Глазирование конфет и глазировочная машина
Наиболее распространены шоколадная и жировая глазури, менее—помадная, карамельная и др.
Шоколадная глазурь представляет собой шоколадную массу влажностью 0,5—1,0%, с содержанием жира 35,4 + 2—3%. Шоколадная глазурь производится в шоколадных цехах по той же технологической схеме, что и шоколад.
Шоколадная глазурь обладает при определенных условиях хорошей текучестью, что дает возможность покрывать корпуса конфет равномерным плотным слоем. После застывания шоколадной глазури происходит прочное сцепление между покрытием и корпусом, повышающее механическую прочность изделий, это позволяет в свою очередь завертывать изделия на машине при повышенных скоростях. Шоколадная глазурь повышает срок хранения изделий, так как предохраняет их от высыхания и других изменений, связанных с потерей или поглощением влаги.
Перед глазированием шоколадную глазурь темперируют, как и шоколадные массы. Для этой цели используются машины различной конструкции (МТ- 250 периодического действия, автоматические ШТА, Т-500 и др.), имеющие отдельные зоны темперирования. Темперирование производится до температуры 29—ЗГС и вязкости 10—13 Па*с.
При глазировании корпусов применяются машины с различной шириной транспортера, дающие возможность укладывать разное число рядов корпусов: при ширине транспортерной ленты 800 мм укладывается 20—22 ряда, при ширине 620 мм 16—18 рядов и при ширине 420 мм 11—12 рядов корпусов. Укладка в ряды производится с помощью саморасклада 1 (рис. 1), позволяющего укладывать изделия с прочной структурой (помадные, фруктово-желейные, грильяжные, пралиновые и др.). Корпуса со слабой структурой или липкой поверхностью (ликерные, сбивные, молочные и др.) раскладывают вручную.
С раскладочного транспортера корпуса поступают на сетку 2 глазировочной машины 3, имеющую повышенную скорость по сравнению со скоростью раскладочного транспортера. На сетке глазировочной машины корпуса раздвигаются, что дает возможность полного покрытия шоколадной глазурью каждого корпуса.
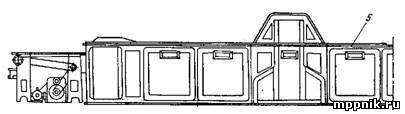

Рис. 1. Глазировочная машина для конфет.
Глазирование осуществляется следующим образом. Шоколадная глазурь в глазировочной машине подается в емкость, расположенную над движущейся сеткой. Из этой емкости глазурь через
щель в виде сплошной завесы стекает сверху. Корпуса конфет, проходя через непрерывный поток льющегося шоколада, покрываются глазурью. Нижняя сторона корпусов глазируется с помощью специальных приспособлений (второго сетчатого транспортера или валика). Излишки шоколадной глазури сдуваются воздухом, поступающим из вентилятора. Регулируя подачу воздуха получают различную толщину покрытия, а следовательно, и разное процентное содержание шоколадной глазури, обусловленное унифицированными рецептурами на конфеты.
Для глазирования высокого качества необходимо, чтобы корпуса имели .температуру не ниже 20°С и не выше 27°С. Низкая температура корпуса приводит к быстрому застыванию микрослоя шоколадной глазури на поверхности корпуса и отслаиванию ее от корпуса. При повышенной температуре корпуса шоколадная глазурь стекает, ее нормы расхода нарушаются, и в результате происходит просвечивание корпуса, особенно со стороны нижней поверхности конфеты. Корпуса конфет перед глазировкой должны быть хорошо очищены от крахмала. Наличие крахмала на поверхности корпусов препятствует равномерному покрытию шоколадной глазурью.
Глазированные конфеты непрерывно переходят с сетки глазировочной машины на клеенчатый транспортер 4 охлаждающего шкафа 5, в котором поддерживается температура 8—10°С. Охлаждение происходит в течение 5— 6 мин. При неправильном режиме охлаждения возникает второй значительный дефект — сахарное поседение шоколадной глазури.
АГРЕГАТЫ ДЛЯ ГЛАЗИРОВАНИЯ КОРПУСОВ КОНФЕТ И ДРУГИХ КОНДИТЕРСКИХ ИЗДЕЛИЯ
Для покрытия шоколадной массой (называемой глазурью или кувертюром) корпусов конфет и других кондитерских изделий: вафель, печенья, зефира, пастилы — в кондитерской промышленности применяются глазировочные агрегаты.
Агрегат (рис. 1) состоит из саморасклада 1 для раскладки корпусов, приемного транспортера 2, глазировочной машины 3 и охлаждающей камеры 4 с транспортером 5внутри. Корпуса конфет укладываются на ленточный транспортер самораскладом 1 (или вручную) ориентированными продольными рядами. Приемный ленточный транспортер 2передает их на сетчатый транспортер глазировочной машины 3, где они покрываются слоем глазури. Покрытые глазурью конфеты переходят на ленточный транспортер охлаждающей камеры 4, где глазурь охлаждается, кристаллизуется и затвердевает. Готовые глазированные конфеты с транспортера 5 поступают на завертку или упаковку.
Глазировочные агрегаты различаются по ширине рабочего полотна (ленты). На предприятиях средней мощности используются машины с шириной ленты 420 и 620 мм, на крупных предприятиях с шириной 800 и 1000 мм.

Рис 1 – Глазировочный агрегат «Кадема» с траснпортером шириной 800 мм.
Саморасклад к глазировочному агрегату. Саморасклад (рис. 2) состоит из загрузочного бункера и желобчатого вибростола 3.

Рис 2 – Саморасклад для укладки корпусов конфет на транспортер глазировочной машины
Бункер 1 представляет собой открытый с одной стороны лоток, выполненный из листового винипласта. В бункере имеется поперечная заслонка с резиновой пластинкой для регулирования подачи корпусов конфет на раскладочный стол.
Дно бункера расположено выше поверхности вибростола 3, к краю дна у открытой части бункера по всей его ширине шарнирно укреплена резиновая пластинка, препятствующая произвольному выходу корпусов конфет из бункера; в момент поворота пластины определенное количество корпусов высыпается из бункера 1 на стол 3. Поворот пластины заслонки осуществляется от кулачкового механизма. Стол 3 изготовлен из винипластовых полутруб, сваренных в продольном направлении и образующих желобчатую поверхность. Рама стола и бункер шарнирно крепятся к качающимся опорам, которые с помощью шарниров соединены со станиной 2. От привода, состоящего из электродвигателя, червячного редуктора, вариатора скоростей и эксцентрикового механизма, стол 3 и бункер 1 получают самостоятельное колебательное движение. Частота колебания регулируется коническими шкивами в пределах 70—97 Гц.
Над желобчатым столом расположена рамка 4; на рамке имеется два ряда изогнутых планок, концы которых с резиновыми наконечниками располагаются над желобками стола так, чтобы концы планок приходились над центром желобков. В месте перехода корпусов с желобчатого стола 3 на ленточный транспортер 9 установлена неподвижная направляющая гребенка 5. Количество ее рядов соответствует числу желобков стола. На станине укреплена воронка 7, через которую отходы сбрасываются в лоток 8. Крошки ссыпаются в лоток 6.
Корпуса конфет загружаются в вибрирующий бункер 1, из которого периодически с помощью регулируемой заслонки попадают на желобчатый стол 3. На желобчатом столе корпуса конфет благодаря вибрации и полукруглому профилю желобков по мере продвижения укладываются в желобках плашмя, продольными рядами. При попадании в желобок раскладочного стола двух корпусов конфет одного над другим концы резиновых наконечников рамки 4 задерживают верхние корпуса, пропуская только нижние в один слой. Благодаря гребенке 5 корпуса конфет сходят с желобчатого стола саморасклада на приемный транспортер 9 прямыми рядами. Выполнение рабочих поверхностей бункера и раскладочного стола из винипласта обеспечивает необходимое скольжение корпусов и чистоту поверхностей, а также удобство очистки и мойки.
Глазировочная машина. На рис. 3 показан общий вид глазировочной машины. Через машину проходит сетчатый металлический транспортер, на который корпуса конфет попадают с приемного транспортера 1. После покрытия глазурью корпуса конфет переходят на транспортер 2 охлаждающей камеры 3 агрегата. Для регулирования скоростей движения всех транспортеров агрегата предусмотрена коробка скоростей 4.
Для питания глазирующего устройства шоколадной массой в нижней части машины имеется расходный выдвижной резервуар 5 с обогревом и мешалкой.
Подача шоколадной массы в расходный резервуар глазировочной машины осуществляется из темперирующей машины цилиндрического или шнекового типа (например, ШТА).
Из резервуара 5 глазурь подается в глазирующую часть при помощи шнека, насоса или другого устройства.
Температура поступающих на глазирование корпусов конфет должна быть в пределах 18—22°С; температура шоколадной глазури 30—32°С, жировой глазури 40—45°С.
В глазировочную машину глазурь подается из расходного резервуара 11 к распределительной воронке 5 шнеком 4. Приемный транспортер 1 агрегата подает прилегающие друг к другу ряды корпусов конфет на сетчатый транспортер 2 глазировочной машины, движущийся с несколько большей скоростью. Вследствие разницы скоростей образуется промежуток между корпусами конфет в каждом продольном ряду. Раздвинутые таким образом правильные ряды корпусов, двигаясь на сетчатом транспортере 2, попадают под воронку 5, из продольной щели которой непрерывным потоком на них стекает шоколадная масса, образуя сплошную завесу. Ширина щели и поток массы регулируется заслонкой 3. Корпуса конфет, проходя через завесу, покрываются шоколадной массой сверху и с боков, кроме нижней части, соприкасающейся с сеткой. Для покрытия донышка конфет глазурью служит внутренний сетчатый транспортер 8, скорость которого несколько отличается от скорости сетчатого транспортера 2.
Сетчатый транспортер 8 несет на себе некоторое количество глазури, которая и переносится на нижнюю поверхность корпусов конфет. В некоторых глазировочных машинах сетчатый транспортер 8 заменяется неподвижным щитком или специальным подмазывающим валиком.
Залитые массой корпуса конфет попадают затем под струю воздуха, подаваемого вентилятором 6. Воздух сдувает с корпусов конфет излишнюю часть глазури, придавая ее поверхности волнистый характер. Изменением скорости подачи воздуха регулируют толщину слоя глазури до нормы.
Образующиеся на конфетах наплывы массы в нижней части снимаются быстровра- щающимся валиком 9, этот же валик, заглаживая глазурь на донышках конфет, закрывает следы соприкосновения корпусов конфет с сеткой транспортера. Далее глазированные конфеты поступают на клеенчатый транспортер 10 охлаждающей камеры агрегата.
Шоколадная масса, стекающая с корпусов конфет в процессе глазирования, собирается в резервуар 11, который имеет мешалку 12 и рубашку для обогрева. Из этого резервуара шнеком 4масса снова подается в воронку 5.
Для обеспечения равномерного покрытия корпусов конфет шоколадной массой в глазировочной камере 7 при помощи электрического или парового обогрева автоматически поддерживается постоянная температура воздуха и массы 30—З2 0 С.

Рис 3 – Глазировочная машина
Охлаждающая камера. Камера туннельного типа с горизонтальным транспортером внутри, предназначена для охлаждения глазури, нанесенной на корпуса конфет в глазировочной машине. Охлаждающая камера состоит из отдельных щитов, обшитых фанерой и покрытых изнутри изолирующим слоем (например, пробковым). В камере размещена охлаждающая система в виде батарей из ребристых труб, питаемых хладагентом с централизованной фабричной холодильной станции. Отбор тепла в камере производится охлажденным воздухом, который перемещается со скоростью примерно 4 м/с вентилятором, проходя через охлаждающие батареи. Температура охлаждающего воздуха в камере поддерживается в пределах 8—12°С. В холодный осенне-зимний период в камере обычно используется наружный воздух. Горизонтальный транспортер охлаждающей камеры имеет в качестве несущей основы сетчатый или пластинчатый транспортер, покрытый сверху клеенчатой лентой. Несущая основа вместе с клеенчатой лентой движется со скоростью 3—4 м/с.
Глазированные охлажденные конфеты с клеенчатого транспортера охлаждающей камеры переходят на выходной транспортер из тканевой ленты и затем передаются на завертку или на укладку в короба. В охлаждающей камере происходит процесс охлаждения глазури и кристаллизации масла какао и жира, входящих в состав глазури.
Вопросы для самоконтроля:
1. Расскажите устройство и работу глазировочного агарегата.
2. С какой температурой постпает на глазирование шоколаданая, жировая глазурь?
3. Какакя температура должна быть у поступающих на глазирование конфет?
Список литературы и ссылки на Интернет –ресурсы, содержащие информацию по теме:
1. Драгилев А.И. Технологическое оборудование предприятий кондитерского производства [Текст] / А.И. Драгилев, Я.М. Сезанаев – М.: Колос, 2000. — 496 с.
Оборудование для глазирования корпусов конфет и других кондитерских изделий
Автор: Ant_Z
Дата записи

Для покрытия шоколадной массой, называемой глазурью, корпусов конфет и других кондитерских изделий (вафель, печенья, зефира, пастилы) применяются глазировочные агрегаты.
Глазировочный агрегат состоит из саморасклада, приемного конвейера, глазировочной машины и охлаждающей камеры с конвейером внутри. Корпуса конфет укладываются на приемный ленточный конвейер самораскладом (или вручную) ориентированными продольными рядами. Приемный ленточный конвейер передает их на сетчатый конвейер глазировочной машины, где они покрываются слоем глазури. Покрытые глазурью конфеты переходят на ленточный конвейер охлаждающей камеры, где глазурь охлаждается, кристаллизуется и затвердевает.
Готовые глазированные конфеты поступают на завертывание
Глазировочные агрегаты различаются по ширине рабочего полотна (ленты). На предприятиях средней мощности используются машины с шириной ленты 420 и 620 мм, на крупных предприятиях – с шириной 800 и 1000 мм.
Саморасклад к глазировочному агрегату (рис. 5.24) состоит из бункера 1, наклонного конвейера 2, плоского 4 и желобчатого 8 вибростолов, ворошителя 5, приводов конвейера и вибростолов.
Одной из стенок бункера 1 является наклонный конвейер 2, на ленте которого через равные промежутки размещены угольники 3. Плоский и желобчатый вибростолы стойками установлены на сварной раме 14. Колебательное движение вибростолы получают от электродвигателя 11 через ременную передачу 72, эксцентриковый горизонтальный вал 13 и шатун 7. Над плоским вибростолом перед гребенкой 6 установлен ворошитель 5, представляющий собой вал с набором резиновых звездочек
Наклонный конвейер и ворошитель приводятся в движение от индивидуальных электродвигателей 15 и 10 соответственно через редукторы и систему ременных передач.
Изделия из бункера захватываются угольниками наклонного конвейера и высыпаются на плоский вибростол. Ворошитель отбрасывает изделия, движущиеся в верхнем слое, и пропускает только нижний слой. Гребенкой и желобками вибростола изделия ориентируются в ряды и движутся в направлении наибольшей оси. Поверхности вибростолов и гребенки выполнены из винипласта, 
Рис. 5.24. Саморасклад к глазировочному агрегату
что обеспечивает необходимое скольжение изделий, чистоту поверхностей, а также удобство очистки и мойки.
Положение ворошителя регулируют изменением его высоты над плоским вибростолом, наклон вибростолов — изменением длины стоек 9 и 16.
Производительность саморасклада до 1000… 1200 кг/ч.
Приемный конвейер служит для передачи ориентированных в продольные ряды изделий от саморасклада к глазировочной машине, а также для раскладки изделий вручную при отсутствии саморасклада или невозможности их виброраспределения (корпуса сбивных сортов конфет, а также с вафельной прослойкой и пр.).
Глазировонная машина (рис. 5.25) состоит из сетчатого конвейера 2, воронки для глазури 1, вентилятора 3 высокого давления, сборника для неиспользованной глазури 5, темперирующей установки, резервуара 4 для вновь подаваемой глазури, перекачивающих устройств и электропривода.
Сквозь машину проходит сетчатый металлический конвейер 2, на который изделия 18 поступают с приемного конвейера. Сетчатый конвейер движется с большей скоростью, чем лента приемного конвейера, что приводит к увеличению расстояния между изделиями. Раздвинутые изделия правильными рядами попадают под воронку 7, из продольной щели которой непрерывным потоком стекает шоколадная масса, образуя сплошную завесу. Ширина щели и поток массы регулируются заслонкой. Изделие, проходя через завесу, покрывается шоколадной глазурью сверху и с 
Рис. 5.25. Схема глазировочной машины
боков, кроме нижней части, соприкасающейся с сеткой. Для покрытия глазурью донышка под сетчатым конвейером устанавливается или другой сетчатый конвейер, движущийся с меньшей скоростью, или несколько валиков, или поддон.
Покрытые глазурью изделия обдуваются струей воздуха, подаваемого вентилятором 3. Воздух сдувает излишнюю часть глазури, отчего поверхность изделия становится волнистой. Благодаря быстрому охлаждению полученный рельеф закрепляется на поверхности. Изменением скорости подачи воздуха регулируют толщину слоя глазури. Образующиеся на изделии наплывы в нижней части снимаются быстровращающимся валиком, установленным в конце сетчатого конвейера. Этот же валик заглаживает глазурь на донышке изделий. Далее глазированные изделия поступают на клеенчатый конвейер охлаждающей камеры агрегата.
Глазировочная машина снабжена системой приема, двойного темперирования и подачи темперированной шоколадной массы на покрытие изделий. Система циркуляционного темперирования шоколадной глазури с двойным потоком работает следующим образом. Нетемперированная шоколадная масса температурой 49°С автоматически подается из цеховых емкостей в приемный сборник 4. Затем масса переливается по трубе 14 в подогревающий шнек 13. Количество массы поступающей нетемперированной глазури в 3…8 раз больше ее количества, необходимого для глазирования изделий. Подогретая глазурь из шнека поступает в смесительную камеру 75, куда по трубе 16 из промежуточного сборника 5 поступает некоторое количество массы темперированной глазури, не использованной при глазировании. Смешанная масса темперируется еще раз в камере 7, в конце которой по трубопроводу 6 из сборника 5 добавляется еще порция темперированной глазури. В результате нагревания массы до 40 °С кристаллы какао-масла, которые могут быть в глазури, расплавляются. После этого в цилиндре 9 шоколадная масса охлаждается до температуры 29…32 °С, а затем насос 10 перекачивает по трубе 11 оттемперированную массу в воронку 1.
Избыток шоколадной глазури, проходя сквозь сетчатый конвейер, возвращается в промежуточный сборник 5. Количество массы в нем контролируется с помощью регулятора уровня 77. Излишки глазури из сборника 5 поступают в приемный сборник 4. В воронке поддерживается постоянная температура. Температура массы определяется и регулируется термометрами 8 и 12 и соединенными с ними датчиками.
Охлаждающая камера туннельного типа с горизонтальным конвейером внутри предназначена для охлаждения глазури, нанесенной на корпуса конфет в глазировочной машине. В современных охлаждающих камерах для отвода теплоты от конфет применяются следующие способы: конвективный, радиационный, контактный и комбинированный. Расчеты показали, что 50 % всей теплоты, отдаваемой глазированными конфетами, поглощается системой контактного охлаждения, 30% отдается конвекцией окружающему воздуху и оставшиеся 20% передаются излучением в основном верхним поверхностям, расположенным около потолка охлаждающего канала. Для интенсификации охлаждения излучением эти поверхности окрашивают в черный цвет.
При правильной эксплуатации глазировочных агрегатов в соответствии с оптимальными параметрами глазированные конфеты должны иметь блестящую поверхность и хорошую стойкость при хранении.
Производительность глазировочного агрегата Пг (кг/ч) определяют по формуле: 

где z — количество продольных рядов корпусов конфет на подающем конвейере; m — число поперечных рядов корпусов конфет на 1 м длины подающего конвейера (m = 1000/l, где l — шаг между поперечными рядами корпусов конфет, мм); V — скорость подающего конвейера, м/с; к — количество глазированных конфет в 1 кг.
Основным сырьем для шоколадного производства являются какао-бобы, импортируемые из стран Африки и Южной Америки, и сахар. Кондитерские фабрики производят изделия следующих видов: плиточный шоколад с массой плиток от 4 до 300 г; шоколадные изделия с начинками в виде батончиков, рожков, конфет «Ассорти» и др.; узорчатый шоколад в виде мелких пластинок различной конфигурации; пустотелые фигурные шоколадные изделия; шоколадные медали; пористый шоколад.
В зависимости от способа обработки шоколад подразделяют на десертный, обыкновенный и пористый.
В качестве добавок применяют молоко и молочные продукты, обжаренные (дробленые или тертые) ореховые ядра (миндаль, фундук, кешью и арахис), кофе жареный молотый или в виде пасты, вафли в виде крупки, измельченные кукурузные хлопья, фрукты (цукаты, цедра, сухофрукты), грильяж и специальные
При изготовлении шоколада применяют следующие начинки: помадно-фруктовую, ореховую, арахисовую, шоколадную, фруктово-мармеладную, шоколадно-кремовую, помадно-шоколадную, помадно-сливочную, пралине с вафлями и без вафель.
В процессе производства шоколада получают какао-жмых, из которого затем изготовляют какао-порошок.
Производство шоколада осуществляется на оборудовании, которое можно объединить в следующие группы:
для приготовления шоколадных масс;
для формования (отливки) шоколадных изделий;
для прессования какао тертого и производства какао-порошка;
для завертывания шоколадных изделий и фасования какао-порошка.