Станция регенерации рабочей жидкости на 50 л. (СРРЖ50)
4
Соединительный кабель СРРЖ
1
5
Полиуретановая перегородка для ГВМ150/120 и ГВМ200/150
Перегородка из коррозионностойкой стали для ГВМ50/30
7
Консоль для обработки автомобильных дисков до R22
*Цены оборудования зависят от комплектации.
Все оборудование новое!
Бесплатная доставка оборудования по России!
Плей лист в YouTube: «Оборудование».
Присоединяйтесь к группе ВКонтакте: https://vk.com/cnc42
Цена зависит от комплектации. Смотрите более подробное описание.
Обработанные на станках www.CNC42.ru детали из коррозионно стойкой стали (нержавейки) марки 12Х18Н10Т (AISI 304, 316, 403)
Зеркальная обработка буровых резцов из черной стали марки 65Г и твердого сплава
Галтовочный пост 50 литров с вращающимся сепаратором барабанного типа апрель 2018 года
Работа галтовочного поста в разных режимах, выгрузка деталей, результаты обработки
Галтовочная вибромашина 50 литров 2018 года
Работа вибромашины в разных режимах, выгрузка наполнителя
Галтовочная вибромашина 150 литров 2018 года
Работа вибромашины в разных режимах, выгрузка наполнителя
Галтовочный пост 50/30 литров (новая модель 2017 г.)
В видео вы увидите общий вид станка, пуск/останов, регулировку частоты, обработку, выгрузку
Галтовочная вибромашина лоткового типа 200/150 литров
В видео вы увидите общий вид станка, пуск/останов, регулировку частоты, обработку, выгрузку, готовые детали
Галтовочная вибромашина лоткового типа 150/120 литров для обработки автомобильных дисков до R22
В видео вы увидите общий вид станка, пуск/останов, регулировку частоты, установку диска, обработку
Галтовочная вибромашина лоткового типа 20 литров
В видео вы увидите общий вид станка, пуск/останов, регулировку частоты, обработку и выгрузку, в конце виде небольшое слайд шоу
Галтовочный пост 50 л.
Работа галтовочного поста в различных режимах: обработка, сепарация, выгрузка
Галтовочная вибромашина 150 литров
Работа вибромашины в разных режимах, обработка крупных и мелких деталей 4 часа, выгрузка наполнителя, в конце ролика фотографии деталей до и после обработки
Обработка фарфоровыми шариками
Вибромашина 50/30 л.
Обработка дерева (галтовка дерева)
Вибромашина 50/30 л.
Виброгалтовка своими руками, размышления.
После некоторых раздумий барабанный вариант откинул из разных соображений, но в основном из-за личных побуждений, просто не понравился он мне. Осталось два варианта: вибро и магнитный. Что ж, посмотрев оба видео пришел к мысли что их можно совместить, и решил сделать вибрационную галтовку с магнитной протяжкой, и немного пораскинув мозгами, посидев с карандашом и тетрадкой, а также посетив местных торгашей позвонил експерту. Он мне довольно детально обьяснил что моя затея изначально провальная потому как:
Цена за 1 мешок(25кг) абразива(галтовочных тел)
200$;
Для шлифовки под зеркало абразив должен работать вместе со специальними присадками;
Галтовка должны производится под давлением галтовочных тел на деталь и с движением их по кругу, и что в профессиональных апаратах это каким то образом реализованно а у меня не будет. и пошастав по закромах набросал схемку и закупил некоторые материалы. Итак в наличии: Строительный таз на 50 литров:Двигатель мощностью
600 ватт от старой стиральной машины (надеюсь мощности хватит)Шланг переходник от дрели и детали которые не нуждаются в фотках:Пружины, фанера, болты.
План действий следующий: Сделать вибростол наподобии такого:
под столешницей под углом установить эксцентрик. Ко столку намертво притянут длинными шпильками таз с галтовочними телами. Под тазом находится диск с несколькими магнитами который вращается от вала ексцентрика с передачей через резиновое колесико. Эксцентрик раскручивается через гибкую насадку на дрель, стол начинает вибрировать, диск с магнитами раскручивается и детали приходят в двиджение.
Теперь подробней:
Угол наклона нужен для вибрации по двум основным направлениям — сверху вниз и с со стороны в сторону. т.к. на видео я увидел что движение просто со стороны в сторону малоеффективны и все же лучше делать вибрацию вертикальную, но при вертикальной вибрации перемешивание тел не имеет такой дифузности. Отсюда решение, сделать вибрацию в обоих направлениях.
Гибкая насадка нужна для того чтоб не убивать двигатель вибрационным воздействием и еще чтоб облегчить конструкцию, т.к. меньший вес платформы позволить сделать вибрацию более сильной.
Диск с магнитами позволдит делать протяжку железных деталей по кругу через абразив что должно существенно увеличить скорость шлифовки и услилие прилагаемое на детали. если детали будут немагнитные — насиплю шариков от подшипника для протяжки ими.
Двигаемся дальше — нужен абразив. ну покупать мешки по цене 25 кг за 200 долларов не особо хочется, ищу решение. пока что мисли таковы: В качестве абразива может подойти шлифоанная мраморная крошка для аквариумов(она как раз в галтовочных барабанах шлифуется). Но она тяжелая и подходит только для черновой обработки: снять грязь, ржавчину, патину, придать текстуре однородности. убрать заусеницы, это уже хорошо но конечная цель — шлифовка под зеркало. Посему думаю как бы сделать галтовочных тел самому. Из личного опыта знаю что паста гои — некий подвид пластилина (при разогреве выше 60 градусов ведет себя точь в точь как пластилин). и также у меня в наличии пару брусков с разной абразивностью, стандартная зеленая для чистовой обработки. красная которую еще не использовал ни разу и белая, с довольно крупной фракцией и каким-то твердым абразивом кристалической формы на солнце блестят кристалики, в мечтах ето алмазная пыль, но думаю что все проще). Вот и подумалось. а не сделать ли мне абразивчики использовав пасту гои. План таков: Найти какойто подходящий пластик, расплавить, насыпать в него пасты гои и деревянной муки(как наполнителя), возможно взять мелкозернистой наждачки, сжечь ее и затем использовать пепел как наполнитель, все это тщательно перемешать и залить в формы
Но опять возникают трудности. По моим соображениям лучше всего пойдет какой-то еластичный но твердый пластик, такой, чтоб его можно было резать канцелярским ножем но стружка при этом не растрескивалась а строгалась. Идеально бы подошли 3 варианта: полиетилен(клеенка) и полиэтилентерафталат (пластиковые бутылки) и нейлон (стяжки на кабеля например).
НО опять же куча проблем:
Как мне известно все пластики имеют одну особенность: вулканизацию. Что значит что после первого застывания, при вторичной плавке температура плавления материала будет ровно такой, до какой он был разогрет при первом плавлении.
Плавить надо равномерно и медленно, чтоб материал не начал кипеть, не вспенился, не сдетонировали пары газов, не загорелась расплавленная масса.
Отливка из густого тягучего пластика — довольно тяжелое дело и поэтому его обычно екструдируют в формы, а у меня такой возможности нет и лить наверное буду в глину или подобную субстанцию.
И теперь, если вы осилили этот скучный текст, прошу поделится мнением, опытом или советами, возможно кто-то увидит какую-то ошибку в моей схеме этого самопала или сможет внести рационализаторское предложение, пожалуйста — пишите, советуйте, критикуйте. Сейчас очень нужен взгляд со стороны и какието мисли по поводу темы. Буду благодарен, спасибо за внимание.
еще парочка видео по теме: Удачная попытка
и неудачная:
Галтовка дисков З.Ы. текс подлежит редактуре, ошибок куча, знаю, писал с ноута в спехах, при возможности подправлю грамматику.
Галтование автомобильных дисков
— по чертежам заказчика
Прайс на галтовку дисков
Радиус диска
Цена за диск
R16 и мение
1400 руб
R17
1900 руб
R18
2400 руб
R19
2900 руб
R20
3400 руб
21
3900 руб
R22 и более
от 4400 руб
Полезная информация
Галтовка дисков – это операция по обработке дисков до гладкой и эффектной поверхности.
Виды галтования дисков
Зеркальная (идеальная поверхность добивается с помощью галтовочного оборудования и правильно подобранного абразива; обработка выполняется сначала крупным абразивом, потом средним и финальным мелким).
Полок литых дисков (полируется только борт диска).
Галтовка лицевой части (альтернативный вариант алмазной обработки).
Преимущества галтования дисков
вес и геометрия колеса не изменяются;
в отличие от хромирования – нет отслаивания покрытия;
цена не зависит от узора диска;
при повреждении нет необходимости обработки всех колес заново.
Галтование дисков более качественная и продуктивная обработка в отличие от:
пескоструя и дробеструя;
ручной обработки;
обработка кислотой и щелочью;
электрические способы (ультразвук/плазменный)
Виды шлифовки
грубая (матовое покрытие);
токая (предварительная);
блестящая (глянец);
«эффект лотоса» (зеркальное покрытие, которое имеет эффект самоочистки).
Консульция по расчету стоимости — 7(499)399-35-55
Цены на данном сайте носят информационный характер и не являются публичной офертой, определяемой Статьей 437 ГК РФ
 Двигатель мощностью
Двигатель мощностью  Шланг переходник от дрели
Шланг переходник от дрели  и детали которые не нуждаются в фотках:Пружины, фанера, болты.
и детали которые не нуждаются в фотках:Пружины, фанера, болты.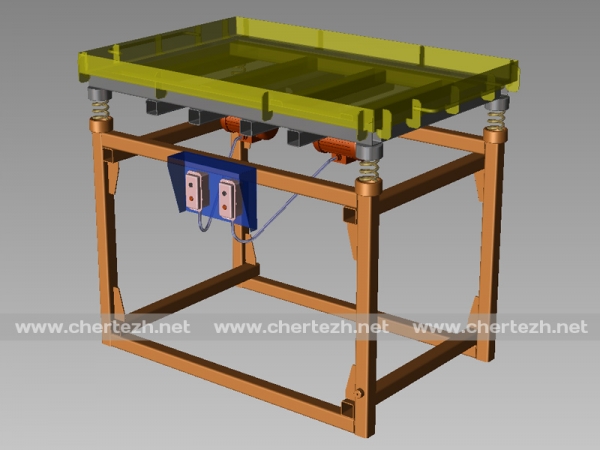
 Но опять возникают трудности. По моим соображениям лучше всего пойдет какой-то еластичный но твердый пластик, такой, чтоб его можно было резать канцелярским ножем но стружка при этом не растрескивалась а строгалась. Идеально бы подошли 3 варианта: полиетилен(клеенка) и полиэтилентерафталат (пластиковые бутылки) и нейлон (стяжки на кабеля например).
Но опять возникают трудности. По моим соображениям лучше всего пойдет какой-то еластичный но твердый пластик, такой, чтоб его можно было резать канцелярским ножем но стружка при этом не растрескивалась а строгалась. Идеально бы подошли 3 варианта: полиетилен(клеенка) и полиэтилентерафталат (пластиковые бутылки) и нейлон (стяжки на кабеля например).