Агломерационная машина
Разновидность агломерационных машин бывает двух типов – круглые и ленточные. В настоящее время самой распространенной агломерационной машиной считается ленточная. Это машина, в комплекции которой находится бесконечная лента, состоящая из большого количества тележек смыкающихся между собой, и движутся по раме. В движение тележки приводят два зубчатых колеса, которые располагаются в головной части механизма машины. Они цепляют зубьями тележки, которые подъезжают к ним, и поднимают их на верхние направления, те же в свою очередь движется к печи. В итоге образуется непрерывное движение тележек, напоминающее движение поезда: тележки делают круг, доходят к концу машины, перемещаются на направление снизу, и от давления веса самостоятельно катятся к следующим колесам.
 Изготавливаются тележки из стали и кованого чугуна, имеют форму корыта, на дне находятся решетка из колосников. Снизу решеток находятся газовые камеры, которые в свою очередь соединены с эксгаустером, тот же создает разряжение. Шихта, которая в итоге подлежит спеканию и обжигу, попадает в тележки из отсека (бункера) находящегося в верхней части конструкции машины, и ложится на колосниковую решетку слоем в 100 – 400 мм.
Изготавливаются тележки из стали и кованого чугуна, имеют форму корыта, на дне находятся решетка из колосников. Снизу решеток находятся газовые камеры, которые в свою очередь соединены с эксгаустером, тот же создает разряжение. Шихта, которая в итоге подлежит спеканию и обжигу, попадает в тележки из отсека (бункера) находящегося в верхней части конструкции машины, и ложится на колосниковую решетку слоем в 100 – 400 мм.
Слой шихты доводится до определенной высокой температуры благодаря небольшой печи, которая отапливается только углеродистым топливом и находится над машиной. Печь выделяет газы высокой температуры, которые направленны на слой шихты, в итоге температура слоя повышается и в нем начинается процесс окисления, позже спекания. Под решеткой, в газовой камере, создается эксгаустер, который подается в слой спекаемого материала, за счет чего происходит окислительный процесс.
Весь готовый спекаемый материал движется на тележке, скорость которой составляет до 4 метров в минуту, в хвост машины, в итоге от ударов тележки друг об друга и разрыва основания ее от поезда, происходит сбрасывания с решетки агломерата в бункер для приема. Ширина решетки агломерационной машины составляет 1–4 м, к эффективной длине конструкции 6,6 – 75 м. Вся площадь машины имеет 6,6- 300 кв.м.
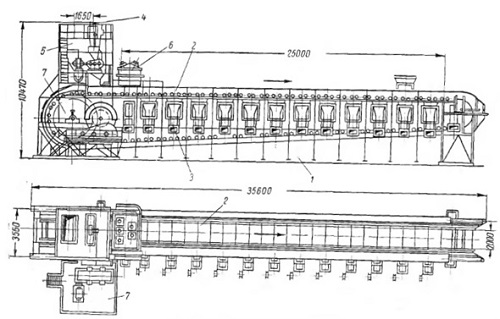
Рис. 1 Агломерационная машина 50 м 2 :
1 — каркас машины; 2 — тележки; 3 — камеры разрежения; 4 — загрузка шихты; 5 — загрузка постели; 6 — печь зажигания; 7 — привод машины.
Характеристика агломерационных машин
Устройство агломерационной машины
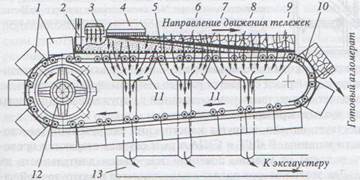
1 – спекательные тележки-палеты, 2 – укладчик постели, 3 – челноковый питатель ленты шихтой, 4 – газовый зажигательный горн, 5 – постель, 6 – зона сырой шихты, 7 – зона сушки и подогрева шихты, 8 – зона твердого горения топлива, 9 – зона готового агломерата, 10 – разгрузочный конец машины, 11 – вакуум камеры, 12 – ведущая звездочка привода ленты, 13 – сборный газопровод.
Агломерационная машина представляет собой замкнутую цепь движущихся спекательных тележек-палетт, перемещающихся по рельсам с помощью привода, а по нижней холостой ветви под действием собственного веса. на стальной раме каждой палетты монтируется три ряда колосников. При движении по рабочей ветви колосники проходят над вакуум-камерами, соединенными с эксгаустером. Уплотнения препятствуют прососам воздуха между тележками, так что основная масса воздуха проходит через шихту. Укладка постели производится специальными питателями. Зажигание шихты производится с помощью зажигательного горна. Время пребывания палетты над горном – 1 мин. В тот момент, когда зона горения достигает постели палетта входит в закругление разгрузочной части. Сбрасывание сопровождается легким ударом, позволяющим очистить колосниковую решетку от заклинивших и приварившихся кусков.
14. Технология (схема) производства окатышей.
Процесс производства окатышей состоит из двух стадий.
1. Получение сырых (мокрых) окатышей
2. Упрочнение, которое включает
· подсушку при t=300-600°C
· обжиг при t=1200-1350°C
Исходную шихту (возврат, концентрат, известняк) загружают в бункера, откуда при помощи дозаторов она подается на сборный транспортер и поступает в смесительный барабан. После смешивания шихта поступает по другому транспортеру в окомкователь или гранулятор. Для лучшего окомкования и обеспечения прочности к шихте добавляют бентонит (мелкодисперсная глина) в количестве 0,3-1,5% и воду в количестве 8-10%. В грануляторе при круговом движении шихта при помощи бентонита и воды постепенно превращается в гранулы – комки, достигающие 10-20 мм в диаметре. Наиболее распространен тарельчатый гранулятор. Также часто применяют барабанный, а иногда – конусный гранулятор. Тарельчатые грануляторы выпускают диаметром 5,5-7,0 м, они обеспечивают производительность 125-150 т/час. Оптимальных условий окатывания достигают подбором угла наклона тарели 40-60° и частоты вращения 6-9 об/мин.
После гранулятора сырые окатыши падают в обжиговую машину. Обычно применяют ленточную конвейерную машину, подобную агломерационной. Реже применяются шахтные печи, вращающиеся трубчатые печи, последовательно расположенные колосниковая решетка и вращающаяся трубчатая печь. В этих агрегатах окатыши проходят сушку, подогрев и обжиг. Иногда сушку осуществляют в отдельном агрегате. У конвейерных машин ширина палетт составляет 3-4 м, рабочая площадь спекания 100-500м 2 , производительность их равна 2500-900т/сут. Верх ленты перекрыт камерами в соответствии с делением на зоны сушки, обжига и охлаждения. Зона обжига составляет 50% от общей площади машины. В зоне сушки окатыши подогревают до 250-400°С газами, поступающими из зон обжига и охлаждения. Циркуляция газов и удаление их в дымовую трубу осуществляется вентиляторами. В зоне обжига окатыши нагреваются до 1200-1350°С продуктами сгорания газообразного или жидкого (мазута) топлива, посасываемыми через слой окатышей на колосниковой решетке машины. В зоне охлаждения окатыши охлаждаются принудительно подаваемым через колосниковую решетку воздухом. Охлажденные окатыши поступают на грохот. Фракцию более 10 мм оправляют в доменный цех, а 0-10 мм – возврат.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Лекция 7. Агломерационная конвейерная машина
Агломерационная машина — это конвейер, не связанных между собой спекательных тележек 1 с колосниками, движущихся по замкнутым направляющим путям. На верхних и нижних путях тележки движутся плотно прижатыми друг к другу, образуя рабочую и холостую ветви. Движение на рабочей ветке осуществляется за счет их подъема с холостой ветви и проталкивания приводными звездочками 7.
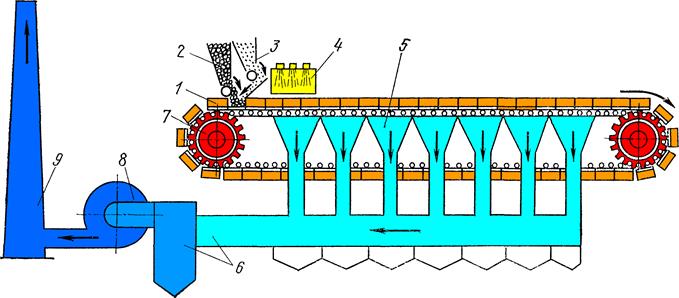
Рис. 7.1 Принципиальная схема агломерационной конвейерной машины
На рис.7.2 показан разрез агломерационной машины по горну
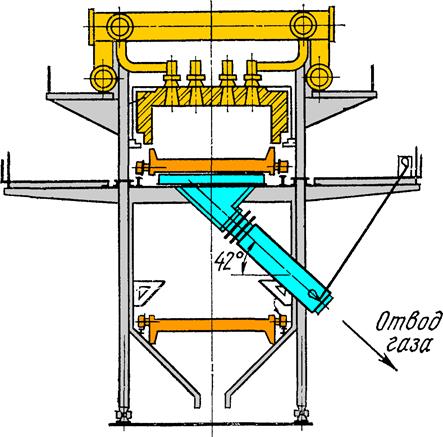
Рис. 7.2 Разрез агломерационной машины по горну
Порядок работы агломерационной машины следующий.
В начале рабочей ветки конвейера на движущиеся тележки укладывается питателями 2 постель (подстилочный материал), состоящая из крупных кусков руды и затем основная шихта питателем 3 (одним или двумя) слоем 350 – 500 мм.
При движении тележек под горном 4 под воздействием факела газовых горелок твердое топливо (коксик) в поверхностном слое зажигается. Температура в очаге горения до 1450°С обеспечивает расплавление флюсов. Под слоем шихты в вакуум – камерах 5 создается разряжение, благодаря чему продукты сгорания проходят через шихту, зажигая нижние частицы твердого топлива. Газы через вакуум – камеры, газовые тракты и пылеуловители 6 отводят в дымовую трубу 9. Необходимое для этого разряжение 10 – 25 кПа создается нагнетателем (эксгаустером) 8. Охлаждение расплавленной массы приводит к спеканию «пирога» агломерата.
Полученный горячий агломерат после разгрузки с машины с температурой до 800-900°С подвергается дроблению в одновалковой дробилке и сортировке на грохоте по крупности (грохочению) с целью выделения из агломерата мелочи с размерами меньше 5,0 мм.
Охлаждение агломерата до температуры 100 °С осуществляют на линейных, кольцевых или чашевых охладителях за счет принудительной подачи холодного воздуха в слой агломерата. После сортировки кондиционный агломерат отправляют в доменный цех.
Спекательная тележка (рис.7.3) состоит из литого корпуса 1, четырех ходовых 5 и четырех грузовых 4 роликов, смонтированных на подшипниках качения соответственно 9 и 8, осей 10, бортов 7 и двух стальных уплотнительных пластин 2, комплекта колосников 3, набираемых в пазы корпуса тележки и масленок 11.
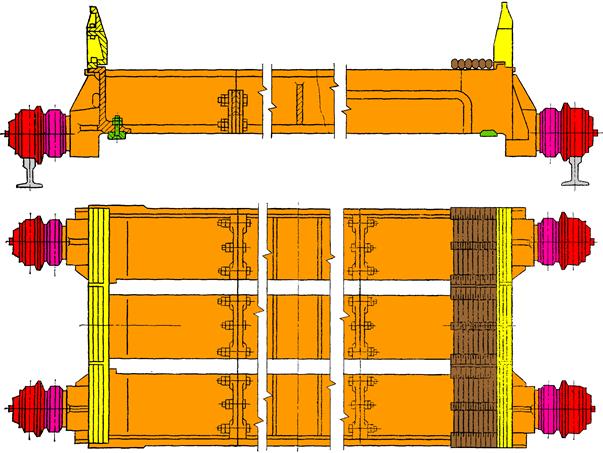
Рис. 7.3. Спекательная тележка машины АКМ 312.

Ходовыми роликами тележка опирается на направляющие рельсы 6. Захват тележки звездочками приводов ленты и разгрузочной 4 части осуществляют за грузовые ролики
Привод ленты агломашины (рис.. 7.4, а) расположен в головной части и предназначен для подъема спекательных тележек с нижнего наклонного пути на верхний горизонтальный и продвижения тележек по горизонтальному пути.
А б
Рис. 7.4. Кинематические схемы: а — привода ленты спекательных тележек;
б — привода разгрузочной части
Привод ленты спекательных тележек состоит из электродвигателя постоянного тока, муфты, тормоза, цилиндрического четырех ступенчатого редуктора, зубчатой муфты и приводных звездочек. Вал приводных звездочек вращается в подшипниках, корпуса которых установлены на опорных плитах , закрепленных на боковых рамах каркаса. Звездочки на валу соединены между собой барабаном.
Привод разгрузочной части (рис. 7.4, б) служит для плавного спуска тележек с верхней ветви на нижнюю. Он состоит из электродвигателя постоянного тока, работающего в тормозном режиме, муфты с тормозом, цилиндрического пятиступенчатого редуктора и зубчатой муфты. Вал со звездочками вращается в подшипниках качения. Звездочки со сменными зубчатыми сегментами закреплены на валу шпонками.
Особо ответственным местом в конструкции машины является сопряжение движущихся спекательных тележек с неподвижными вакуум-камерами При неполном контакте возникают вредные прососы воздуха.
Для исключения вредных прососов применяют уплотнения вакуум-камер (рис. 7.5).

Рис. 7.5 Уплотнения вакуум-камер
На рис. …….. представлены конструкция агломерационной машины, привода спекательных тележек и спекательная тележка [ ].

Подача шихты на ленту спекательных тележек осуществляется двумя барабанными питателями, установленными после питателя постели.
Каждый питатель шихты (рис. 7.6) состоит из бункера с секторным затвором, барабанного питателя и шибера, регулирующего толщину слоя шихты на ленте спекательных тележек.
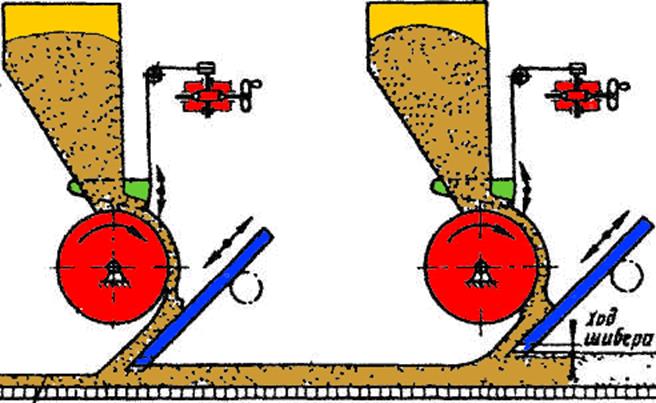
Рис. 7.6. Кинематическая схема питателей шихты
Каждый барабан питателей шихты (рис. 7.7) имеет индивидуальный привод, состоящий из электродвигателя постоянного тока и цилиндроконического редуктора. Барабан своими цапфами опирается на подшипники качения и соединен с валом редуктора удлиненной зубчатой муфтой.
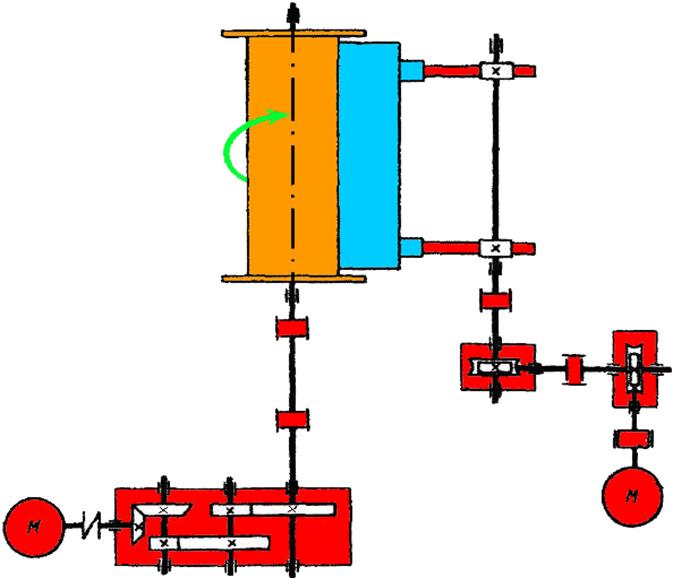
Рис. 7.7. Кинематическая схема приводов барабана и шибера питателей шихты
Наибольшее распространение получили прямолинейные конвейерные агломерационные машины непрерывного действия.
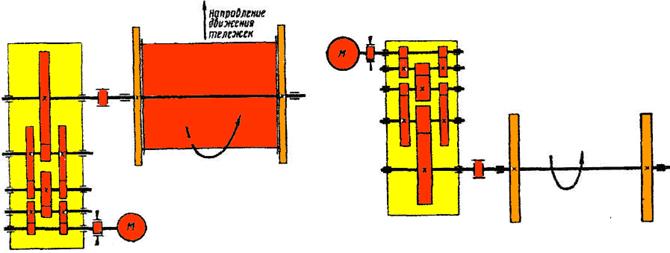
По схеме движения цепи спекательных тележек конвейерные агломерационные машины можно разделить на два вида: без зазора в цепи тележек (рис. 7.8, а) и с зазором (рис. 7.8, б).
При движении тележек, выполненных без зазора, расстояние между] приводными и разгрузочными звездочками непостоянно и изменяется в процессе работы машины вследствие изменения размера тележек при их нагреве и охлаждении. Разгрузочные звездочки имеют подвижность вдоль оси машины и прижим например грузовой в сторону головной части, агломашины.
Зазор в цепи тележек (рис. 7.8, б) обеспечивается на нижней ветви за| счет наличия тормозных звездочек в разгрузочной части. Такую схему имеют агломерационные машины типа АКМ-312. Торможение звездочек осуществляется специальным приводом от электродвигателя, работающего в генераторном режиме.
Стационарная разгрузочная часть 9 агломашины обеспечивает плавный спуск тележек и состоит из криволинейных направляющих, звездочек и их привода, работающего в тормозном режиме (см. рис. 7.8, б).

А б

Подвижная разгрузочная часть также производит спуск тележек и состоит из разгрузочной звездочки и криволинейных направляющих, установленных в прижимной раме, перемещающейся на колесах. (рис. 7.9).
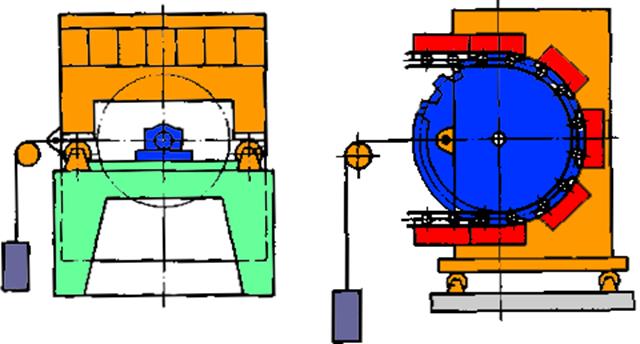
Рис. 7.9. Разгрузочная часть агломашины
Прижим подвижного разгрузочного устройства к стационарной средней части осуществляют либо грузами и системой блоков, канатов или цепей, либо гидроцилиндрами.
Характеристика и конструкция агломашины
2.2 Характеристика и конструкция агломашины
Самым распространенным способом агломерации является спекание на ленточных агломерационных машинах непрерывного действия, при котором через слой спекаемых материалов просасывается воздух.
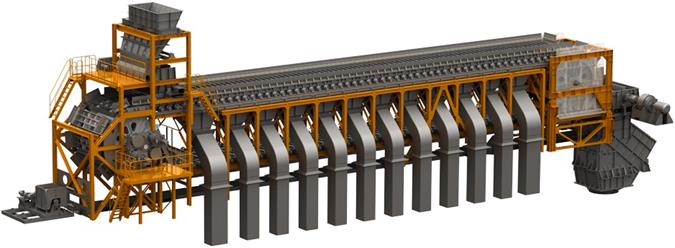
Схема ленточной агломерационной машины показана на рисунке 2.2. 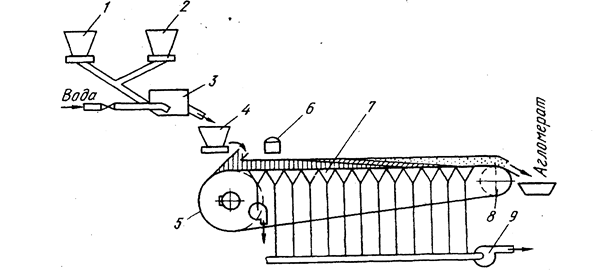
Рисунок 2.2 – Ленточная агломерационная машина непрерывного действия:
1, 2 – бункеры, 3 – барабанный смеситель, 4 – промежуточный бункер, 5 – ведущий барабан, приводиться в движение двигателем постоянного тока, 6 – зажигательный горн, 7- вакуум-камеры, 8 – ведомый барабан машины, 9 – эксгаустер.
Характеристика агломерационной машины аглофабрики «ММК им. Ильича», подробная конструкция которой представлена в графической части дипломного проекта на листе 1:
Количество – 12 шт
Площадь просасывания общая – 160 м 2
Длина площади просасывания – 65 м 2
Ширина рабочей поверхности – 2,7 м
Производительность – 170 т/час, годного 125 т/час
Скорость движения палет – 1,5-6,0 м/мин
Максимальная толщина спекаемого слоя – 350 мм
Тип электродвигателя – ДП-52
Мощность – 32 квт
Обороты – 730 об/мин
Обороты тахогенератора – 1950 об/мин
Колосники – по ТУ 14-12-44-84
Техническая характеристика эксгаустера:
Производительность – 2000 м 3 /мин
Начальное давление при входе во всасывающий патрубок – 0,9 атм.
Начальная температура газа – 70ºС
Создаваемый напор (повышение давления) – 1600 мм.вод.ст.
Техническая характеристика дымососа:
Производительность отнесенная к 0ºС и 760 мм.рт.ст. – 4500 м 3 /мин
Начальная температура газа – 200ºС
Создаваемый напор (повышение давления) – 470 мм.вод.ст.
Техническая характеристика газового горна:
Площадь горна – 6,8 м 2
Объем топочного пространства – 5,2 м 2
Тип горелок – ГПН
Количество горелок – 4 шт
Расход газа на горн – 500-700 м 3 /час
Расход воздуха – 5000-8400 м 3 /час
Тепловая мощность горна – 3,6-4,2·10 6
2.3 Процесс спекания агломерата на агломашине
Под процессом спекания понимают совокупность превращений при которых сжигаемое просасываемое воздухом твердое топливо в слое шихты обеспечивает развитие высоких температур в зоне горения и оплавление материалов. В результате получается спек, обладающий необходимыми физико-химическими свойствами. Основными параметрами, характеризующими процесс спекания являются температура поверхности зажженной шихты, высота слоя, скорость спекания, температура в зоне горения, время пребывания шихты на ленте (скорость ленты) и степень законченности спекания.
Начальной стадией спекания является зажигание шихты, при котором необходимо воспламенить частицы содержащегося в ней топлива и внести в слой количество тепла, обеспечивающее дальнейшее развитие горения. Наряду с обеспечением необходимых температуры и количества тепла следует иметь в зажигательном горне соответствующий состав продуктов сгорания с тем, чтобы в них содержалось достаточное количество кислорода, идущего на сжигание топлива в слое.
Чтобы в горн не подсасывался со стороны холодный воздух или не выбивалось из него пламя, особенно со стороны бортов тележек, необходимо поддерживать определенное давление, а для обеспечения перемещения зоны горения и просасывания газов через слой создавать в вакуум-камерах под горном соответствующее разрежение.
При зажигании шихты основными факторами являются температура поверхности и количество тепла, аккумулируемое в верхнем слое шихты.
Определенное влияние на процесс зажигания оказывает величина разрежения под зажигаемым слоем. При слишком малом разрежении продукты горения просасываются медленно, что приводит к замедлению процесса зажигания, особенно скорости теплопередачи в нижние горизонты слоя, а также снижению скорости перемещения фронта горения твердого топлива. При повышенном разрежении теплопередача осуществляется слишком быстро, фронт горения отстает, концентрация тепла в зажигаемом слое снижается, в результате чего спек получается непрочным.
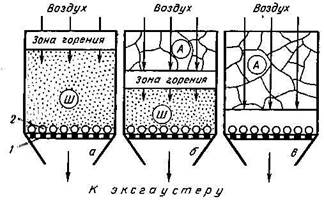
Спекание шихты ведется на колосниковой решетке паллет агломерационной машины методом просасывания воздуха. Просасываемый через слой шихты воздух образует зону горения высотой 15-35 мм с температурой 1400-1600°С, передвигающуюся вниз с вертикальной скоростью спекания  мм/с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты
мм/с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты  мм/с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 2.3). В зоне длиной
мм/с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 2.3). В зоне длиной  происходит зажигание сырой шихты 1; в зоне горения 2
происходит зажигание сырой шихты 1; в зоне горения 2
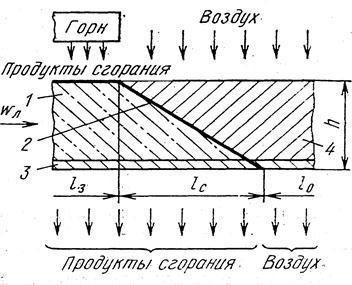
Рисунок 2.3 – Схема спекания шихты на агломашине
осуществляется спекание шихты на участке длиной  ; готовый агломерат 4 образуется за зоной спекания. На участке длиной
; готовый агломерат 4 образуется за зоной спекания. На участке длиной  агломерат охлаждается просасываемым воздухом. Сырая шихта и агломерат размещается на постели 3.
агломерат охлаждается просасываемым воздухом. Сырая шихта и агломерат размещается на постели 3.
Основные параметры агломерационного процесса при установившемся режиме связаны соотношением:
 , (2.1)
, (2.1)
где h – высота слоя шихты;  — время спекания
— время спекания
Скорость движения  поддерживается такой, чтобы процесс спекания заканчивался на заданной длине спекания . В зоне горения спекаемый материал сплавляется, образуя пористый агломерат.
поддерживается такой, чтобы процесс спекания заканчивался на заданной длине спекания . В зоне горения спекаемый материал сплавляется, образуя пористый агломерат.
Температура регулируется в ходе всего процесса спекания, т.к. от этого зависит качество спекаемой шихты. При нормальном ходе процесса спекания агломерат равномерно спечен и при выдаче с ленты раскален не более чем на 1/3 высоты «пирога». На незаконченность процесса спекания указывает низкая температура отходящих газов в последних вакуум-камерах и наличие не спекшейся шихты в изломе «пирога» у колосников паллет. Повышение температуры отходящих газов в коллекторе происходит вследствие замедления скорости движения паллет или кратковременной остановки агломерационной машины; повышения газопроницаемости шихты. Понижение температуры отходящих газов в коллекторе имеет место при: уменьшении содержания топлива в шихте по сравнению с оптимальным; переоплавление поверхности слоя шихты из-за высокой температуры зажигания; наличие большого количества вредных прососов воздуха; завышение скорости движения паллет.
3 процесс спекания – как объект автоматического управления
Основными показателями хода технологического процесса агломерации (выходными величинами) является производительность агломашины и качество агломерата. Производительность агломашины измеряют в тонах годного агломерата, полученного за час работы. Качество оценивают по химическому составу агломерата, прочности и восстанавливаемости его. Косвенным обобщенным показателем качества агломерата может служить отношение FeO/Fe2O3 в готовом продукте, однозначно связанное с технологическими свойствами агломерата.
Результаты агломерационного процесса во многом зависят от управления процессом спекания. Сложность процесса спекания как объекта автоматического управления определяется его зависимостью от большого числа технологических факторов, таких как свойство шихты, количество топлива, условия зажигания и т.д.
Управление процессом спекания заключается в стабилизации его законченности в определенной точке по длине аглоленты и в подборе входных параметров с целью обеспечения максимальной производительности и высокого качества агломерата. Для оценки и контроля хода процесса спекания используются такие показатели, как температура и состав отходящих газов, освещенность в вакуум-камерах, магнитная проницаемость слоя и др.
Законченность процесса спекания может нарушаться в результате изменений состава шихты, её влажности, степени уплотнения, высоты слоя шихты и скорости движения аглоленты. Все указанные возмущения в конечном итоге проявляются через изменение скорости спекания шихты, которая, таким образом, является возмущающим воздействием для системы управления законченностью спекания.
В качестве показателей законченности спекания шихты обычно используется температурные показатели процесса: температура в одной из последних вакуум-камер, разность или сумма температур в разных вакуум-камерах, температура в общем газовом коллекторе. Применение микропроцессорной техники позволяет использовать некоторые комплексные показатели.
В общем случае процесс спекания может быть представлен как многомерный объект с вектором состояния (выходные или управляемые величины) и вектором управления (управляющие воздействия). На выходные параметры могут воздействовать и возмущающие воздействия.
Агломерационная машина является многопараметровым объектом, в котором две основные выходные величины – производительность агрегата и качество конечного продукта, при этом эти параметры существенно зависят от ряда входных воздействий: горизонтальной скорости движения агломерационной ленты, высоты спекаемого слоя, производительности эксгаустера, условий зажигания и физико-химических свойств шихты. Три последних входных величины можно заменить одним комплексным параметром – вертикальной скоростью спекания, а в качестве единого выходного параметра целесообразно принять активную длину агломерационной машины, в пределах которой завершается процесс спекания.
Процесс производства агломерата протекает в условиях возмущающих воздействий: изменения химико-минералогического и зернового состава компонентов спекаемой шихты, условий дозирования, транспортирования, смешения и увлажнения шихты, а также укладки шихты на агломерационную машину. Для устранения влияния возмущений на ход технологического процесса используют следующие основные управляющие воздействия: соотношение (дозирование) компонентов спекаемой шихты, содержание углерода (коксика) в шихте, влажность шихты, скорость движения аглоленты, разрежение в вакуум камерах и др.
Особенности процесса спекания и агломашины как объекта автоматического управления можно сформулировать следующим образом:
— агломашина представляет собой систему, характеризуемую многими входными и выходными параметрами;
— работа агломашины подвержена резким возмущениям, связанным с произвольным изменением расхода шихты, запаздыванием системы и т.д.


 JE
JE
Рисунок 3.1 – Агломашина как объект автоматического управления
Xi – входные параметры (управляющие переменные), контролируются непрерывно и периодически;
Zi – входные параметры (возмущающие воздействия), характеризующие химические и физические свойства компонентов шихты, а также конструктивные свойства оборудования, переменные указанной группы являются неконтролируемыми и периодически контролируемыми величинами;
Yi – выходные параметры – зависимые переменные (выходные показатели), характеризующие качество и количество конечного продукта процесса (прочность, основность, восстановимость агломерата, производительность агломашины).
Агломерационный процесс в целом характеризуется наличием обратных связей. Так, при неравномерной укладке шихты на аглоленту при изменении газопроницаемости отдельного участка шихты воздушные потоки по всей длине аглоленты перераспределяются, что создает эффект внутренних обратных связей. Значительное влияние на ход процесса оказывает добавка в шихту возврата. Наличие обратных связей значительно усложняет и затрудняет исследование процесса и его оптимизацию.
Входные параметры: влажность шихты; газопроницаемость шихты; содержание углерода в шихте; высота слоя шихты; скорость движения аглоленты; производительность эксгаустера; условия зажигания – температура горна (температура среды в горне), температура зажигания (температура над поверхностью спекаемой шихты), обобщенная температура, измеряемая при помощи термопары, установленной в середине горна, температура поверхности аглошихты; расход топлива; расход воздуха; расход компрессорного воздуха; расход воды на газоочистку, на скрубберы; длина аглоленты.
Выходные параметры: скорость спекания; состав и температура отходящих газов; разряжения в вакуум-камерах; температуры в вакуум-камерах; время пребывания шихты на аглоленте.
Возмущающие воздействия: изменение состава шихты; изменение влажности шихты; изменение степени уплотнения шихты; изменение высоты слоя шихты; изменение скорости движения аглоленты; подсосы холодного воздуха; изменение разряжения над зажигаемым слоем; изменение соотношения топливо-воздух.
Наиболее распространенным управляющим воздействием в системе автоматического управления процессом спекания является изменение скорости аглоленты. Для обеспечения окончания процесса спекания в одном и том же месте по длине аглоленты скорость аглоленты должна постоянно соответствовать скорости спекания шихты  :
:
 , (3.1)
, (3.1)
где l – расстояние от места зажигания до точки измерения;
hc – заданная величина спеченного слоя в точке измерения.
Обычно добиваются окончания процесса спекания в конце аглоленты, т.е. при  (где lл – рабочая длина ленты; Н – высота слоя шихты). При этом скорость аглоленты должны составлять:
(где lл – рабочая длина ленты; Н – высота слоя шихты). При этом скорость аглоленты должны составлять:
 (3.2)
(3.2)
Для реализации указанного соотношения необходимо контролировать скорость спекания шихты. Одним из показателей скорости спекания может служить расход воздуха, просасываемого через спекаемый слой.
Качество зажигания шихты существенным образом влияет на ход процесса спекания. При недостаточно интенсивном зажигании верхняя часть слоя может оказаться неспекшейся. Чрезмерно же высокая температура в горне и, следовательно, интенсивность зажигания приводит к оплавлению верхнего слоя агломерата, ухудшению газопроницаемости и снижению скорости спекания. Для каждых конкретных условий существует определенное значение интенсивности зажигания, при котором достигается высокая производительность агломашины и удовлетворительное качество агломерата. Количество тепла, вносимого в слой шихты при зажигании, зависит от температуры продуктов сгорания, продолжительности зажигания, расхода топлива на зажигание и др. Весьма важным является выделение тепла за счет горения твердого топлива, содержащегося в самой шихте. Определенные затруднения при автоматизации зажигания шихты связаны с отсутствием точных методов и средств контроля его эффективности. Кроме того, процесс зажигания подвержен влиянию целого ряда возмущающих воздействий (изменения теплоты сгорания топлива зажигания, состава и свойств шихты, скорости аглоленты и др.); значительное влияние оказывает величина разрежения под зажигаемым слоем.
Таким образом, результаты процесса зажигания определяются рядом факторов, которые в значительной степени взаимозависимы. В связи с этим в качестве основного показателя процесса зажигания часто применяют расход тепла зажигания  , приходящегося на единицу поверхности слоя шихты. Расход топлива в горне определяется в данном случае выражением:
, приходящегося на единицу поверхности слоя шихты. Расход топлива в горне определяется в данном случае выражением:
 , (3.3)
, (3.3)
где  — расход топлива на зажигание;
— расход топлива на зажигание;  — ширина слоя шихты;
— ширина слоя шихты;
— скорость аглоленты;  — удельная теплота сгорания топлива;
— удельная теплота сгорания топлива;
 — тепловой к.п.д. зажигательного горна.
— тепловой к.п.д. зажигательного горна.
Тепловой режим процесса можно контролировать, измеряя интенсивность свечения зажженной шихты после горна. Интенсивность излучения зависит от содержания топлива в шихте. На интенсивность свечения поверхности пирога заметно влияет влажность шихты, разрежение в вакуум-камерах, продолжительность пребывания шихты под зажигательным горном, температура горна, крупность топлива и др. Таким образом, датчик светимости шихты может давать достоверные показания только при условии стабилизации некоторых параметров (влажности шихты, температуры горна) или введения коррекции (по скорости движения ленты, по разрежению).
По ходу процесса изменяется состав продуктов сгорания. Важнейшим фактором, определяющим состав отходящих газов, является содержание топлива в слое. Так как отношение СО:СО2 в газе зависит от температуры сгорания углерода, то эту зависимость можно использовать для оценки температуры в зоне спекания по составу газа.
Один из основных показателей, характеризующих тепловой режим спекания, — механические свойства агломерата. Эти свойства обычно определяются путем различных испытаний, таких как разрушение агломерата во вращающемся барабане, сбрасыванием и др. При разгрузке агломерата с агломашины на колосниковый грохот также происходит своего рода испытание на прочность агломерата в естественных условиях. Количество выделяемого на грохоте возврата характеризует прочность получаемого агломерата. Таким образом, непрерывный контроль выхода возврата позволяет получать информацию об одном из важнейших свойств агломерата – его прочности.
Обеспечение высоких показателей агломерационного процесса может быть достигнуто путем его оптимизации, что предполагает выполнение качественного металлургического расчета аглошихты, обеспечение необходимого усреднения материалов, поступающих в шихтовое отделение, повышение точности дозирования компонентов. Весьма перспективными в этой связи являются разработки и применение средств контроля химического состава компонентов. К оптимизации процесса относится выбор наиболее рациональных режимов зажигания и спекания шихты. В ходе процесса спекания оптимизирующие воздействия обычно направлены на изменение содержания углерода в шихте, влажности шихты и высоты спекаемого слоя. Непременным условием обеспечения автоматической оптимизации процесса является наличие на отдельных его участках автоматических систем стабилизации основных параметров.