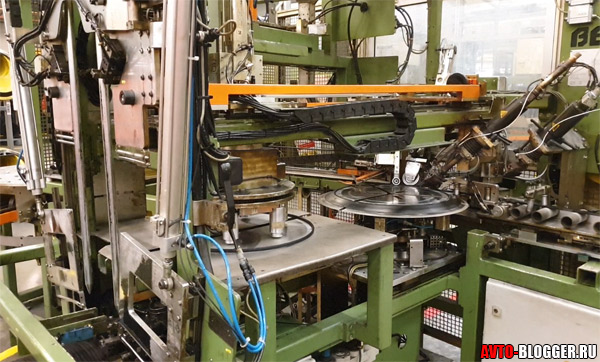
У компании NOKIAN, есть как частичное ручное изготовление, так и полностью автоматическое.
НА металлический барабан, приходят несколько уже приготовленных лент, которые усилены текстильными и металлическими волокнами. Оператор накладывает их друг друга, в нужном порядке.
После этого одеваются уже приготовленные бортовочные кольца.
Далее шина как бы надувается, вывертывается. Принимает нужные очертания
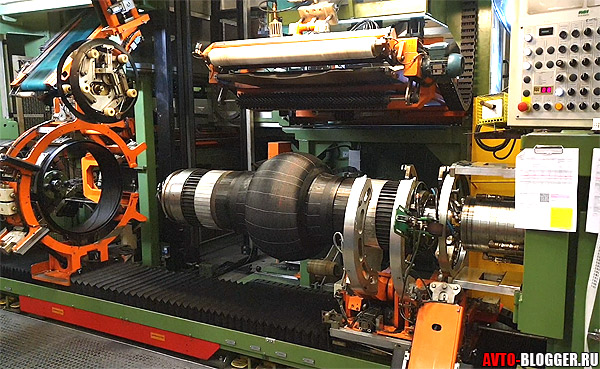
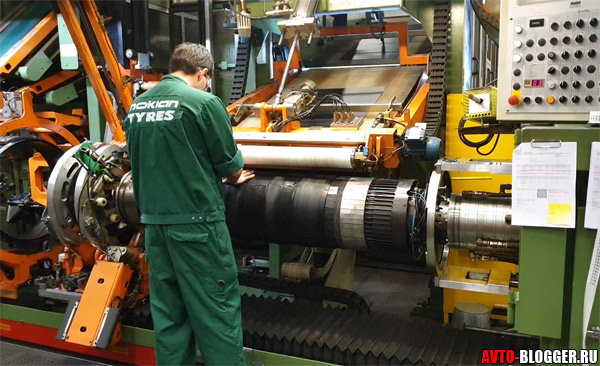
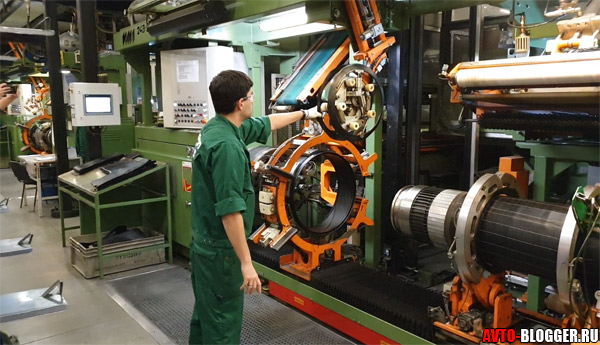
Верхний слой, который будет протектором, делается отдельно. У него также несколько слоев текстильного и металлического корда.
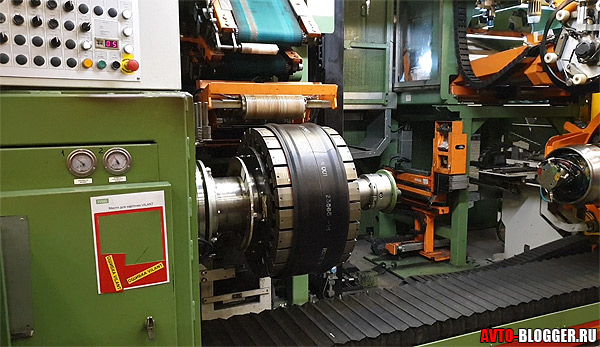
После верхняя часть (протектор) и центральная часть – соединяются вместе.
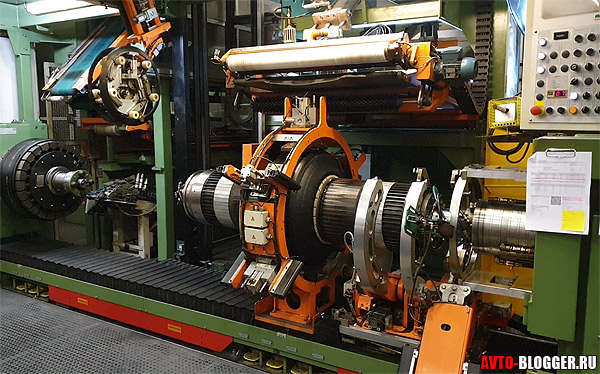
Так готовится «зеленая шина», которая складируется и ждет очередь на вулканизацию. Опять же на видео более подробно.
Вулканизация колеса
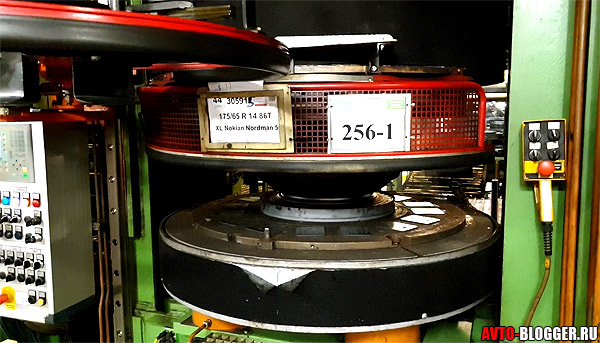
В специальные печи, которые внутри уже имеют рисунок протектора и нужный диаметр, подаются «зеленые шины». Устанавливаются на нижнюю, круглую часть

Ее немного накачивают, чтобы она расправилась и приняла нужную форму.
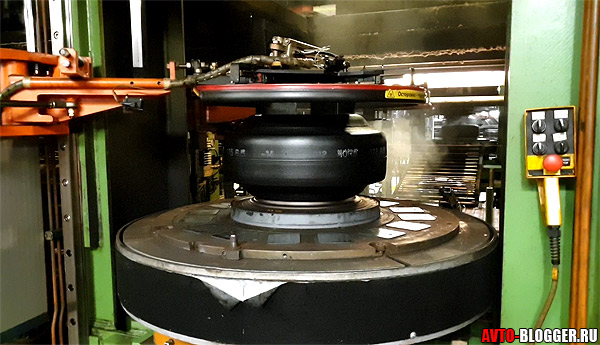
Далее верхняя часть печи (также круглая), опускается сверху и происходит процесс «запекания», по-научному вулканизации. Он может длиться от 9 до 14 минут, все зависит от конечного продукта, зима это или лето, шипы или липучка и т.д.
При этом резина из мягкого состояния переходит в твердое (той консистенции, которая задана изначально).
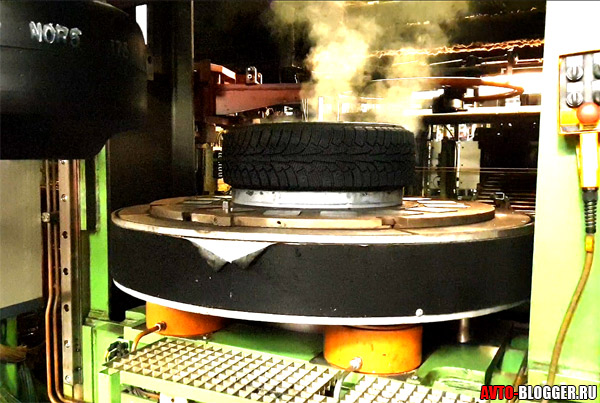
Далее печь открывается, и готовая покрышка уезжает на специальной транспортировочной ленте. Наверное на фото понять сложно, смотрите видео внизу, там более подробно.
Складирование и маркировка
Новоиспеченные колеса, специальным образом маркируют, собирают в комплекты и дальше складируют. НО они еще не идут на прилавки магазинов, их нужно проверить по многим параметрам.

Вообще после изготовления, шина должна полежать какое-то время на складе, прежде чем ее начнут тестировать и проверять. Как нам сказали, около 3 дней.
Автоматическое тестирование и визуальный контроль
Это заключительные этапы. Для начало колесо проверяют на специальных барабанах, имитирующие реальную нагрузку. Так крутят несколько часов (если не дней).
НО это еще не все, не должно быть вообще никаких повреждений протектора и корда колеса, поэтому далее идет визуальный контроль. Его делают специалисты высокого уровня, у них что говорится уже руки «набиты» определяют брак с «закрытыми глаза» (если так можно выразится). И только, после этого колеса собирают в комплекты и отправляются покупателям. Именно поэтому брака на производстве меньше 1%.

Опять же проверка готовой продукции, процесс многоступенчатый, и нам не все показали.
Испытания в реальных условиях
Как я писал выше, у компании NOKIAN есть собственный огромный полигон, в 700 гектаров, где испытываются их шины. Находится он под маленьким городом ИВОЛО (Финляндия), где мы также побывали. Нужно отметить, что местность находится за полярным кругом, и там около 300 холодных дней в году.
Колеса испытываются на многие нагрузки:
- Это ледяное озеро. Где есть кольцевые гонки. Отлично проверяется сцепление шипованной резины
- Глубокий и рыхлый снег. Плохие дороги. Проверяются шины для внедорожников

- Есть тесты на льду. Когда визуально сравнивают лето, шипы и липучку. Как становится понятно, выигрывают шипы

- Есть закрытый ангар, который залит идеально ровным льдом. Сделано это для того, чтобы на него не действовали ли солнце (днем), ни осадки (снег). Идеальные условия проверки

В общем, описать это сложно. Скажу только что такого зимнего полигона, по оснащению и масштабам, нет ни у одного производителя. Наверное, именно поэтому шины компании NOKIAN одни из самых лучших в нашей стране.

В заключении, хочется отметить, что завод во Всеволожске. Современный, оснащенный по последнему слову техники (есть роботизированные погрузчики), автоматические линии. Выпустил уже 100 000 000 шин (с 2005 по 2017 год). Просто подумайте 25 000 000 автомобилей (по 4 на авто), выбрали именно эти зимние колеса. Это о многом говорит!
Сейчас видео версия, смотрим.
На этом заканчиваю, думаю, мои материалы были вам интересны и полезны. Искренне ваш АВТОБЛОГГЕР.
 (4 голосов, средний: 5,00 из 5)
(4 голосов, средний: 5,00 из 5)
Черная кухня: как делают автомобильные шины
Все автомобильные шины производят из схожих ингредиентов и по схожим технологиям. Но есть нюансы.

Если считать изобретателем пневматической шины Джона Данлопа, то современная покрышка имеет почти 130‑летнюю историю: шотландец получил патент в 1888 году. Однако аналогичную идею Роберт Уильям Томпсон запатентовал еще раньше – в 1846 году. И хотя в то время изобретением никто не заинтересовался, предлагаю считать, что эта статья о производстве шин посвящена их 170‑летнему юбилею.
Чтобы проследить все стадии процесса, я посетил крупнейший итальянский завод фирмы Pirelli, который расположен в Турине, а затем заглянул на российское производство Pirelli в Воронеже.
Всё начинается с изготовления резиновой смеси. От ее состава зависят характеристики будущей шины. Смешиваются натуральный и синтетический каучук, полимеры, масла, смолы, сера, сажа и прочие вещества. Точную рецептуру не раскрывает ни один шинник – это ноу-хау и тайна за семью печатями. Примерно как с кока-колой: ингредиенты указаны на этикетке, но приготовить из них требуемый продукт вряд ли получится.
Львиную долю компонентов получают искусственным способом, и у них есть срок годности. Если он истек, материал утилизируют – в производство некондиция не попадает. Кроме того, всё сырье проверяют в лаборатории завода на соответствие рецептуре.
Проверенные партии отправляют на смешивание. На выходе получают резиновую ленту-полуфабрикат, раскатанную вальцами станка в тонкий слой. На заготовки ставят штампы и цветные метки с информацией о составе и дате производства.
Основным материалом для шинной промышленности был и остается каучук. В летние шины идет больше искусственного каучука, а в зимние, для которых важна мягкость, – натурального. Природный каучук добывают в основном в Азии и Латинской Америке. Больше половины его объема уходит на производство шин. А первый в мире завод по производству синтетического каучука был запущен в 1932 году в Ярославле.
Шина состоит из каркаса, нескольких слоев брекера, протектора и боковин. У каждой из этих составляющих свой путь. Текстильный и полимерный корды покрывают слоем резины, причем параметры выходящих из оборудования лент контролирует лазер. Для каждой модели шины и ее типоразмера требуется своя ширина, поэтому для изготовления применяют автоматизированные линии с барабаном изменяемых размеров. Это каркас будущей шины, ее внутренний слой. Правда, с закачанным внутрь воздухом контактирует не он, а так называемый гермослой – тонкое резиновое полотно, обеспечивающее герметичность современных бескамерных шин. По сути, оно заменяет собой камеру и, соответственно, должно обладать всеми ее свойствами.
На каркас накладывается обрезиненный стальной корд – брекер. Обычно укладывают несколько слоев под углом друг к другу. Они обеспечивают способность покрышки противостоять ударам и помогают ей сохранять форму.
Верхний слой – протектор. Из станка он выходит опять-таки в виде резиновой ленты необходимой ширины, только гораздо более толстой, нежели каркас и брекер. На этой же стадии наносятся хорошо известные всем автомобилистам цветные полосы, по которым можно узнать параметры шины, взглянув на ее рабочую поверхность, а не на боковину, – так легче идентифицировать колеса на складе.
Протектор должен быть износостойким и одновременно обеспечивать надежное сцепление на разных поверхностях и в широком диапазоне температур. Отсюда особые требования к резиновой смеси, причем ее состав в разных частях протектора серьезно меняется. Мягкая резина контактирует с асфальтом, внутренняя, более жесткая, держит удары, резина третьего сорта, на плече, нужна для перехода от контактной поверхности к боковине.
Боковая часть покрышки принимает на себя ударные нагрузки и играет важную роль при прохождении поворотов. В зоне, прилегающей к колесному диску, за утолщением скрыто бортовое кольцо. Это несколько слоев прочной проволоки, также обрезиненной.
Когда все элементы готовы, они подаются на станок первичной сборки. Он соединяет гермослой, каркас, брекер и протектор, заворачивает «крылья» последнего и соединяет их с боковинами. Результат работы – так называемая «зеленая» шина. Она уже приняла нужную форму, но ее бока раздуты, протектор гладкий, а сама резина очень податлива: ее можно повредить буквально нажимом руки. Однако на этом этапе уже можно провести первый визуальный контроль качества.
Последний этап – вулканизация. «Зеленую» шину обрабатывают составом, исключающим прилипание резины к пресс-форме во время термической обработки, и в горизонтальном положении подают на платформу станка. Внутри будущей покрышки надувают резиновую камеру. Сначала небольшим давлением – около 0,3 бар, дабы обеспечить равномерный прижим диафрагмы к заготовке, затем оно возрастает до 15 бар и более. Снаружи шину облегает пресс-форма с рисунком протектора и надписями на боковинах.
«Выпекание» с подачей водяного пара при температуре около 170–200 ºС занимает от 3 до 35–40 минут, в зависимости от типа покрышки. На туринском заводе на создание заготовки шины уходит в среднем около 17 минут, а на вулканизацию – около 15 минут.
На выходе шину снова ждет контроль – визуальный и инструментальный. Причем проверяют еще горячее изделие: после остывания до комнатной температуры видны уже не все дефекты, поэтому бракованное колесо может попасть в продажу или на конвейер. Шину взвешивают, проверяют рентгеновским аппаратом и лазерным сканером на предмет внутренней однородности. К тому же несколько экземпляров из каждой партии отправляют на ресурсные испытания.
Напоследок еще об одном любопытном факте из мира шинного производства. Шина не столь специфический продукт, как ее носитель – автомобиль. Поэтому, несмотря на нынешний кризис, российские заводы мировых грандов не простаивают и не сокращают численность сотрудников. Наоборот, работают в усиленном режиме, поставляя ставшие вдруг очень выгодными при нынешнем курсе рубля шины российского производства на экспорт по всему миру.
В ПОДЗЕМЕЛЬЯХ
Особая гордость компании Pirelli – лаборатории туринского завода. В некоторые удалось заглянуть. Расположены они, как и полагается секретным объектам, под землей, на цокольных этажах. Тут находится 85 установок, позволяющих проводить до полутысячи различных испытаний. Значительный штат сотрудников работает над шинами для Формулы‑1. Как известно, Pirelli является эксклюзивным поставщиком «королевских гонок».
В одной из лабораторий занимаются нанесением рисунка протектора на прототипы шин. Высокоточный лазер используют только для предварительной разметки – луч выжигает лишь очертания рисунка (глубина этих штрихов не более 0,1 мм), которые мастер потом «прорезает» вручную. Полностью доверить эту работу автоматике нельзя: из-за воздействия высокой температуры изменятся химический состав резины и ее свойства. А изготавливать пресс-форму под каждый образец – дорого и хлопотно.
Измерение шума проводят в изолированной безэховой камере. Установленное на автомобиль колесо крутит электромотор, расположенный за пределами помещения. Это позволяет анализировать звук только от шины, не отфильтровывая шум двигателя, трансмиссии и прочих источников.
Pirelli располагает уникальной установкой, позволяющей измерять больше сотни различных параметров шины. Она занимает несколько этажей и весит 250 тонн, но на виду только рычаг с закрепленным на нем колесом и барабан под ним. Под протектором – очень агрессивная «бумага». За счет подвижных элементов изменяется скорость качения, сила прижима, имитируются наклоны, повороты, торможения. Характеристики снимаются в режиме реального времени. Всё это нужно, чтобы сформировать виртуальную модель шины. Ее передают заказчику, который использует данные при доводке реального автомобиля. Ведь для многих спортивных и премиальных машин используются шины с особыми характеристиками. Их боковины могут нести обозначение стандартной модели, но дополнительная буква или индекс укажет знатоку, что конкретно эта шина создана по заказу одного из автоконцернов и отличается от продающихся на вторичном рынке. Для такой продукции у Pirelli есть отдельный цех мелких серий, где изготавливаются шины для автомобилей Ferrari, Maserati и других марок сопоставимого уровня.